ホームペーじ / 製品 / 全自動生産ライン機械
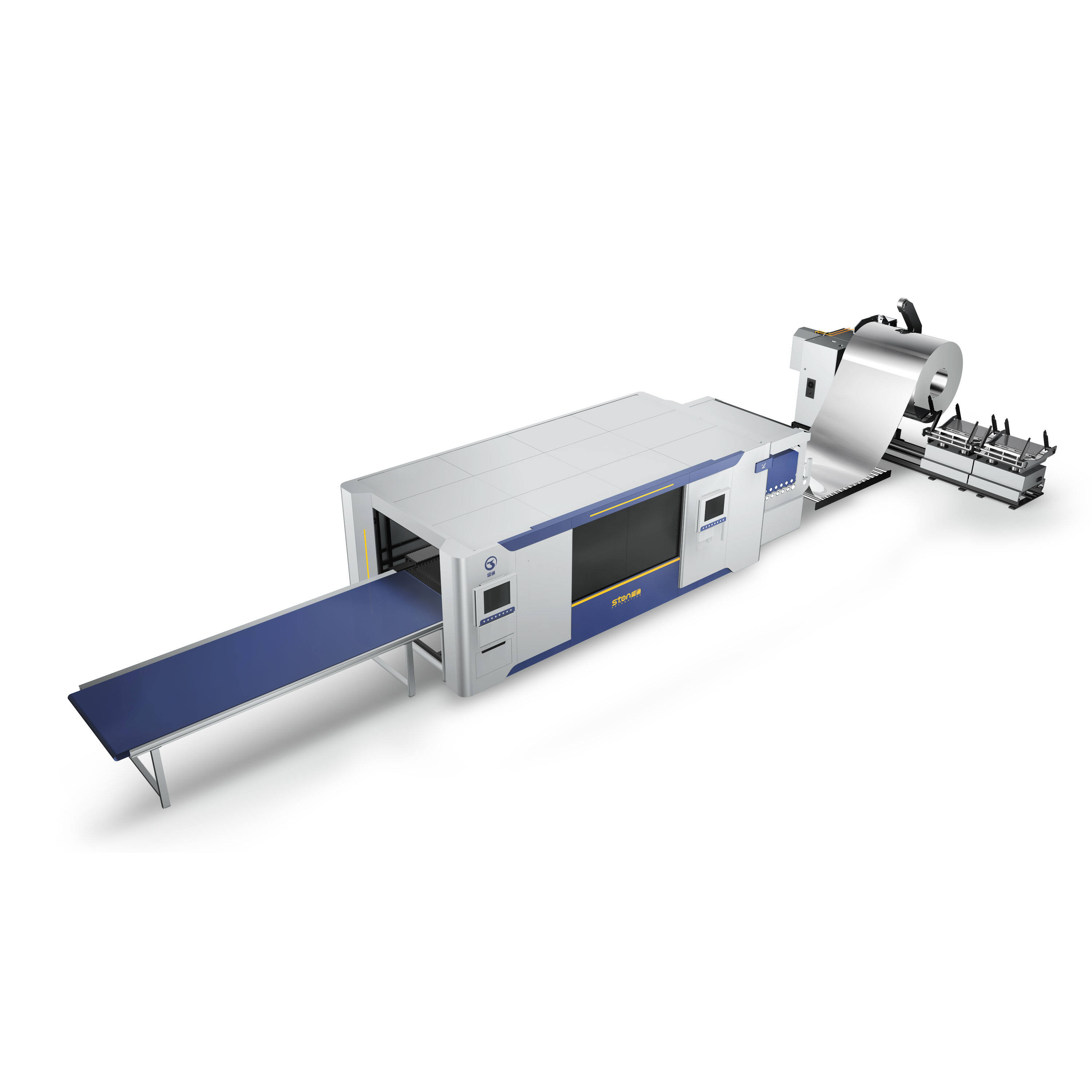
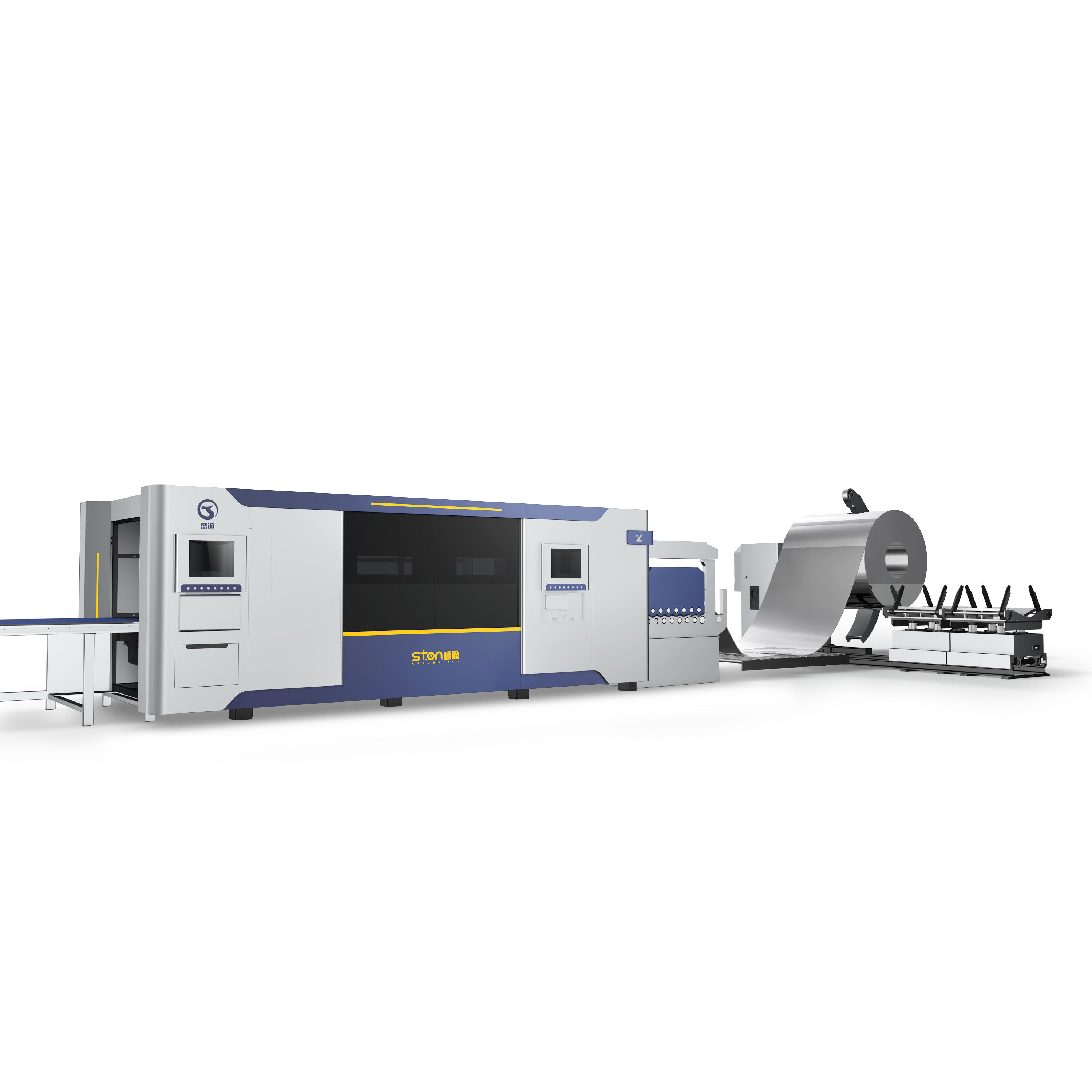
さまざまな素材を精密かつ高速にカットできる一条の生産ラインで、毎回一貫した品質を確保します。STON LZ1401は比類ない効率と生産性を提供し、製造ニーズの究極の解決策です。なぜSTON LZ1401を選ぶべきか?
並ぶものがない品質: 当社のレーザーカッティング技術は正確で一貫した結果を保証し、再作業の必要を排除し、材料の無駄を減らします。
コストパフォーマンスに優れる: 生産時間を最適化し、材料の無駄を減らすことにより、STON LZ1401は運営コストの削減をお手伝いします。
未来に対応: 技術が進化する中、STON LZ1401はビジネスとともに適応し、成長するように設計されています。
設備仕様
|
|
原材料 |
冷間圧延鋼板、ガルバリウム鋼板、ステンレス鋼 |
|
2 |
板厚 |
0.5mm ~ 2.0mm |
|
3 |
板幅 |
1000mm~1500mm |
|
4 |
巻き当たり重量 |
≤10T |
|
5 |
ロールの内径 |
ø508mm-Ø630mm |
|
6 |
ロールの外径 |
ø1000 ~ Ø1600mm |
製品仕様
|
1 |
表面質 |
帯鋼の表面は平坦であり、加工による欠陥が追加されていません。 |
|
2 |
平滑度精度 |
±1mm\/m2 |
|
3 |
対角線精度 |
≤1mm/2000mm |
ユニットパラメータ
|
1 |
ベルトの速度 |
5m/分 |
|
2 |
ユニットのライン速度 |
ストレートニングマシンのライン速度 0~12m/分 (調整可能) |
|
3 |
走行高さ |
+800mm |
|
6 |
走行方向 |
(最終プラントプロセスレイアウトによる) |
設備使用時の作業条件
|
1 |
電源条件 |
3相交流、400V±5%、50Hz±2% |
|
2 |
空気源(圧縮空気) |
圧力: 0.5~0.6MPa 流量: 0.6m3/分 |
|
3 |
水源 |
特別な要件なし |
設備の塗装
|
1 |
本体塗装色 |
標準装備 |
|
2 |
モバイル、セキュリティその他の部品 |
基本色(黄色/オレンジ)に応じた構成 |
|
3 |
電気キャビネット、操作コンソール、燃料タンク |
標準装備 |
設備的主要構成
|
いいえ。 |
カテゴリー |
名前 |
原産地とブランド |
数量 |
|
1 |
レーザー |
ファイバーレーザー |
深圳創新6000W |
1 |
|
2 |
レーザーヘッド |
ファイバーレーザー切断ヘッド |
上海嘉強 |
1 |
|
3 |
冷却システム |
ウォータークーラー |
武漢漢利 |
1 |
|
4
|
CNCシステム<br>
|
モーションコントロールシステム |
上海維宏 |
1 |
|
サーボモーションシステム |
深圳偉創 |
4 |
||
|
減速装置 |
日本ベト |
3 |
||
|
電気部品 |
シュナイダー、フランス |
1 |
||
|
圧力部品 |
アンウォーチ、ドイツ/ヤデック、台湾 |
1 |
||
|
5
|
機械本体
|
手術台 |
片持ちタイプ |
1 |
|
ガイドレール |
台湾ヘイチン |
1 |
||
|
スライダー<br> |
台湾ヘイチン |
10 |
||
|
ラックアンドピニオン |
台湾コータイ |
1 |
||
|
ベッド |
角管の溶接とエージング処理 |
1 |
||
|
煙排出 |
煙ダクト |
1 |
||
|
6
|
付属設備
|
材料ラック |
10T油圧式材料ラック |
1 |
|
平らな機械 |
15ローラー精密平らな機械 |
1 |
||
|
継ぎ接ぎ機 |
ローラー継ぎ接ぎテーブル/ベルトプレート継ぎ接ぎプラットフォーム |
1 |
||
|
エアコンプレッサー |
レーザー専用の1.6Mpa空気圧縮機 |
1 |
作業環境要件
|
アイテム |
名前 |
要求事項 |
備考 |
|
電源
|
総設置容量 電圧 |
≤50KVA 380V/220V±5% |
100kva容量の電源を使用することをお勧めします。その他のエリアには自動電圧・電流安定化装置を設置する必要があります。 |
|
接地抵抗 |
≤4オーム |
||
|
設置設備の近くには強い電磁信号の干渉がないべきです。設置場所の周囲には無線送信局や中継局を避けてください。 |
|||
|
水 |
水冷却水 |
純水、イオン交換水、または蒸留水を使用する必要があります。ガス |
|
|
ガス |
酸素、窒素 |
純度 > 99.5% |
パラメータは材料加工に応じて異なります |
|
エアコンプレッサー |
圧力 ≥1.6mpa |
||
|
労働環境
|
温度 |
5-40度 |
|
|
湿度 |
≤80%、結露なし |
||
|
財団 |
振幅 <50um、振幅加速度 <0.05g;近くに大きな衝撃振動機器がないこと。 |
振動源がある場合は防振溝が必要です |
|
|
設備スペース要件は煙や埃がないことを保証し、金属研磨や研削などの埃の多い作業環境を避ける必要があり、また静電気対策の床を設置し、シールド線を接続すること。 |
|||
給料台車
1. 技術仕様:
積載能力: 20T
移動速度: 5-7 m/分
水平移動: ハイドロリックモーター
2. カートはハンドヘルド無線操作ボックスで操作され、巻き取り量が材料準備テーブルから持ち上げられ、アンワインダーの巻き取り軸の位置に移動し、材料の内孔がアンワインダーの巻き取り軸に差し込まれ、その後カートは下降して元の位置に戻ります。
3. 上部ロールカートは主にV字型サドルパレット、本体および4ガイド柱昇降機構で構成されています。
4. カート本体は溶接構造部品で、4輪構造となっており、モーターによって駆動され、カートがレール上を移動します。
5. 昇降機構は昇降本体、案内機構および昇降用ハイドロリックシリンダーで構成されており、昇降本体は4ガイド柱構造を採用しており、スムーズに上下します。
6. 荷台の上部はV字型のサドルトレイで構成された支持プラットフォームです。トレーが作業中、油圧シリンダーが車体を上げ下げし、体積を上げたり下げたりします。モーターがトレーの車輪を回転させ、トレーがレール上で前後に移動します。作業中、トレー上のV字型トレイが油圧シリンダーによって持ち上げられ、ロールをジャッキアップして必要な高さまで上げます。その後、モーター駆動機構が荷台をアルミロールの径方向に沿ってレール上に移動させ、プレートロールをアンワインダの支持シリンダーの中心に配置し、最後にロールがアンワインダのシャフトと緊密に結合されます。
7. 荷台のケーブルと油管はサポートチェーンで保護されています。
8. 油管とケーブルはドラグチェーンで保護されています。
Hydraulic Cantilever Uncoiler
1. 技術仕様:
タイプ: キャンティレバー式、側面油圧補助支持付き、油圧で昇降。
積載容量: ≤10T
Arborのテンション範囲 50mm
拡張と締め付けは油圧駆動ウェッジによって行われます。
駆動/電源 AC7.5kw
ブレーキ 空気圧ディスクブレーキ
2.機能: ユニコーラーはコイルを展開し、レベルラと同期した残材を確立するために使用されます。
3.本体とベース:
機械本体とベースは、熱処理された溶接構造です。
4.マンドレル:
マンドレルの昇降は、油圧シリンダによる拡張スリーブ駆動で実現されます。
巻き取り軸は3つの拡張スリーブで構成されています。
スピンドル材質: 40Cr、焼入れ処理。
リール: 4つの扇形プレートで構成され、扇形プレートは凹凸が交互に配置されており、内層のプレートに傷が付くことを防ぎます。昇降および縮小シリンダ駆動は油圧式で、リールにはスケール付きの曲げプレートが装備されています。
5. パワー伝達:
自動運転中、ストリップはアンコイラーによって積極的に放出され、モーターは制御システムを通じてバッファリングされた残存材料を生成します。
6. アンワインディングの過程で、モーターのパラメータ(速度、トルクなど)は巻き取られた材料のパラメータに基づいて制御されます。
7.メインモーターとメインドライブ: モーターはアンワインディング中に次の機能を持っています:
同期残材。
シート導入。
モーターに装備された空気ブレーキは、停止時または「緊急停止」の場合に機械をブレーキします。
アンコイラー駆動方式: モータ減速機がギアボックスに伝達され、ギアボックスのギアがテンションロッドを駆動します。
リール補助支持装置
マンドレルがたわむのを防ぐために、油圧式補助支持装置があり、オイルシリンダーで駆動されます。
サポートアームはオイルシリンダーによって昇降し、昇った後は自己ロック状態になります。
空気システム: シリンダー、バルブ、パイプラインで構成され、購入者は自前のガス源を提供する必要があります。
傷防止ローラーコンベヤー(底部梁ローラーで構成)
サイドガイドセンタリング装置
1. 使用目的: この装置は鋼板のサイドガイドセンタリングと偏差補正に使用されます。
2. 技術仕様
最大開口幅 1650mm
最小開口幅 1000mm
ガイドローラーの材質 GCr15, HRC60-62
3. 構造: ローラータイプ、ガイド柱ねじ構造を採用し、ハンドホイールで調整。
4. ローラーはスライダー上に配置され、ハンドホイールによってフレーム上のガイド柱で移動します。板の幅は左右個別に調整可能です。
5. 送り側には水平圧力ローラーが設置されており、鋼帯が垂直ローラーのガイド範囲から跳出することを防止します。
四重ウェイト式精密平らげ機
1. 装置仕様
ニッピングローラーの数 2
平らげローラーの数 13
支持ローラーの数 上下に3列
整平ローラーの直径 φ100mm×1700mm
整平ローラーの材質 40Cr、硬度 ≥HRC58-62 (焼入れ、焼戻し)
支持ローラーの材質 40Cr、硬度 ≥HB250-275 (焼入れ、焼戻し、クロムメッキ)
主モーター出力 30kw (サーボモーター)
主減速機 硬い歯車減速機
形式: 四重ウェイト式
ニッピングローラーはゴムで包まれており、上ローラーはシリンダーで押さえられています。
4. 平坦化ローラー: 平坦化ローラーはこの機械の主要な作業部品であり、ローラーの素材は40Crです。加工工程は次の通りです:放電 - 粗削り - 調質 - 半仕上げ - 溶接 - 精密研磨。表面硬度はHRC58以上で、表面粗さはRa0.8mmです。作業ローラーのベアリングには自己調心ベアリングまたはころベアリングが採用されており、負荷能力が大きく、摩擦が少なく、寿命が長い特徴があります。上下の作業ローラー列には駆動システムが装備されており、上下のローラー列がそれぞれactively回転します。上段のローラー列はモーターによって垂直に昇降することができ、同時に給料および排出端も調整可能で、平坦化ローラーが傾斜(つまり、上下のローラーが調和減衰方式で平らにし、板状材料の平坦化品質を向上させる)します。
5. 支承ローラー: レベリングローラーの精度と剛性を確保するために、上下に支承ローラーが設置されており、その材質は40Crで、ローラー用にトーションローラーベアリングが使用されています。支承ローラーは、垂直方向に調整可能な傾斜鉄機構を採用しており、手動で調整可能です。
6. 駆動システム: 主伝動システムはモーターによって中央駆動され、上部ローラーのリフト伝動システムのモーターリダクタはコンパクトで美しい外観の一体構造を採用しています。
油圧および空気圧システム
1. 構成:
油圧ステーションおよび油圧配管。
空気圧システム。
2. 性能概要:
統合型ポンプステーションを採用し、各シリンダーに油圧力を供給し、それに応じてオーバーフロー弁、圧力計、レギュレーター、チェックバルブ、ソレノイドバルブなどが装備されています。
3. 機械工作台:
高品質の鋼板と鋼管を使用した溶接フレーム構造、二次エイジング処理、大型gantryミリングマシンによる精密加工など、これらの設計および加工手段により、工作機械が優れた耐震性、高い剛性および安定性を確保されます。作業台は
トップタイプの集約型作業台、回転プラットフォーム設計を採用しており、次のロードに備えて同時に加工が可能で、作業効率が大幅に向上します。
4. 除塵システム: 作業台には集中除塵設計が採用されており、除塵パイプが装備されており、生産プロセス中の粉塵、排気ガスなどの物質を除去します。
5. 傳動システム: 高精度研磨ラック&ピニオン精密伝動およびサーボ制御システムを採用し、工作機械が高速移動時の滑らかさと精度を確保します。
6. CNC制御システム。
CNCカット制御プログラムはWindowsシステムに基づいて開発されており、CNC制御システムはレーザーカット専用のCNCソフトウェアと完全に連携できます。専用のPCインダストリアルコントロールマシンで操作し、グラフィカルインターフェースを採用しており、操作が簡単で、インターフェースがフレンドリーで、学びやすく、便利です。CNCプログラムは編集が容易で読みやすいです。AutoCAD、CorelDrawなどの専門的な図面作成ソフトウェアを使用可能で、切断プロセスパラメータデータベースが付属しています。切断プロセス中に切断パラメータをリアルタイムで調整でき、最良の切断品質を実現します。
7. ネスティングソフトウェア:
(1)CNCカットマシン専用に開発された、コンピュータ上で使用するための図面プログラミングネスティングソフトウェアです。主な機能にはCAD図面作成、最新版のCAM-DUCTダクト分解ソフトウェア、DXF/DWGの最適化、インタラクティブネスティング、自動プログラミング、そして切断シミュレーション検証やコスト計算が含まれます。
(2) CAM-DUCT エアダクトソフトウェアは、300以上のエアダクトグラフィックソフトウェアが付属しており、単一のレイアウトで複数のグラフィックをスーパー板サイズで実現でき、自動的に分割・継ぎ合わせができ、適切な継ぎ目のサイズを自動的に残すことができます。
(3) ネスティングソフトウェアは、CNC切断機のコア技術であり、「常時切断、高効率切断、高ネスティング率切断」を実現し、鋼材の有効な節約と切断効率の向上を保証する根本的な技術です。
冷却モード
専用の水冷システムで、二重温度二重制御が可能で、二つの水流が二つの主要部分を冷却します。冷却装置の温度はデジタル表示され、水温が規定温度を超えた場合、冷却装置が自動的に作動し、水温が規定温度以下になると自動的に停止します。
工作機械のサイズ

3015モデルは、有効な切断ストロークが3メートル長 * 1.5メートル幅で、機械の全長は約20メートル、幅は約5メートルを占めています。
サービスコミットメント
販売前サービス
顧客の開発ニーズに応じて、顧客の実際の使用状況から適切な技術指導と一式の設備情報提供します;
顧客が提起するさまざまな問題を解決し、技術的実現可能性の観点から顧客や顧客を支援してレーザ加工プログラムの設計と開発を行います;
設備展示を行い、顧客が見学、検査、サンプル採取、試験機などを行うことができます。
販売中のサービス:
顧客の実際の使用状況に基づき、機械設置現場を調査・分析し、顧客の現場に応じてユーザーを支援して現場の計画・設計および設備のための水、電気、ガスの配置を行います;
顧客に設備の操作マニュアル一式を提供し、設備オペレーターが顧客に対してトレーニングを提供します;
アフターサービス:
ユーザーの使用現場において、顧客の設備オペレーターに対し、実際の操作や加工、日常のメンテナンス、設備の安全使用に関する保護訓練を行い、ユーザーが設備の操作手順と方法をできるだけ早く習得し、独立して設備を使用して生産と加工ができるようにします;
一式の設備がユーザーに設置・試運転された後、トレーニング終了から機械本体は1年間の保証期間、レーザーは2年間の保証期間となります;
保証期間中、当社は顧客サービス専門家を派遣し、ユーザーの設備について定期的に作業現場で技術巡回を行い、設備の定期的なメンテナンスと点検を行い、ユーザーからの質問に回答します。
その他の事項
1、プロジェクトの進捗
約45〜60日の作業日で、契約に基づき設計、製造、検収を完了し、需給側に送付します。
2、設置および試運転
設備が需給側に発送され、7〜10日の設置および試運転期間があります。



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE