Perforare Rapidă, Economica și Simplă
Cu peste 10.000 de mașini în funcțiune,
STON a câștigat o reputație mondială ca lider
în tehnologia preselor de perforare cu turel.
|
Nu. |
Nume |
Parametrii |
Unitate |
Observaţii |
|
1 |
Forța de perforare |
250 (25) 300 (30) |
KN (T) |
1200Nm, 1, 500Nm |
|
2 |
Structura cadrelor |
Tip „O” cadru închis |
|
|
|
3
|
Poziționare primară Dimensiunea maximă a plăcii prelucrate
|
Axă X 2,500 |
mm |
(Axă X poziționare secundară prelucrabilă 5,000mm) Personalizabil |
|
Axă Y 1,250/1,500/2,000/2500 |
mm |
|
||
|
4 |
Grosimea maximă a plăcii prelucrate |
6 |
mm |
|
|
5 |
Diametrul maxim al unui lovit |
φ88.9 |
mm |
Personalizabil |
|
6 |
Frecvență maximă de perforare |
1,800 |
hpm |
|
|
7 |
Număr maxim de lovituri |
800 |
hpm |
|
|
8 |
Numărul de axe controlate |
5 (X, Y, T, C, R) |
Buc |
|
|
9 |
Tipul matricei |
Matrice standard internațională cu ghidaj lung serie 85 |
|
|
|
10 |
Distribuție a stațiunilor de turnură |
16A, 11B, 3C, 2D (Inclusiv stațiuni rotative 1B și 1C) |
Standard |
Personalizabil |
|
11 |
Cilindru de repoziționare |
2 |
Set |
|
|
12 |
Numărul de presuri |
3 |
Buc |
|
|
13
|
Viteza maximă de alimentare
|
Axă X 80 |
m/min |
|
|
Axă Y 80 |
m/min |
|
||
|
14 |
Structură bancă de lucru |
Pardosire cu perie/steel ball universal |
|
Învelitoare din oțel inoxidabil |
|
15 |
Viteza maximă a turnului |
40 |
rpm |
|
|
16 |
Precizia prelucrării |
±0.1 |
mm |
|
|
17 |
Încărcare maximă suportată |
150 |
Kg |
|
|
18 |
Putere totală |
5 |
Kw |
|
|
19 |
Presiunea sursă de aer |
0.55 |
MPa |
|
|
20 |
Sursă de Alimentare |
380±5% |
V |
|
|
21 |
Dimensiuni |
L×W×H 5,000/5,500/6,500×7800×5200×2,100 |
mm |
Prezentare detaliată a mașinii de perforație
| Stații de lucru |  |
Se folosește o redactoră cu verme turbină și un sistem de transmisie cu lanț dublu pentru a actiona capul de tăiere. Redactora este montată în interiorul cadrelor pentru a îmbunătăți stabilitatea transmisiei și precizia deplasării. Capul de tăiere este proiectat cu un suport cilindric amplificat și două cilindri care pot funcționa sincron, oferind o poziționare stabilă și precisă, evitând uzura protecției laterale a capului de tăiere. |
| Stația rotativă | 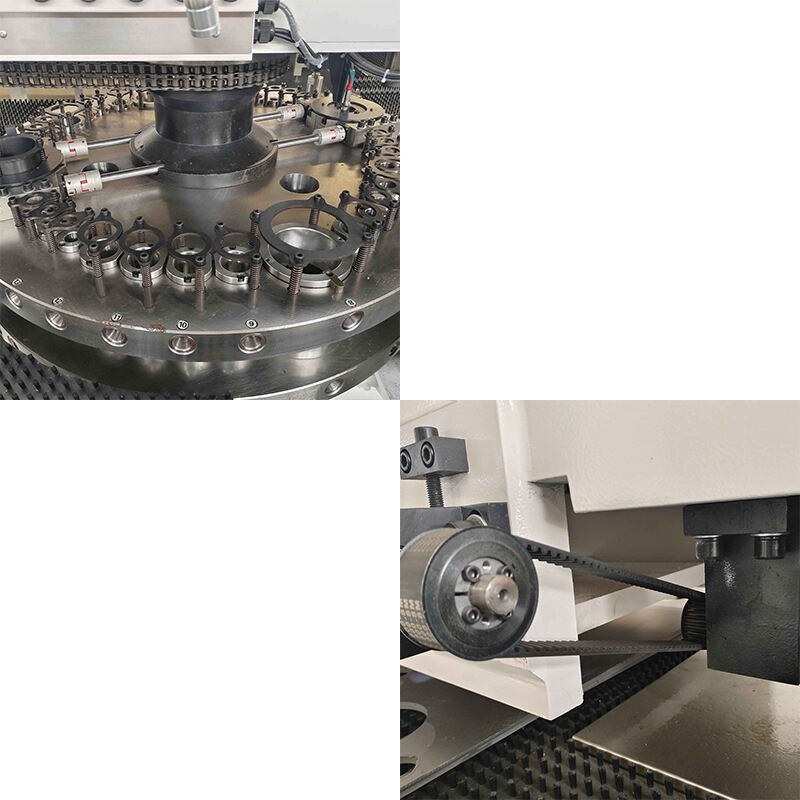 |
Stația rotativă (rotație pe ea însăși) este actionată printr-o bandă sincronizată, având avantajele unei viteze ridicate de transmisie, precizie mare și zgomot scăzut. |
| Cap de tăiere |  |
Capul de tăiere este fabricat din oțel carbon 45#, este starnit și temprat, iar după tornare și fresaj este procesat pe un ultrasurfacer CNC mare pentru a se asigura de planitate și netezime. Se folosește un fixator special pentru a procesa găurile de poziționare în perechi, asigurând coaxialitatea matricelor superioare și inferioare. Compania este echipată cu un instrument de măsurare tri-coordonate importat (Hexagon, Suedia) și capul de tăiere este montat după trecerea testelor. |
| Servo motor |  |
Se utilizează un motor servo cu axă vidă de putere ridicată pentru a furniza puterea, iar camea este conectată la motorul servo ca un ansamblu pentru a evita decentrarea și întârzierile cauzate de prea multe conexiuni. Operațiunea de perforare cu conducere directă se caracterizează prin o stabilitate ridicată și o viteză de răspuns rapidă, iar metoda de oscilație este adoptată. Unghiul de oscilație este selectat automat în funcție de cursa de perforare și procesul, ceea ce contribuie semnificativ la îmbunătățirea eficienței. |
| Axa X |  |
Tubul de rază patratică pe axa X este conceput cu două raiere ghidaje. După tratamentul de temperare, greutatea proprie a componentelor este redusă, operațiunea este mai stabilă și poziționarea este mai precisă. Raierele și șurubii mecanici sunt importate din Taiwan și sunt montate conform unui proces riguros și științific de montaj. Compania este dotată, de asemenea, cu colimator laser avansat și interferometru laser pentru a se asigura de precizia montajului și pentru a îmbunătăți eficient precizia alimentării și viteza de funcționare. |
| Ulei de răcire |  |
Motorul servo este răcinit cu ulei prin intermediul unui răcitor de ulei, ceea ce are avantajele unei creșteri reduse a temperaturii și a unei capacități de supraîncărcare mai mari. Acest lucru rezolvă problema schimbării frecvente a lichidului de răcire în zonele reci în timpul iernii. |
| Pinză pneumatică cu flotare |  |
Stelajul pneumatic flotant este utilizat cu o forță de stelare mare și o capacitate de alimentare stabilă. Caruța integrată cu forma de coadă de porumb are o bună rigiditate, iar stelajul este ușor de mișcat. Stelajul poate să se deplaseze automat în jos în timpul alimentării, ceea ce permite plăcii să intre mai ușor în stelaj, reducând considerabil efortul operatorului. |
| Poziționare Secundară |  |
Echipat cu funcția de poziționare secundară, care adaugă dublă asigurare pentru precizie. Prin intermediul unui senzor avansat și unui sistem de control precis, se realizează monitorizarea în timp real a pieselor în procesare și re-poziționarea lor, asigurând că fiecare mișcare este precisă. Acest lucru evită erorile de procesare cauzate de diferite factori după prima poziționare. |
| Mecanism Anti-coloane |  |
Când sistemul determină că există un risc de coloană, va declanșa imediat mecanismul anti-coloană. Acesta include oprirea urgentă a tuturor părților mobile ale mașinii. Acest mecanism protejează atât piesele de lucru, cât și părțile mașinii de coloane. |
| Sistem de Control |  |
Calculatorul gazdă este echipat cu o placă de bază importată și o carte de control mișcării, combinată cu unitatea servo RTEX bus a lui Panasonic, pentru transmiterea semnalelor în circuit complet închis. Modul de control prin autobuz are o viteză de comunicație rapidă și un ciclu scurt, ceea ce îmbunătățește semnificativ precizia cooperării între axe atunci când mai multe axe lucrează împreună. |
| COMPONENTE ELECTRICE |  |
Se folosesc echipamente electrice importate renumite pentru a se asigura de stabilitatea sistemului de control. |
| SISTEM DE LUBRICARE | 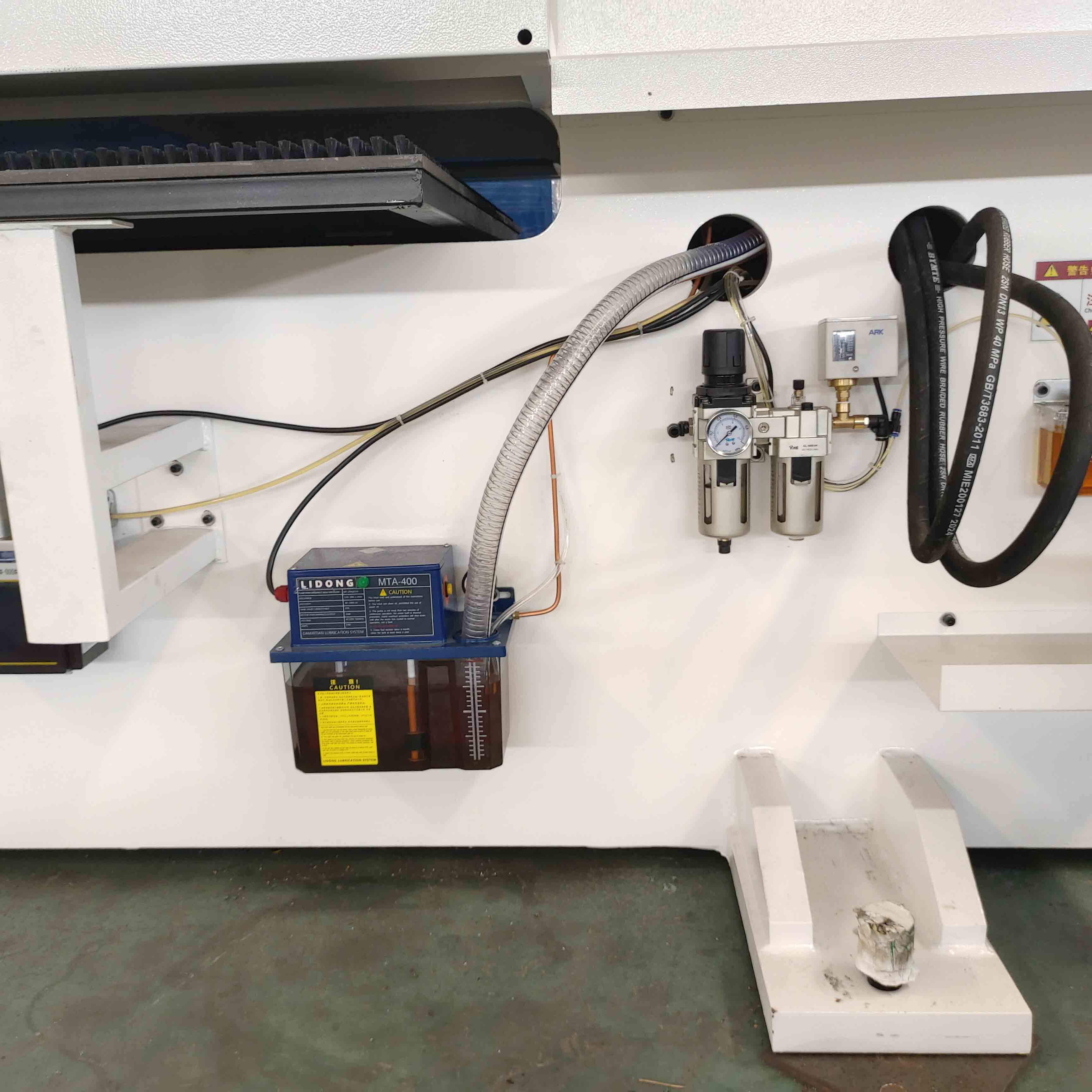 |
Este utilizat un sistem de lubricare automat multipunct pentru a se asigura că fiecare parte mobilă este perfect lubrificată și pentru a evita uzurarea datorită unei lubricații insuficiente. |
|
Nu. |
Nume |
Specificații |
Furnizor/Marcă |
|
1 |
Motor perforare servo |
45KW (1200Nm) / 55KW (1500Nm) |
Synmot, Ningbo |
|
2 |
Controler de conducere |
75KW/90KW |
Synmot, Ningbo |
|
3 |
Rezervor de răcire |
Volum 96L, capacitate de răcire 1.200ml/min |
Synmot, Ningbo |
|
4 |
Codificator |
Rotativ multiplu, 1024 linii |
Tamagawa, Japonia |
|
5 |
Cabluj encoder |
Pereche înnodată cu protecție RVVP |
importat din Taiwan |
|
6 |
Fier magnetic |
Clasă AH |
Ningbo Yunsheng |
|
7 |
Senzor de temperatură |
MZ6-150-DS |
Santest, Japonia |
|
8 |
Filtru |
DL-180EBT |
Synmot, Ningbo |
|
9 |
DSP |
TI 28324 |
Rockwell, SUA |
|
10 |
Mucegai |
400A |
Fuji, Japonia |
|
11 |
CPLD |
|
Alter, SUA |
|
12 |
PCB |
SYNMOT-90KW |
Taiwan DELTA |
|
13 |
HAL |
|
Honewell, Germania |
|
14 |
Ventilator motor |
|
Taiwan DELTA |
|
15 |
Sensor HAL |
TBC400BS |
HBM, Germania |
|
16 |
Reactor de izolare pentru intrare |
90KVA |
Ningbo Mingchuan |
|
Nu. |
Nume |
Model |
Furnizor/Marcă |
|
1 |
Sistem de control (calculator gazdă) |
Stație de lucru RACK-310 |
IEI |
|
2 |
Servomecanism pentru alimentare și conducere |
MDMF/MDDLN |
Panasonic, Japonia |
|
3 |
Motor servo principal |
SM360-30T |
Synmot, Ningbo |
|
4 |
Șină de ghidare liniară |
TRH30VL/35VL/45VL |
TBI, Taiwan |
|
5 |
Șurub cu globulete |
5050 |
TBI, Taiwan |
|
6
|
Suport pentru șurub cu rostura
|
7207C |
NSK, Japonia |
|
6207 |
|
||
|
7 |
Suport pentru plăcă rotitoare |
HR30220J |
NSK, Japonia |
|
8 |
Cuplaj |
P80-114 22/35 |
Taiwan Jianxiang |
|
9 |
Reducător |
Reductor cu turbină și verme |
Hangzhou Tianmai |
|
10
|
Electrovalvă
|
4V220-08 |
AirTAC, Taiwan |
|
4V210-08 |
|
||
|
11 |
Element pneumatic |
CDQ2B 50X35 |
AirTAC, Taiwan |
|
12 |
Comutator de proximitate |
04-NPN |
Omron, Japonia |
|
13
|
Părți electrice
|
Contacteur, disjoncteur |
Schneider |
|
Transformator de izolare secă |
Shanghai Wenfeng |
1. Sunteți o companie de comerț sau un producător?
Suntem fabrică, așa că avem prețuri competitive și avem propriul nostru echipă de comerț extern, deci oferim și un serviciu atent.
2.Cât este timpul mediu de așteptare?
Pentru probe, timpul de așteptare este de aproximativ 7 zile. Pentru producția în masă, timpul de așteptare este de 45-60 de zile după recepția plății anticipate.
3.Sunteți o fabrică ODM sau OEM?
DA, suntem ODM, puteți să ne trimiteți cererile, iar noi vom proiecta pentru voi.
4.Ce fel de metode de plată acceptați?
Poți efectua plata pe contul bancar al nostru, Western Union sau PayPal: 30% avans, 70% sold la primirea copiei B/L.
5.Oferiți servicii de asistență post-vânzări și instalare/comisionare în străinătate?
Da, putem. După ce echipamentul ajunge la locația clientului, compania va trimite personalul său dedicat pentru a realiza instalarea și comisionarea și să ofere instruire operatorilor până când aceștia pot să opereze echipamentul singuri.
6.ce poți cumpăra de la noi?
Presă CNC cu turelă, mașină de cinstit CNC, mașină de taieră laser cu fibra, Automatizare pentru cinstit, Sistem de Producție Flexibil, Cinsoar de Panouri și linii automate de producție pentru plași metalice.
7.ce servicii putem oferi?
Termeni de Livrare Acceptați: FOB, CFR, CIF, EXW;
Valută de Plată Acceptată: USD, EUR; RMB
Tipuri de plată acceptate: T/T, L/C;



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE