Veloce, Economico e Semplice Perforazione
Con più di 10.000 macchine in funzione,
STON ha acquisito una reputazione mondiale come leader
in tecnologia di perforazione a torretta.
|
- No, no, no. |
Nome |
Parametri |
Unità |
Osservazioni |
|
1 |
Forza di punzonatura |
250(25)300(30) |
KN(T) |
1200Nm, 1, 500Nm |
|
2 |
Struttura a telaio |
Cornice chiusa tipo "O" |
|
|
|
3
|
Posizionamento primario Dimensione massima della lamiera lavorata
|
Asse X 2.500 |
mm |
(posizionamento secondario sull'asse X realizzabile 5.000 mm) Personalizzabile |
|
Asse Y 1.250/1.500/2.000/2.500 |
mm |
|
||
|
4 |
Spessore massimo di lamiera lavorabile |
6 |
mm |
|
|
5 |
Diametro massimo di un punzone |
φ88,9 |
mm |
Personalizzabile |
|
6 |
Frequenza massima di perforazione |
1.800 |
hpm |
|
|
7 |
Numero massimo di punzonature |
800 |
hpm |
|
|
8 |
Numero di assi controllati |
5 (X, Y, T, C, R) |
Pz |
|
|
9 |
Tipo di stampo |
Stampo standard internazionale serie 85 con guida lunga |
|
|
|
10 |
Distribuzione delle stazioni della torretta |
16A, 11B, 3C, 2D (Inclusi i punti di rotazione 1B e 1C) |
Standard |
Personalizzabile |
|
11 |
Cilindro di riposizionamento |
2 |
Set |
|
|
12 |
Numero di tenaglie |
3 |
Pz |
|
|
13
|
Velocità massima di alimentazione
|
Asse X 80 |
m/min |
|
|
Asse Y 80 |
m/min |
|
||
|
14 |
Struttura del banco di lavoro |
Banchetto a spazzola/universale in acciaio |
|
Involucro in acciaio inossidabile |
|
15 |
Velocità massima del tamburo |
40 |
rpm |
|
|
16 |
Precisione di lavorazione |
±0,1 |
mm |
|
|
17 |
Carico massimo supportato |
150 |
Kg |
|
|
18 |
Potenza totale |
5 |
Kw |
|
|
19 |
Pressione della sorgente d'aria |
0.55 |
Mpa |
|
|
20 |
Alimentazione |
380±5% |
V |
|
|
21 |
Dimensioni |
L×W×H 5,000/5,500/6,500×7800×5200×2,100 |
mm |
Introduzione dettagliata della macchina per il punzonamento
| Posti di Lavoro |  |
Viene utilizzato un riduttore a verme e una trasmissione a doppia catena per azionare la testa tagliente. Il riduttore è installato all'interno della struttura per migliorare la stabilità della trasmissione e la precisione del posizionamento. La testa tagliente è progettata con un supporto cilindrico ingrandito e due cilindri, che possono funzionare in modo sincrono e garantire una posizione stabile e precisa per evitare l'usura della manica laterale della testa tagliente. |
| Stazione Rotante | 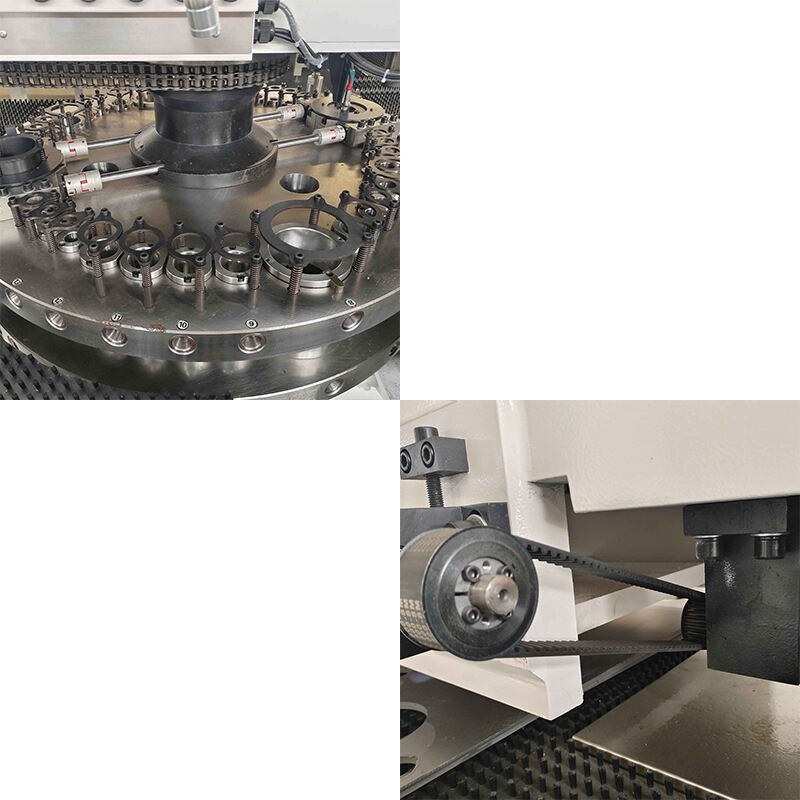 |
La stazione rotante (ruota su se stessa) è azionata da una cinghia sincrona, offrendo i vantaggi di una velocità di trasmissione elevata, alta precisione e basso rumore. |
| Testa di taglio |  |
La testa tagliente è realizzata in acciaio al carbonio 45#, temprato e affinato, e successivamente lavorata su un grande tornio CNC per superfici per garantire la piattezza e la levigatezza. Vengono utilizzati dispositivi speciali per lavorare le coppie di fori di posizionamento, garantendo l'assonometria degli stampi superiori e inferiori. L'azienda è dotata di un avanzato strumento di misura a tre coordinate (importato da Hexagon, Svezia) e la testa tagliente viene assemblata solo dopo aver superato i test. |
| Servomotore |  |
Viene utilizzato un potente motore servo ad asse cavo per l'output della potenza, con il manovello collegato direttamente al motore servo come un unico blocco, evitando errori di allineamento e ritardi causati da troppe connessioni. L'operazione di punzonatura a guida diretta si distingue per alta stabilità e velocità di risposta, mentre viene adottato un metodo oscillante. L'angolo di oscillazione viene selezionato automaticamente in base alla corsa di punzonatura e al processo, migliorando notevolmente l'efficienza. |
| Asse X |  |
La trave in tubo quadrato sull'asse X è progettata con due guide lineari. Dopo il trattamento di tempertura, il peso specifico dei componenti è ridotto, l'operazione è più stabile e la posizionamento è più preciso. Le guide e i viti motori sono importati da Taiwan e vengono assemblati seguendo un rigoroso e scientifico processo di assemblaggio. L'azienda è dotata inoltre di avanzati collimatori laser e interferometri laser per garantire la precisione dell'assemblaggio e migliorare efficacemente la precisione del dosaggio e la velocità operativa. |
| Frigoriferi a olio |  |
Il motore a servocomando è raffreddato a olio utilizzando un raffreddatore a olio, il che offre i vantaggi di bassa elevazione termica e alta capacità di sovratensione. Risolve il problema del frequente cambio di liquido di raffreddamento nelle aree fredde durante l'inverno. |
| Tenaglia pneumatica galleggiante |  |
La pinza pneumatica galleggiante viene utilizzata con una forza di bloccaggio elevata e una capacità di avanzamento stabile. La carrozza a cuneo integrata ha una buona rigidità e la pinza è facile da muovere. La pinza può galleggiare automaticamente verso il basso durante l'avanzamento, rendendo più facile all'operaio inserire la lamiera nella pinza, riducendo notevolmente la fatica dell'operatore. |
| Posizionamento Secondario |  |
Dotato di funzione di posizionamento secondario, che aggiunge un doppio livello di precisione. Grazie a sensori avanzati e a un sistema di controllo preciso, si realizza il monitoraggio in tempo reale dei pezzi in lavorazione e il ri-posizionamento, garantendo che ogni movimento sia preciso. Ciò evita gli errori di lavorazione causati da vari fattori dopo il primo posizionamento. |
| Meccanismo Antiurto |  |
Quando il sistema rileva un rischio di collisione, attiva immediatamente il meccanismo antiurto. Questo include l'arresto urgente di tutte le parti mobili della macchina. Tale meccanismo protegge sia i pezzi in lavorazione che le componenti della macchina da eventuali collisioni. |
| Sistema di Controllo |  |
Il computer host è dotato di scheda madre importata e scheda di controllo del movimento, accoppiati ad un'unità servo RTEX bus di Panasonic per la trasmissione di segnali in ciclo chiuso. La modalità di controllo via bus ha una velocità di comunicazione rapida e cicli brevi, il che migliora notevolmente la precisione della collaborazione tra gli assi quando lavorano insieme. |
| COMPONENTI ELETTRICI |  |
Utilizzo di attrezzature elettriche importate famose per garantire la stabilità del sistema di controllo. |
| SISTEMA DI LUBRIFICAZIONE | 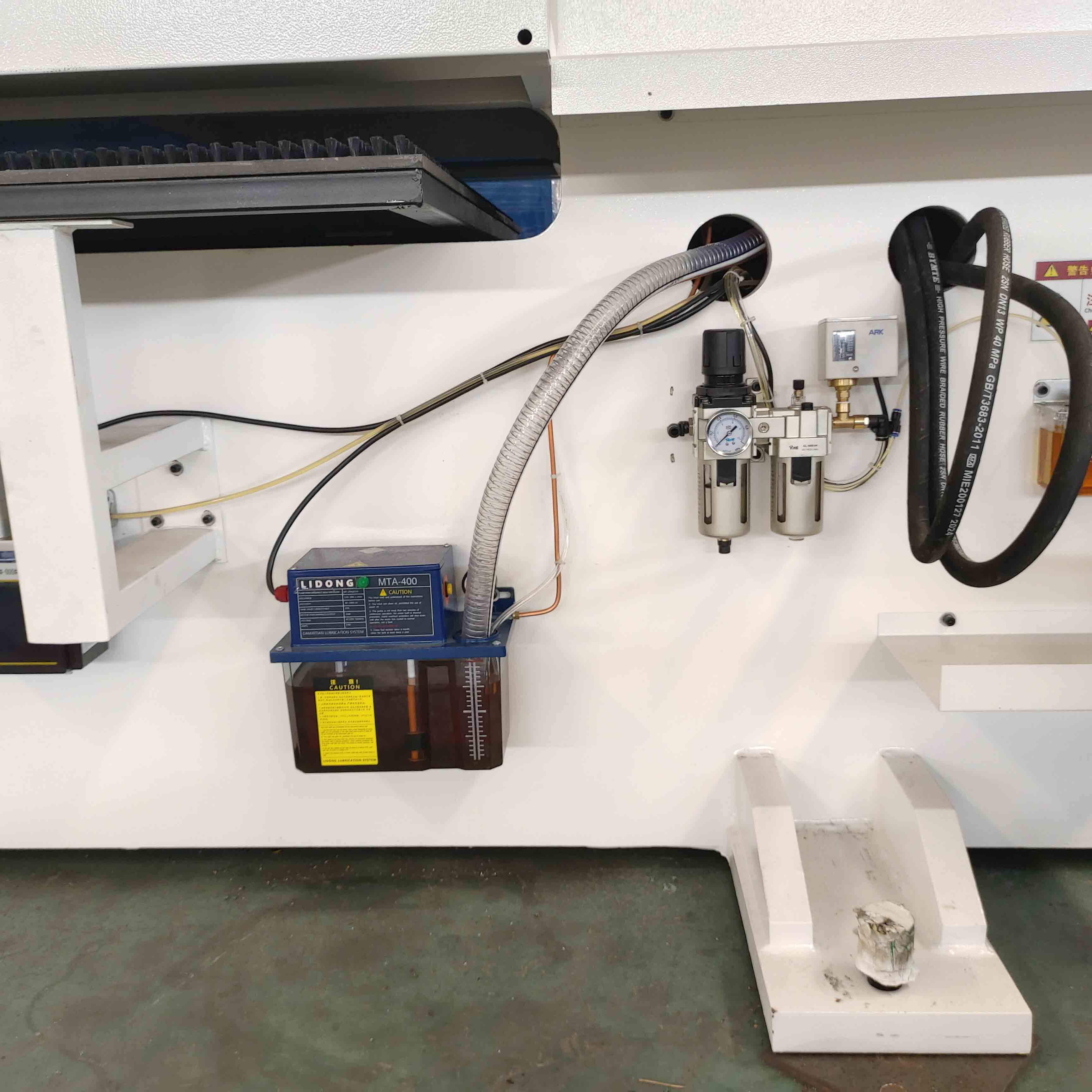 |
Viene utilizzato un sistema di lubrificazione automatica multipunto per garantire una lubrificazione completa di ogni parte mobile e evitare usura dovuta a lubrificazione insufficiente. |
|
- No, no, no. |
Nome |
Specifiche |
Fornitore/Marca |
|
1 |
Motore per punzonatura servo |
45KW (1200Nm) / 55KW (1500Nm) |
Synmot, Ningbo |
|
2 |
Controllore di guida |
75KW\/90KW |
Synmot, Ningbo |
|
3 |
Serbatoio di raffreddamento |
Volume 96L, capacità di raffreddamento 1.200ml\/min |
Synmot, Ningbo |
|
4 |
Codificatore |
Multiplo rotante, 1024 linee |
Tamagawa, Giappone |
|
5 |
Cavo codificatore |
Coppia contorta schermata RVVP |
importato da Taiwan |
|
6 |
Acciaio magnetico |
Classe AH |
Ningbo Yunsheng |
|
7 |
Sensore di temperatura |
MZ6-150-DS |
Santest, Giappone |
|
8 |
Filtro |
DL-180EBT |
Synmot, Ningbo |
|
9 |
DSP |
TI 28324 |
Rockwell, USA |
|
10 |
Modelli |
400A |
Fuji, Giappone |
|
11 |
CPLD |
|
Alter, USA |
|
12 |
Circuito a circuito |
SYNMOT-90KW |
Taiwan DELTA |
|
13 |
SALA |
|
Honewell, Germania |
|
14 |
Ventola driver |
|
Taiwan DELTA |
|
15 |
Sensore Hall |
TBC400BS |
HBM, Germania |
|
16 |
Reattore di isolamento in ingresso |
90KVA |
Ningbo Mingchuan |
|
- No, no, no. |
Nome |
Modello |
Fornitore/Marca |
|
1 |
Sistema di controllo (computer host) |
RACK-310 Workstation |
IEI |
|
2 |
Servo di alimentazione e trazione |
MDMF/MDDLN |
Panasonic, Giappone |
|
3 |
Motore servo principale |
SM360-30T |
Synmot, Ningbo |
|
4 |
Guida lineare |
TRH30VL/35VL/45VL |
TBI, Taiwan |
|
5 |
Per il riciclaggio di materie prime |
5050 |
TBI, Taiwan |
|
6
|
Roller screw support bearing
|
7207C |
NSK, Giappone |
|
6207 |
|
||
|
7 |
Roller base support |
HR30220J |
NSK, Giappone |
|
8 |
Accoppiamento |
P80-114 22/35 |
Taiwan Jianxiang |
|
9 |
RIDUTTORE |
Riduttore a turboverme |
Hangzhou Tianmai |
|
10
|
Valvola solenoide
|
4V220-08 |
AirTAC, Taiwan |
|
4V210-08 |
|
||
|
11 |
Elemento pneumatico |
CDQ2B 50X35 |
AirTAC, Taiwan |
|
12 |
Interruttore di prossimità |
04-NPN |
Omron, Giappone |
|
13
|
Componenti Elettrici
|
Contattore, Interruttore differenziale |
Schneider |
|
Trasformatore di isolamento a secco |
Shanghai Wenfeng |
1. Sei una società di trading o un produttore?
Siamo una fabbrica, quindi abbiamo prezzi competitivi e disponiamo anche del nostro team di commercio estero, il che ci consente di offrire un servizio attento.
2. Qual è il tempo di consegna medio?
Per i campioni, il tempo di attesa è di circa 7 giorni. Per la produzione di massa, il tempo di attesa è di 45-60 giorni dopo aver ricevuto il pagamento del deposito.
3. Siete un'azienda ODM o OEM?
SÌ, siamo ODM, potete inviarci le vostre richieste e poi progetteremo per voi.
4. Quali metodi di pagamento accettate?
Potete effettuare il pagamento sul nostro conto bancario, Western Union o PayPal: 30% di acconto in anticipo, 70% di saldo alla presentazione della copia della B/L.
5. Fornite servizi di assistenza tecnica all'estero e servizi di installazione e messa a punto?
Sì, possiamo farlo. Dopo che l'attrezzatura arriva presso il sito del cliente, l'azienda invierà il suo personale a tempo pieno per effettuare l'installazione e la messa a punto, e fornire una formazione agli operatori fino a quando non saranno in grado di operare l'attrezzatura da soli.
6. Cosa potete acquistare da noi?
Punch Press CNC a Torre, Macchina Piegatrice CNC, Tagliatore Laser a Fibra, Automazione per Piegatura, Sistema di Produzione Flessibile, Panel Bender e linee di produzione automatiche per lastre metalliche.
7. Quali servizi possiamo fornire?
Termini di Consegna Accettati: FOB, CFR, CIF, EXW;
Valuta di Pagamento Accettata: USD, EUR; RMB
Tipo di pagamento accettato: T/T, L/C;



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE