Siamo responsabili della costruzione----- siamo responsabili della produzione----- siamo responsabili della formazione
La piegatura delle lamiere è un processo di formatura critico utilizzato per modellare lamiere piatte in angoli e profili precisi senza compromettere la resistenza del materiale. È ampiamente applicata nella produzione di armadi, alloggiamenti di macchinari e componenti strutturali in cui la precisione dimensionale e la ripetibilità sono essenziali. Le nostre soluzioni di piegatura delle lamiere sono progettate per produttori e fabbriche OEM che richiedono una qualità di formatura stabile e un flusso di produzione efficiente. Combinando apparecchiature di piegatura a controllo numerico con processi di formatura ottimizzati, i produttori possono ottenere risultati di piegatura uniformi in diverse gamme di spessore dei materiali e di design dei prodotti.

| No. | Nome | 63/1500 | 63/2100 | 63/2550 | 100/3200 | 100/4100 | 150/3200 | 150/4100 | 220/3200 | 220/4100 | 250/3200 | 250/4100 | 320/3200 | 320/4100 | Unità | |
| 1 | Pressione nominale | 630 | 630 | 630 | 1000 | 1000 | 1500 | 1500 | 2200 | 2200 | 2500 | 2500 | 3200 | 3200 | KN | |
| 2 | Lunghezza di curvatura | 1500 | 2100 | 2550 | 3200 | 4100 | 3200 | 4100 | 3200 | 4100 | 3200 | 4100 | 3200 | 4100 | MM | |
| 3 | Distanza tra le colonne | 1200 | 1600 | 2050 | 2700 | 3600 | 2700 | 3600 | 2700 | 3600 | 2700 | 3600 | 2700 | 3600 | MM | |
| 4 | Corsa del cilindro | 215 | 215 | 215 | 215 | 215 | 215 | 215 | 215 | 215 | 225 | 225 | 315 | 315 | MM | |
| 5 | Altezza di apertura | 580 | 580 | 580 | 580 | 580 | 580 | 580 | 580 | 580 | 580 | 580 | 680 | 680 | MM | |
| 6 | Profondità della gola | 350 | 350 | 350 | 390 | 390 | 405 | 405 | 405 | 405 | 405 | 405 | 405 | 405 | MM | |
| 7 | Velocità di movimento del cursore | Scendere rapidamente | 185 | 185 | 185 | 220 | 220 | 180 | 180 | 160 | 160 | 150 | 150 | 130 | 130 | MM/S |
| 8 | Stato di avanzamento dei lavori | 19 | 19 | 19 | 17 | 17 | 14 | 14 | 12 | 12 | 10 | 10 | 9.5 | 9.5 | MM/S | |
| 9 | Ritorno | 180 | 180 | 180 | 210 | 180 | 180 | 170 | 160 | 150 | 150 | 140 | 120 | 110 | MM/S | |
| 10 | Corsa dell'asse X | 500 | 500 | 500 | 500 | 500 | 500 | 500 | 500 | 500 | 500 | 500 | 500 | 500 | 500 | |
| 11 | Corsa dell'asse R | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | |
| 12 | Velocità asse X | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | |
| 13 | Velocità dell'asse R | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | |
| 14 | Potenza del motore principale | 8.7 | 8.7 | 8.7 | 10.8 | 10.8 | 13.2 | 13.2 | 16.7 | 16.7 | 16.7 | 16.7 | 22 | 22 | KW | |
| 15 | Volume dell'olio idraulico | 130 | 180 | 200 | 300 | 400 | 300 | 400 | 300 | 400 | 300 | 400 | 400 | 500 | L | |
| 16 | Dimensioni (L*M*H) | 2000/1620/2470 | 2600/1620/2470 | 3150/1620/2470 | 3720/1720/2550 | 4620/1720/2550 | 3780/1730/2600 | 4680/1730/2600 | 3830/1800/2670 | 4730/1800/2670 | 3830/1800/2670 | 4730/1800/2670 | 3880/2100/3250 | 4760/2100/3250 | MM | |
| 17 | Spessore della macchina utensile (piastra verticale, slitta, piano di lavoro) | 40/50/60 | 40/50/60 | 40/50/60 | 50/60/80 | 50/70/90 | 60/70/90 | 60/80/100 | 70/80/100 | 70/90/110 | 70/80/100 | 70/90/110 | 80/90/110 | 80/100/120 | MM | |
| 18 | Alesaggio del cilindro | 115 | 115 | 115 | 150 | 150 | 180 | 180 | 220 | 220 | 230 | 230 | 270 | 270 | MM | |
| 19 | Diametro dell'asta del cilindro | 110 | 110 | 110 | 145 | 145 | 173 | 173 | 210 | 210 | 220 | 220 | 260 | 260 | MM | |
| 20 | Peso della macchina | 4500 | 5000 | 6000 | 8500 | 10500 | 9200 | 11600 | 11000 | 13200 | 11000 | 13200 | 16800 | 19000 | kg | |
| 21 | Flusso della pompa dell'olio | 16 | 16 | 16 | 20 | 20 | 25 | 25 | 32 | 32 | 32 | 32 | 40 | 40 | L | |
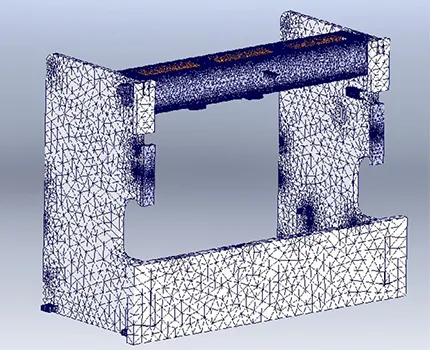
Sheet metal bending systems must maintain accuracy under continuous production conditions. Structural rigidity intelligent control and tooling precision work together to ensure reliable bending performance and long term stability.
Lavorazione di precisione

Flusso automatizzato

Configurazione flessibile
Key Features
Precise control of bending angle and position ensures parts meet tight tolerance requirements.

Suitable for bending carbon steel stainless steel aluminum and other sheet metals used in industrial fabrication.
Optimized bending process reduces material springback and deformation.
CNC bending systems improve throughput and reduce manual adjustment time.
Supports multiple bending angles profiles and complex part geometries.
Bending processes can be combined with cutting punching and forming operations.
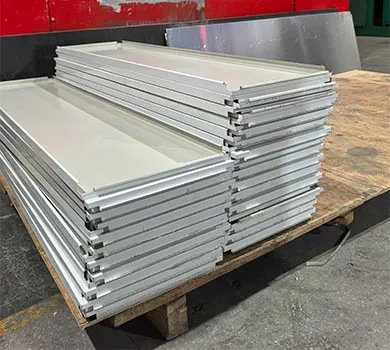
Consistent sheet metal bending is essential for ensuring proper fit during assembly and welding. Inaccurate bending can cause alignment issues stress concentration and additional rework which increase production cost and lead time. Our sheet metal bending solutions focus on maintaining forming accuracy throughout the production cycle. Stable bending angles smooth surfaces and consistent part geometry help manufacturers improve assembly efficiency and ensure reliable performance of finished metal products.



Sheet metal bending performance depends on the coordinated operation of multiple forming systems rather than a single machine component. Structural design tooling accuracy motion control and process management all play important roles in achieving stable and repeatable bending results.
Our bending systems are configured as integrated forming solutions where mechanical stability CNC control and tooling systems work together. This system based approach allows manufacturers to achieve precise bending quality maintain production efficiency and support long term manufacturing reliability.
Provides rigidity and stability during bending operations to minimize deformation.
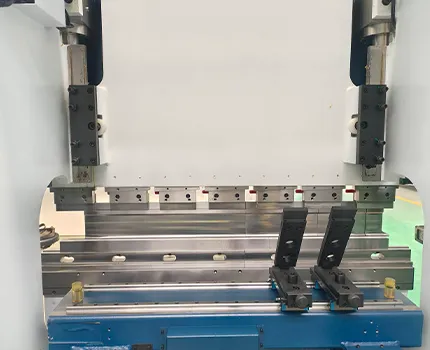
Precision punches and dies ensure accurate angle forming and surface quality.

Controls bending speed and positioning accuracy throughout the forming process.

Manages bending parameters angle control and repeatable process execution.
Helps compensate for material springback and thickness variation.
Supports safe operation during high force bending processes.

Crediamo nella costruzione di relazioni forti e trasparenti con i nostri clienti. Per questo invitiamo i nostri partner a visitare il nostro stabilimento di produzione all'avanguardia e a vedere da vicino il nostro processo produttivo.
 Antonio
AntonioResponsabile acquisti, HVAC
Fabbrica di componenti (Germania)
 Jeffrey
JeffreyProprietario della fabbrica, utensili da cucina inossidabili
Produttore (USA)
 Jared
Jared- Direttore delle operazioni, Cabinet elettrico
Fabbrica (Canada)
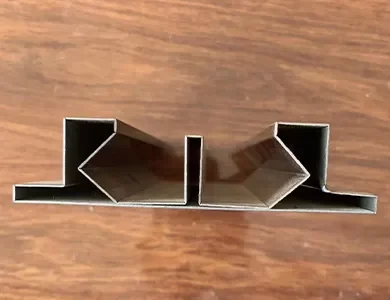
Sheet metal bending is a forming process that applies controlled force to metal sheets to create angles curves or profiles. The process reshapes the material without cutting and is widely used in industrial metal fabrication.
Common materials include carbon steel stainless steel aluminum and other metal alloys. Bending parameters are adjusted based on material thickness strength and flexibility.
Accuracy is maintained through CNC control precise tooling and process compensation methods that reduce springback and ensure consistent forming angles.
Accurate bending ensures proper alignment during welding and assembly. Consistent angles and dimensions reduce fitting issues and improve final product quality.
Yes sheet metal bending processes can be integrated with laser cutting punching and material handling systems to form automated production lines that improve efficiency and consistency.

Sia che stiate aggiornando una linea esistente o iniziando un nuovo progetto, STON personalizzerà una soluzione CNC per la vostra produzione.



















