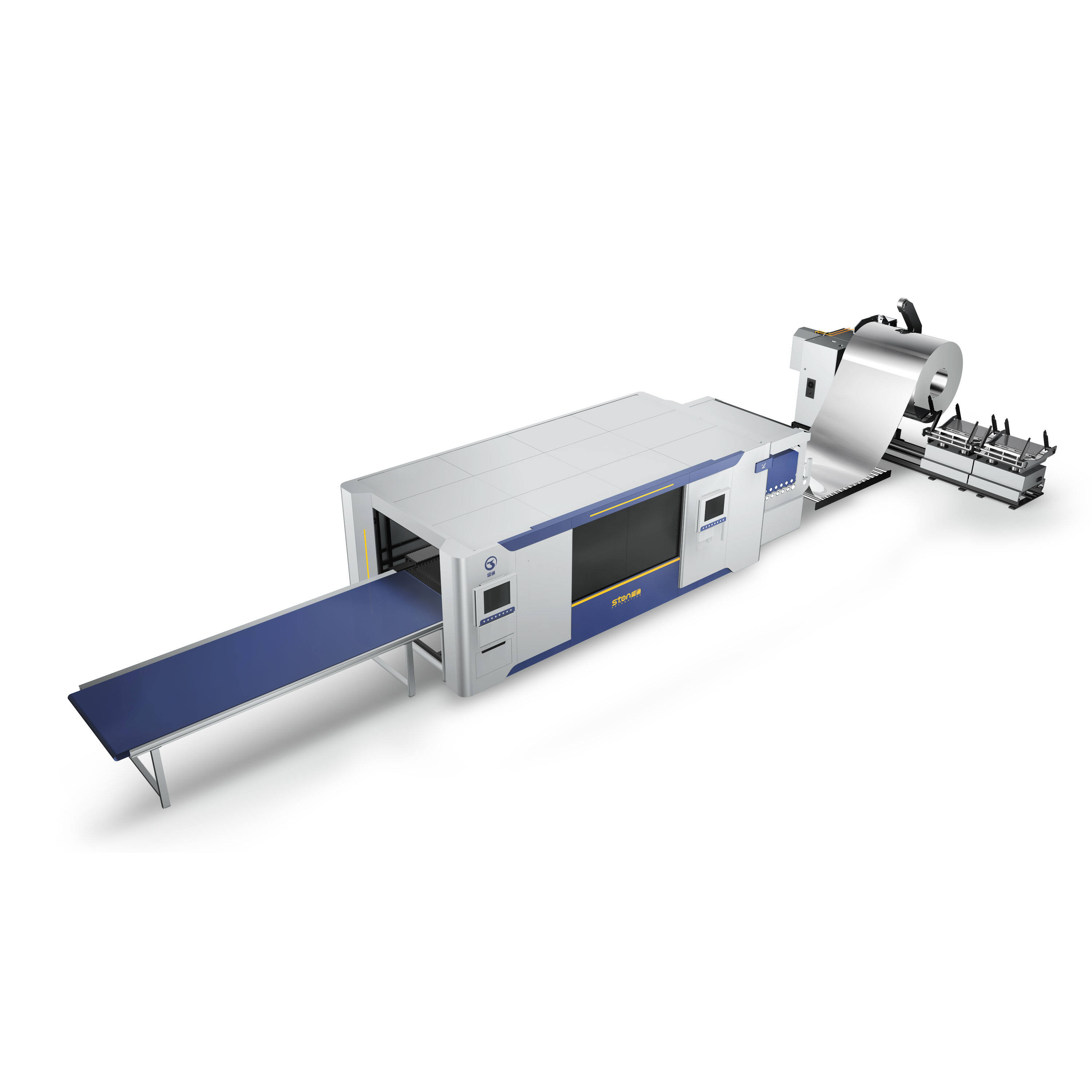
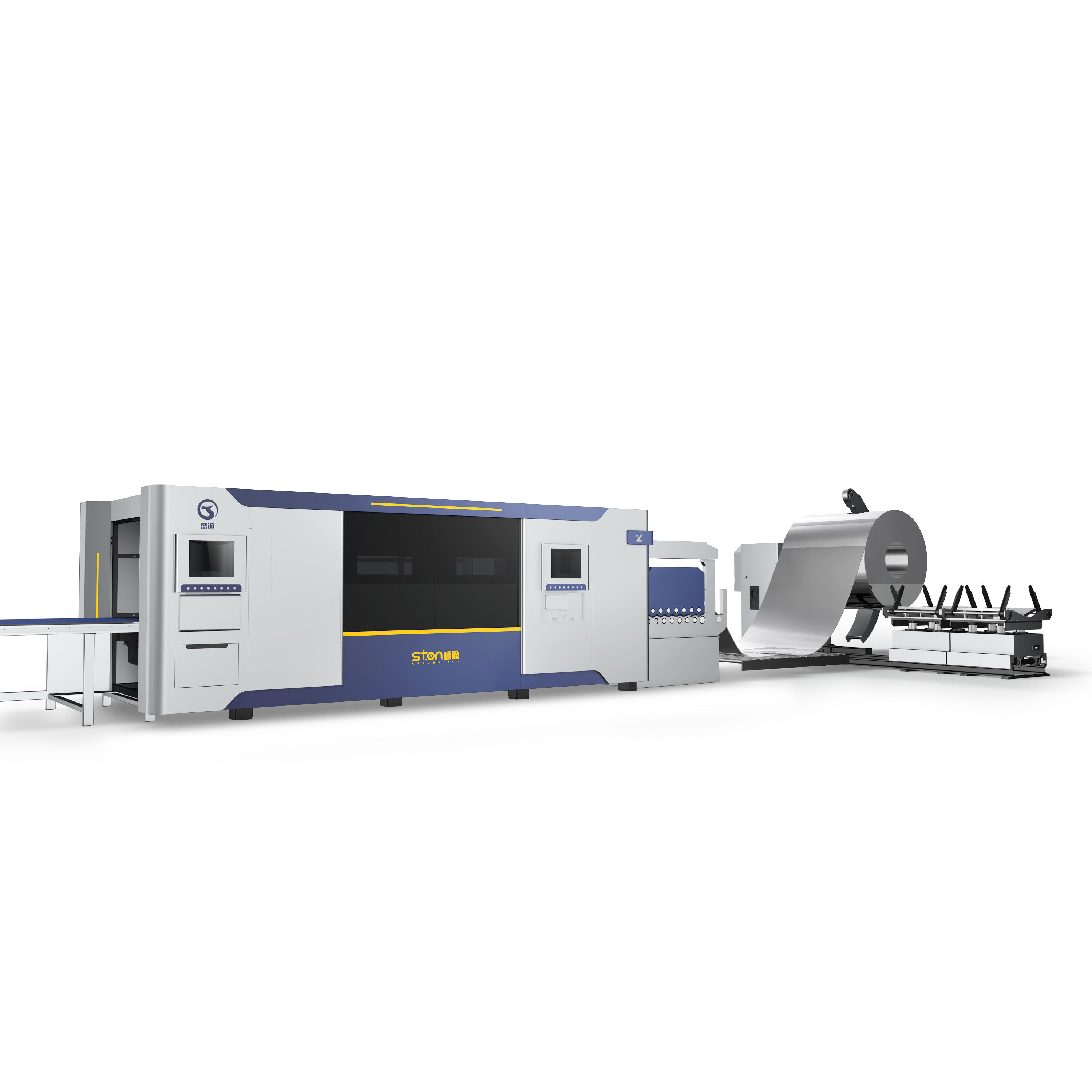
Eén productielijn die verschillende materialen met precisie en snelheid kan doorsnijden, waarbij telkens een consistente kwaliteit wordt gegarandeerd. STON LZ1401 biedt ongeëvenaarde efficiëntie en productiviteit, waardoor het de uiteindelijke oplossing is voor uw productiebehoeften. Waarom kiezen voor STON LZ1401?
Uitstekende Kwaliteit: Onze lasersnijtechnologie garandeert nauwkeurige en consistente resultaten, waardoor herwerken overbodig wordt en materiaalverspilling wordt verminderd.
Kostenbesparend: Door de productietijd te optimaliseren en materiaalverspilling te verminderen, helpt de STON LZ1401 u kosten te besparen op operationeel gebied.
Toekomstbestendig: Terwijl technologie blijft evolueren, is de STON LZ1401 ontworpen om zich aan te passen en mee te groeien met uw bedrijf.
Apparatuurparameters
|
|
rauwe Materialen |
Gekalibreerd plaatstaal, galvaniseerd staal, roestvast staal |
|
2 |
plaatdikte |
0,5mm ~ 2,0mm |
|
3 |
plaatbreedte |
1000mm~1500mm |
|
4 |
Gewicht per rol |
≤10T |
|
5 |
Binnen diameter van de rol |
ø508mm-Ø630mm |
|
6 |
buiten diameter van de rol |
ø1000 ~ Ø1600mm |
Eindproductparameters
|
1 |
oppervlakkegehalte |
Het oppervlak van de baan is vlak en bevat geen enkele verwerkingsdefecten; |
|
2 |
Nivelleer nauwkeurigheid |
±1mm\/m2 |
|
3 |
Diagonale nauwkeurigheid |
≤1mm\/2000mm |
Apparaatparameters
|
1 |
Band snelheid |
5m/min |
|
2 |
Snelheid van het apparaat |
Rechttrekmachine snelheid 0~12m\/min (aanpasbaar) |
|
3 |
Rendrelevatie |
+800mm |
|
6 |
loopt richting |
(Onderworpen aan de eindige fabrieksprocesindeling) |
Werksvoorwaarden voor uitrustinggebruik
|
1 |
Stroomvoorwaarden |
3φ-wisselstroom, 400V±5%, 50Hz±2% |
|
2 |
Luchtbron (gedrukte lucht) |
Druk: 0.5~0.6MPa Debiet: 0.6m3/min |
|
3 |
waterbron |
Geen speciale eisen |
Apparatuur verven
|
1 |
Kleur van de hoofdconstructie |
sTANDAARD UITZUIT |
|
2 |
Mobiele, veiligheids- en andere onderdelen |
Configuratie volgens primaire kleur (geel/oranje) |
|
3 |
Elektrische kasten, bedieningsconsoles, brandstoftanks |
sTANDAARD UITZUIT |
Apparatuur hoofdconfiguratie
|
Nee. |
Categorie |
Naam |
Oorsprong en merk |
AANTAL |
|
1 |
laser |
fiber Laser |
Shenzhen Chuangxin 6000W |
1 |
|
2 |
laser Hoofd |
vezel laser snijkop |
Shanghai Jiaqiang |
1 |
|
3 |
Koelstelsel |
waterkoeler |
Wuhan Hanli |
1 |
|
4
|
CNC-systeem
|
Bewegingscontrolesysteem |
Shanghai Weihong |
1 |
|
Servo bewegingssysteem |
Shenzhen Weichuang |
4 |
||
|
Reductieversnelling |
Japan Beto |
3 |
||
|
Elektrische componenten |
Schneider, Frankrijk |
1 |
||
|
Pneumatische onderdelen |
Anwuochi, Duitsland/Yadek, Taiwan |
1 |
||
|
5
|
Machineconstructie
|
Operatietafel |
Uitsteekconstructie |
1 |
|
Gidsrail |
Taiwan Heqing |
1 |
||
|
Schuifdeur |
Taiwan Heqing |
10 |
||
|
Spil en tandwiel |
Taiwan Kotai |
1 |
||
|
Bed |
Lassen en ouderdomshardening van vierkant buis |
1 |
||
|
Rookafvoer |
Rookafvoerduct |
1 |
||
|
6
|
Bijzonderheden
|
Materiaalrek |
10T hydraulisch materiaalrek |
1 |
|
Vernielmachine |
15-wal precisievernielmachine |
1 |
||
|
Aansluitmachine |
Wal-aansluittafel / riemplaat aansluitplatform |
1 |
||
|
Luchtcompressor |
1.6Mpa luchtcompressor speciaal voor laser |
1 |
Werkomgevingsvereisten
|
Artikel |
Naam |
Verplichtingen |
Opmerkingen |
|
Stroomvoorziening
|
Totale geïnstalleerde capaciteit Spanning |
≤50KVA 380V\/220V±5% |
aanbevolen om een stroomvoorziening met een capaciteit van 100kva te gebruiken. Andere gebieden moeten automatische spanning- en stroomstabilisatoren installeren. |
|
Aardingsweerstand |
≤4 ohm |
||
|
Er mag geen sterke elektromagnetische signaalinterferentie in de buurt van het installatieapparaat zijn. Vermijd rondom de installatielocatie radiouitzendstations of relaisstations. |
|||
|
Water |
Waterkoelerwater |
moet gedestilleerd, gedemineerd of gezuiverd water zijnGasen |
|
|
gas |
Zuurstof, Stikstof |
Reinheid > 99.5% |
Parameters variëren afhankelijk van het materiaalbewerking |
|
Luchtcompressor |
Druk ≥1.6mpa |
||
|
Werkomgeving
|
Temperatuur |
5-40 graden |
|
|
Vochtigheid |
≤80%, geen condensatie |
||
|
Stichting |
Amplitude <50um, amplitudeversnelling <0.05g; geen grote stempeltrillingsapparatuur in de buurt. |
Als de bron van trilling een anti-trillingsgeul moet hebben |
|
|
Ruimtevereisten voor apparatuur om te waarborgen dat er geen rook en stof is, om metaalpolijsten en slijpen en andere stoffige werkomgevingen te vermijden, en er moet antistatische vloerbedekking worden geïnstalleerd, met aansluiting van geschilderde kabels |
|||
Voedingstrolley
1.Technische specificaties:
Draagvermogen: 20T
Snelheid van verplaatsing: 5-7 m/min
Horizontale beweging: hydraulische motor
2. De karretje wordt bediend door een draadloze handbediening, het volume wordt opgetild vanaf de materiaalvoorbereidingstafel en verplaatst naar de positie van de as van de rol van de ontrolinstallatie, waarna het binnenste gat van het materiaalvolume wordt ingevoerd in de rol van de ontrolinstallatie, daarna daalt het karretje af en keert terug naar de oorspronkelijke positie.
3. Het bovenste rolkarretje bestaat voornamelijk uit een V-vormige zadelplaat, een romp en een vier-gidskolom hefmechanisme.
4. De wagenromp is een gesoldeerd structureel onderdeel, met een vierwiels structuur, de wagenromp wordt aangedreven door de motor, zodat het karretje over de rails beweegt.
5. Het liftingsysteem bestaat uit een liftlichaam, leidingsmechanisme en een hydraulische liftcilinder, het liftlichaam heeft een constructie met vier gidskolommen, waardoor het vlot optilt en daalt.
6. Het bovenste oppervlak van de ladekar is een draagplatform samengesteld uit een V-vormige zadelbak. Wanneer de kar werkt, tilt de hydraulische cilinder het voertuig om het volume te verhogen of te verlagen, en drijft de motor de wielen van de kar om te roteren, zodat de kar vooruit of achteruit beweegt op de rails. Tijdens het werken wordt de V-vormige bak aan de bovenkant van de kar door de hydraulische cilinder omhooggetild om de rol te tillen en deze tot de vereiste hoogte te verheffen, waarna het door de motor aangedreven mechanisme de ladekar langs de radiale richting van de aluminiumrollen op de rails beweegt en de plaatrollen in het midden van de steun cilinder van de ontrolinstallatie plaats. Daarna worden de rollen strak getrokken tegen de as van de ontrolbeweging.
7. De kabels en oliebuizen van de ladekar worden beschermd door de ondersteuningsketting.
8. Olieleidingen en kabels worden beschermd door sleepkettingen.
Hydraulic Cantilever Uncoiler
1.Technische specificaties:
Type: cantilever type, met zijdelingse hydraulische bijsteuning, hydraulische op- en neergang.
Draagvermogen: ≤10T
Asspanningsbereik 50mm
Uitvouwen en aantrekken door hydraulische wedge-aandrijving
Aandrijving / vermogen AC7.5kw
Rem Pneumatische schijfrem
2.Functie: De ontrolinstallatie wordt gebruikt om de bandspoel te ontrollen en gesynchroniseerde restmateriaalvoorraad met de level te vestigen.
3. Lichaam en basis:
De machine en basis zijn een gelaste constructie met warmteouderingsbehandeling.
4. Mandrel:
De verhoging en daling van de mandrel wordt gerealiseerd door een hydraulische cilinder die de uitbreidingshuls aandrijft.
De mandrel van de ontrolinstallatie bestaat uit drie uitbreidingshulsen.
Asmateriaal: 40Cr, temperbehandeling.
Rol: samengesteld uit vier vormplaten, de vormplaat is van het in-uit type, zodat er geen snede op de binnenlaag van de plaat komt. De stijgende en krimpende cilinderdrijving wordt hydraulisch aangedreven, de rol heeft een gebogen plaat met een schaal.
5. Kraftoverdracht:
Tijdens het automatische proces wordt de band actief uitgeworpen door de ontrolinstallatie, en de motor produceert via het controle systeem een buffer voor resterend materiaal.
6. Tijdens het ontrollen worden de parameters van de motor (snelheid, koppel, etc.) gecontroleerd volgens de parameters van het opgerolde materiaal.
7.Hoofdmotor en hoofdaandrijving: de motor heeft de volgende functies tijdens het ontrollingsproces:
Gesynchroniseerd resterend materiaal.
bladintroduceren.
Pneumatische rem aan de motor om de machine te remmen bij stilstand of 'noodstop'.
Ontrol-installatie aandrijving: motorreductieoverbrenging naar de versnellingsbak, tandwiel-overbrenging van de versnellingsbak naar de spanningsspil.
Oproll-hulpsteun
Om te voorkomen dat de mandrel zakt, is er een hydraulische hulpteuninstallatie, die wordt aangedreven door een oliecilinder.
De steunarm wordt omhoog en omlaag bewogen door de oliecilinder en komt in een zelfslotende staat na het optrekken;
Pneumatisch systeem: bestaat uit cilinders, kleppen en leidingen, en de koper moet zijn eigen gasbron leveren.
Krassbestendige rolconveyor (samengesteld uit ondersteunende rollen)
Zijdelings richtapparaat
1.Gebruik: Het apparaat wordt gebruikt voor zijdelings centreren en afwijkingscorrectie van de staalband.
2. Het is een onmogelijke zaak. Technische parameters
Maximale opening breedte 1650mm
Minimale opening breedte 1000mm
Materiaal van leidende roller GCr15, HRC60-62
3.Structuur: roltype, met gebruik van een gidskolom schroefstructuur en handwiel aanpassing.
4. De roller wordt op de schuifplaat geplaatst, die wordt bediend door het handwiel om te bewegen in de gidskolom op de constructie. De breedte van het plaat kan afzonderlijk aan beide zijden worden aangepast.
5.Een horizontale drukroller is geplaatst aan de voederside om te voorkomen dat de staalband uit het gidsbereik van de verticale roller springt.
Vier-gewichtstype fijnrechteermachine
1.Toestelparameters
Aantal knijprollers 2
Aantal rechterrollers 13
Aantal ondersteuningsrollers 3 rijen boven en onder
Diameter van de niveauregelaars φ100mm×1700mm
Materiaal van niveauregelaar 40Cr, hardheid ≥HRC58-62 (terpenen, kerven)
Ondersteuningsrolmateriaal 40Cr, hardheid ≥ HB250-275 (terpenen, kerven, chroomplating)
Hoofdmotorvermogen 30kw (servomotor)
Hoofdvermindering harde tandwielvermindering
2. Vorm: vierwegtype
3. Knijprol is met rubber bekleed, bovenrol cilinder drukt naar beneden.
4. Nivelleerroller: de nivelleerroller is het belangrijkste werkende onderdeel van de machine, het materiaal van de nivelleerroller is 40Cr, het machineringsproces verloopt als volgt: uitsnijden - ruw bewerken - temperen - halffijn bewerken - harden - fijn slijpen, de oppervlaktehardheid bedraagt minstens HRC58 en de oppervlaktegladheid is Ra0,8mm. De lager van de werkrollen gebruiken zelfalignerende lagers of naaflagers, die een grote dragspanning hebben, weinig wrijving en een lange serviceleven. De bovenste en onderste rijen werkrollen zijn uitgerust met een aandrijfsysteem, zodat de bovenste en onderste rijen werkrollen actief draaien; de bovenste rij werkrollen kan tegelijkertijd door de motor worden aangedreven om verticaal omhoog te gaan, en ook kan worden aangepast aan de voedings- en afvoerkant, zodat de nivelleerrollen schuin worden (d.w.z., de bovenste en onderste rollen vormen een harmonische dempende rechte om de kwaliteit van het nivelleren van de platen te verbeteren).
5. Steunrols: Om de precisie en starheid van de niveauserol te waarborgen, zijn er boven- en ondersteunrols aanwezig, waarvan het materiaal 40Cr is, en de aslaggregaten naaldaswerken voor de rollen. De steunrol maakt gebruik van een schuine ijzermechanisme dat in verticale richting kan worden aangepast. De steunrollen worden handmatig afgesteld.
6. Voedingssysteem: het hoofdtransmissiesysteem wordt centraal aangedreven door een motor, en de motor-reductie-eenheid van het systeem voor het optillen van de bovenrol heeft een compacte en esthetische structuur.
Hydraulisch en pneumatisch systeem
1.Samenstelling:
Hydraulische station en hydraulische leidingen.
pneumatisch systeem.
2.Prestatieoverzicht:
gebruikt een geïntegreerd pompsysteem om hydraulische kracht te leveren aan elke cilinder, en is uitgerust met overdrukkleppen, drukmeters, regelaars, retourkleppen, elektromagnetische kleppen enzovoort.
3.de werktafel:
De gebruikte hoogwaardige staalplaten en -buizen in de gesoldeerde frameconstructie, tweede ouderdomsbehandeling, precisiebewerking door een grote draaibank, deze ontwerp- en bewerkingsmethoden zorgen ervoor dat de CNC-schaar uitstekende schokweerstand, hoge starheid en stabiliteit heeft. De werktafel gebruikt
Top-type compacte werktafel, draaiplatformontwerp, kan tegelijkertijd verwerken en klaar zijn voor het volgende laden, wat de werkefficiëntie aanzienlijk verbetert.
4.stofafzuig systeem: de werktafel maakt gebruik van een centraliserend stofabsorptieontwerp, uitgerust met stofafzuigpijpen, om stof, afvalgassen en andere stoffen tijdens het productieproces te verwijderen.
5.Transmissiesysteem: Het maakt gebruik van een hoognauwkeurige geslepen tandwieltransmissie en servocontrolesysteem om de vlotheid en precisie van de CNC-schaar in haar hoge snelheidsbewegingstoestand te garanderen.
6.CNC besturingssysteem.
CNC-snijprogramma is gebaseerd op ontwikkeling voor het Windows systeem, en het CNC-besturingssysteem kan volledig gekoppeld worden aan professionele CNC-softwares voor laser snijden. Het maakt gebruik van een professionele PC-industriële controlemachine met een grafische interface, eenvoudig te bedienen, vriendelijke interface, gemakkelijk te leren, handige operatie. Het CNC-programma is eenvoudig te bewerken en leesbaar. Professionele ontwerpprogramma's zoals AutoCAD, CorelDraw, zijn uitgerust met een database van snijprocesparameters. Snijparameters kunnen tijdens het snijproces in realtime worden aangepast om de beste snijkwaliteit te bereiken.
7. nesting software:
(1) specifiek ontwikkeld voor CNC-snijmachines, tekenprogramma voor nesting dat op de computer gebruikt kan worden. De belangrijkste functies omvatten CAD-tekenen, de nieuwe versie van CAM-DUCT-ductontbindingssoftware, DXF/DWG-optimalisatie, interactief nesting, automatisch programmeren, evenals snijsimulatievalidatie en kostenberekening.
(2) CAM-DUCT luchtductsoftware komt met 300+ luchtduct grafische software die een enkel layout meerdere grafische super plaatgrootte kan realiseren, grafisch kan automatisch splitsen, automatisch splicing en een goede splicingmondgrootte laat zien.
(3) Nesting software is de kern technologie van de CNC-snijmachine om 'volledige tijdsnijd, efficiënte snijding en hoge nestingratio snijden' te realiseren, wat de fundamentele garantie is om staal effectief te besparen en de snijefficiëntie te verbeteren.
Koelstand
Professioneel waterkoelsysteem, dubbele temperatuur dubbel controleerbaar, twee waterstromen koelen de twee kernlocaties, de temperatuur van het koelingseenheid wordt op een digitaal scherm weergegeven. Als de watertemperatuur boven de gespecificeerde temperatuur van het koelingssysteem uitkomt, zal het systeem automatisch de temperatuur verlagen en als de temperatuur onder de gespecificeerde waarde daalt, stopt het systeem automatisch met koelen.
Machinaalgrootte

Het model 3015 heeft een effectieve snijstreek van 3 meter lang * 1,5 meter breed, de totale lengte van de machine beslaat ongeveer 20 meter en de breedte ongeveer 5 meter.
Serviceverbintenis
Pre-sale service:
Volgens de ontwikkelingsbehoeften van klanten, vanuit het oogpunt van de praktische toepassing door klanten, passende technische begeleiding en volledige informatie over apparatuur verstrekken;
De diverse problemen die door klanten worden opgeworpen oplossen, vanuit overwegingen van technische haalbaarheid, voor klanten of om klanten te assisteren bij het ontwerpen en ontwikkelen van een lasverwerkingsprogramma;
Apparatuur demonstreren zodat klanten een bezoek kunnen brengen voor inspectie, monsters nemen, testen enzovoort.
Verkoopservice:
Ter plekke inspectie en analyse van de werkelijke gebruikssituatie van de machine van de klant, volgens de locatie van de klant gebruikers helpen bij het plannen en ontwerpen van de locatie evenals de regelingen voor water, elektriciteit en gas voor de apparatuur enzovoort;
Geef klanten een volledig setje uitrustingshandleidingen en bied training aan de uitrustingbedieners van de klant;
Nasaleveringstoensten:
Op de gebruikerslocatie biedt men training aan de bedieners van de klant voor de praktische bediening, dagelijkse onderhoud van de apparatuur en veilige gebruik van bescherming, om ervoor te zorgen dat de gebruiker de operatieprocedure en methoden van de apparatuur zo snel mogelijk kan beheersen en onafhankelijk de apparatuur kan gebruiken voor productie en verwerking;
De complete set apparatuur heeft na installatie en inbedding bij de gebruiker een garantieperiode van één jaar vanaf de datum van de training, met een laser-garantie van twee jaar;
Tijdens de garantieperiode zal het bedrijf ook klantenspecialisten toewijzen om regelmatig technische inspecties uit te voeren op de werkplaats van de gebruiker, regelmatig routineonderhoud en inspecties uit te voeren aan de apparatuur en vragen van de gebruiker te beantwoorden.
Andere zaken
1、Projectvoortgang
Looptijd van ongeveer 45-60 werkdagen, volgens de contractlooptijd om het ontwerp, de productie en de acceptatie af te ronden en te verzenden naar de vraagzijde;
2、Installatie en inbedding
Apparatuur verzonden naar de vraagzijde, installatie- en inbeddingscyclus van 7-10 dagen;



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE