Im Vergleich zu traditionellen Pressbremsen bieten CNC-Pressbremsen eine bessere Biegegenauigkeit und Effizienz und ermöglichen eine 30%-ige Zunahme der Biegevorgänge in derselben Zeitspanne.
Modell: PBS/PBE 1500mm-4100mm
Controller Marke: DELEM, CYBELEC, ESA
Leistungsfähigkeit: 30T - 5000T
| Maschinenmodell | biegekräftige (KN) |
Biegebare Breite (mm) |
Säulenabstand (mm) |
Offene Höhe (mm) |
Kehlkopftiefe (mm) |
Zylinderschritt (mm) |
senkrechte Platte | seitenwand | schieberegler | Leistung des Hauptmotors (KW) |
Hydraulikoelgewicht (L) |
geschwindigkeit (mm/s) | Außenmaße (mm) | ||||
| dicken (mm) | antrieb | neutralisieren | rückfahrt | Maße Länge | breite | Höhe | |||||||||||
| PBS-63/1500 | 600 | 1500 | 1200 | 580 | 350 | 215 | 70 | 40 | 50 | 8.7 | 130 | 185 | 19 | 180 | 2000 | 1620 | 2470 |
| PBS-63/2100 | 600 | 2100 | 1600 | 580 | 350 | 215 | 70 | 40 | 50 | 8.7 | 170 | 185 | 19 | 180 | 2600 | 1620 | 2470 |
| PBS-63/2550 | 600 | 2550 | 2050 | 580 | 350 | 215 | 70 | 40 | 50 | 8.7 | 200 | 185 | 19 | 180 | 3150 | 1620 | 2500 |
| PBS-100/3200 | 1000 | 3200 | 2700 | 580 | 390 | 215 | 80 | 50 | 60 | 10.8 | 300 | 220 | 17 | 210 | 3720 | 1720 | 2550 |
| PBS-100/4100 | 1000 | 4100 | 3600 | 580 | 390 | 215 | 90 | 50 | 70 | 10.8 | 400 | 220 | 17 | 180 | 4620 | 1720 | 2550 |
| PBS-150/3200 | 1500 | 3200 | 2700 | 580 | 405 | 215 | 90 | 60 | 70 | 13.2 | 300 | 180 | 14 | 180 | 3780 | 1730 | 2600 |
| PBS-150/4100 | 1500 | 4100 | 3600 | 580 | 405 | 215 | 100 | 60 | 80 | 13.2 | 400 | 180 | 14 | 170 | 4680 | 1730 | 2600 |
| PBS-220/3200 | 2200 | 3200 | 2700 | 580 | 405 | 215 | 100 | 70 | 80 | 16.7 | 300 | 160 | 12 | 160 | 3830 | 1800 | 2670 |
| PBS-220/4100 | 2200 | 4100 | 3600 | 580 | 405 | 215 | 110 | 70 | 90 | 16.7 | 400 | 160 | 12 | 150 | 4730 | 1800 | 2670 |
Bemerkungen; N ist die Anzahl der Achsen, einschließlich Y1, Y2, X, R und anderer Achsen; V ist die Kompensationsachse (maschinelle Kompensation)
Konfigurationsliste für CNC-Maschine PBS100T
|
Nein. |
Name |
Modell |
Marke |
|
|
1 |
CNC-SYSTEM |
DA53T |
DELEM, Niederlande |
|
|
2 |
Servomotor für Hinterrad |
EM3G-09 |
- Das ist nicht wahr. |
|
|
3 |
Servoantrieb für das Hinterradgetriebe |
ED3L-10AMA |
- Das ist nicht wahr. |
|
|
4
|
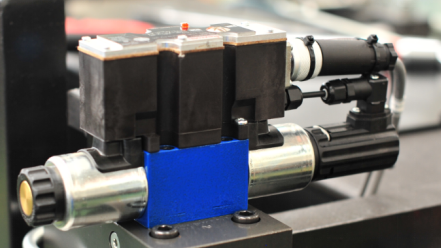
Hydrauliksystem Hauptventile
|
Elektro-hydraulische Servi-Hydraulikventilmanifold |
Bosch-Rexroth, Deutschland |
|
|
Synchronisationssteuerungsbaugruppe
|
a. Rückdruckventil |
|
||
|
b. Kolbenventil |
|
|||
|
c. Proportionalservi-Ventile |
|
|||
|
Hydrauliksteuerungsbaugruppe
|
a. Kartuschenventil |
|||
|
b. Drucksensor |
|
|||
|
c. Richtungsventile |
|
|||
|
d. Proportionale Druckreduktionsventile |
|
|||
|
5 |
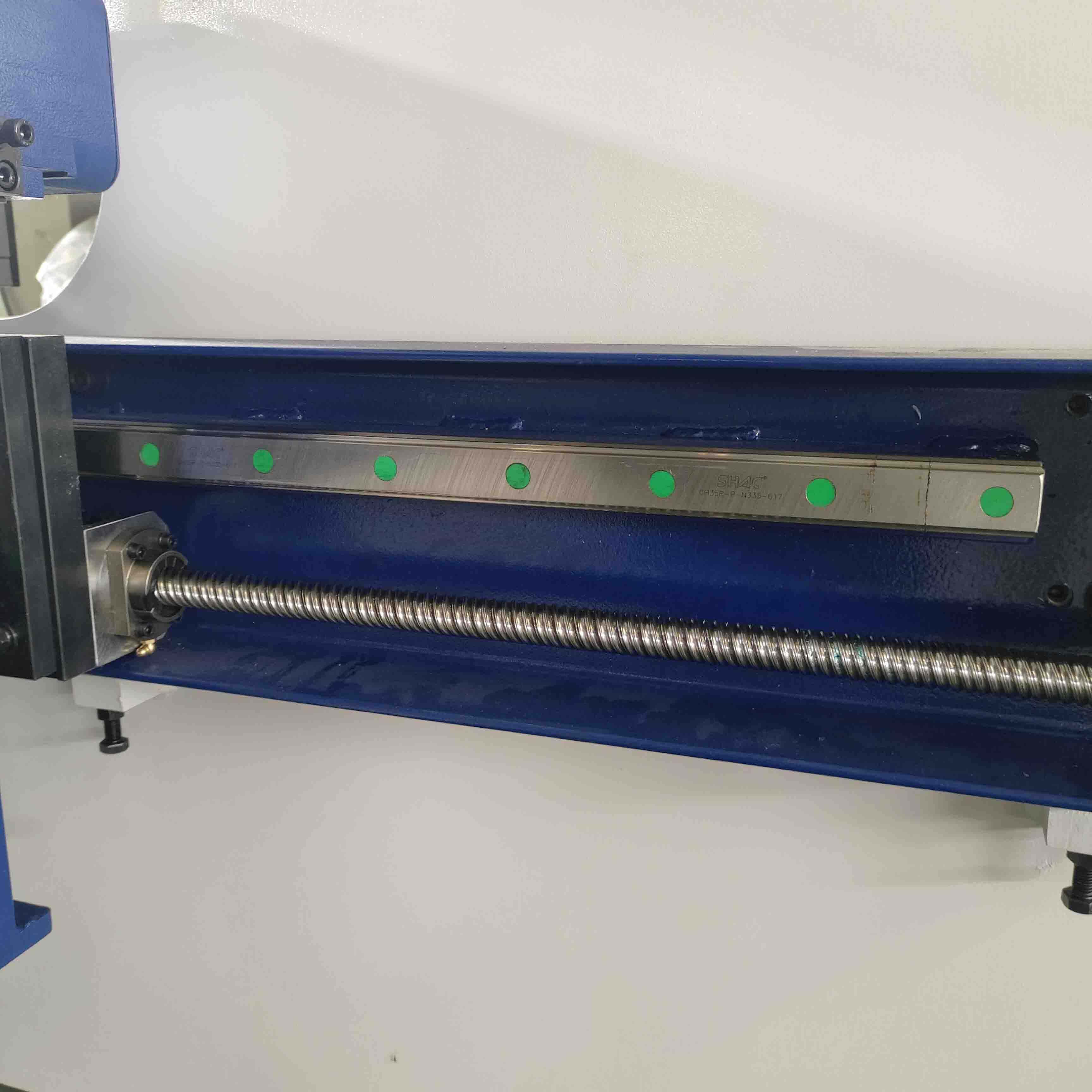
Lineare Führungen
|
35 |
AIRTAC/SHAC |
|
|
25 |
AIRTAC/SHAC |
|||
|
6 |
Kugelgewinde |
880/1000 |
PMI/Deutschland VOLLEY |
|
|
7 |
Ölpumpe |
LXPG1H-20 |
Bosch-Rexroth, Deutschland |
|
|
8 |
Zylinderdichtung |
Set A vollständiges Satz von Dichtungen |
PARKER oder SKF. |
|
|
9
|
Vollständiges Set von Hochdruckleitungen
|
1. GE16 ZSR 3/4EDCF |
PARKER/ BRENNAN (USA)
|
|
|
2. GE28 LR3/4EDOMDCF |
||||
|
3. W10 ZLCF |
||||
|
4. WH10 ZSR KDSCF |
||||
|
5. WH10 ZLR KDSCF etc. |
||||
|
10 |
Kupplungen |
GGRMP |
SIT |
|
|
11 |
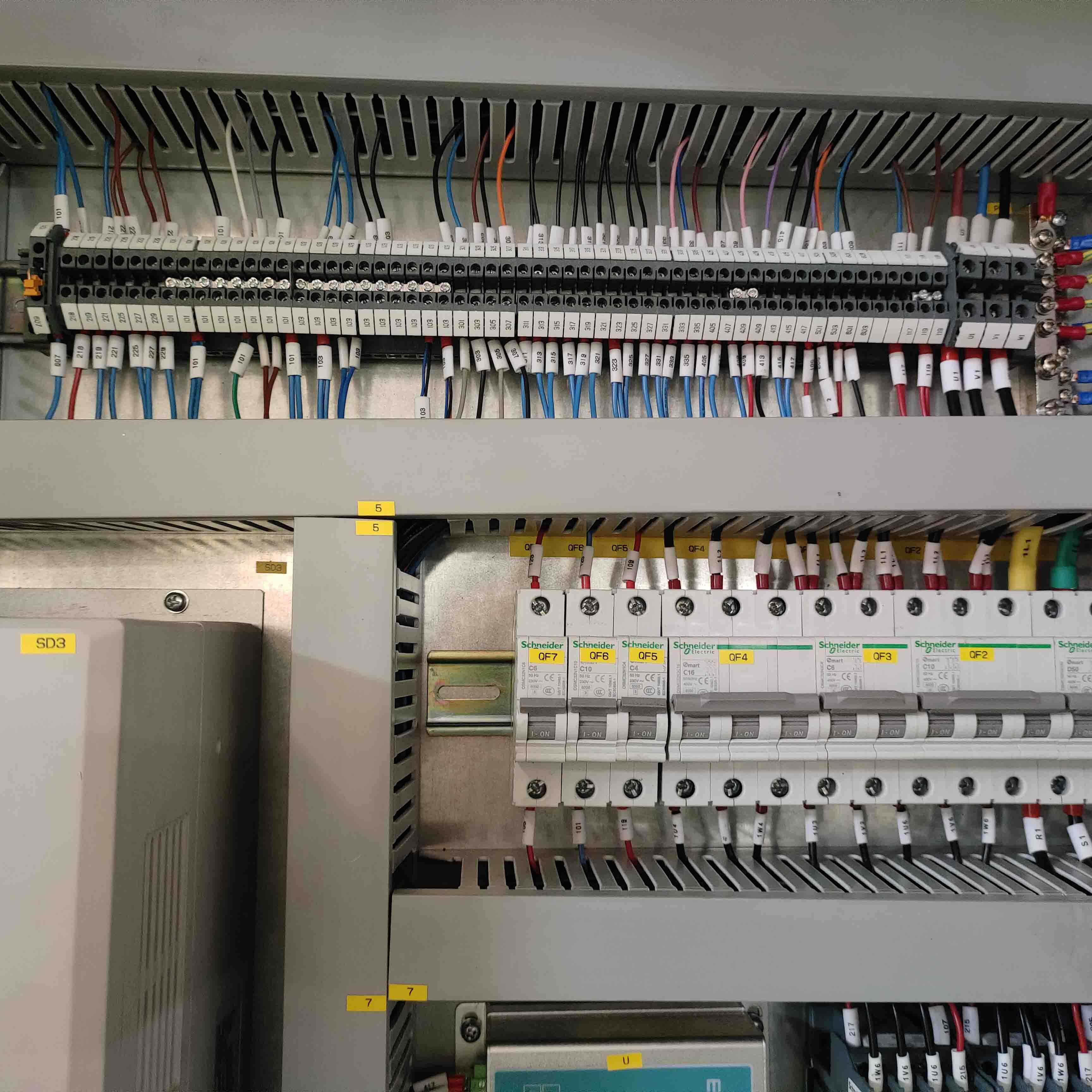
Kontaktoren/Drucktaster |
LC1D, XB2B, OSM |
Schneider |
|
|
12 |
Fußschalter |
HRF-HD5NX |
Korea Kaikun |
|
|
13 |
Hauptservomotor |
EMB-1ZDDRC22(10.8KW) |
- Das ist nicht wahr. |
|
|
14 |
Hauptservotreiber |
PRONET-1ZDDRC |
- Das ist nicht wahr. |
|
|
15 |
Magnetwaage |
MPS/GVS215LC |
OPKON, Türkei |
|
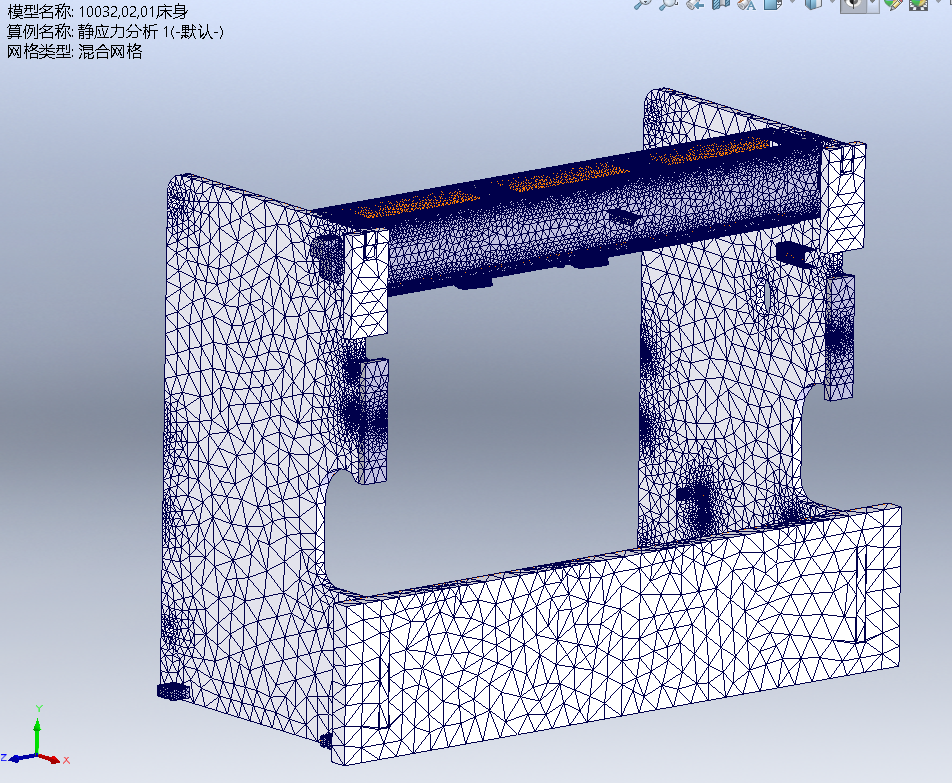
Der Maschinenkörper wird durch Finite-Element-Optimierung entwickelt, um sicherzustellen, dass die Maschine bei ihrer Verwendung hohe Stärke und Steifigkeit aufweist.
Im Vergleich zu traditionellen CNC-Biegemaschinen verwendet das Hauptantriebsmotor einen Servomotor, wodurch ein Drucksensor hinzugefügt wird, die Motorspeed erhöht wird, die Füllrate des Flüssigkeitsstroms und die Verschiebung der Ölpumpe erhöht werden, und die Bewegung der Y-Achse weicher und effizienter ist. Dadurch wird die Biegeeffizienz im Vergleich zu den Hauptmodellen auf dem Markt um 30 % gesteigert;
Das Hauptantriebssystem mit Servomotoren führt dazu, dass die Geschwindigkeit der Y-Achse in jedem Zustand unterschiedlich ist, was die hydraulische Überlaufmenge erheblich reduziert und somit Energieverbrauch und Öltemperatur senkt. Die Einsparungen betragen 30-40 %. Aufgrund der niedrigen Öltemperatur wird die Lebensdauer des Hydrauliköls erheblich verlängert;
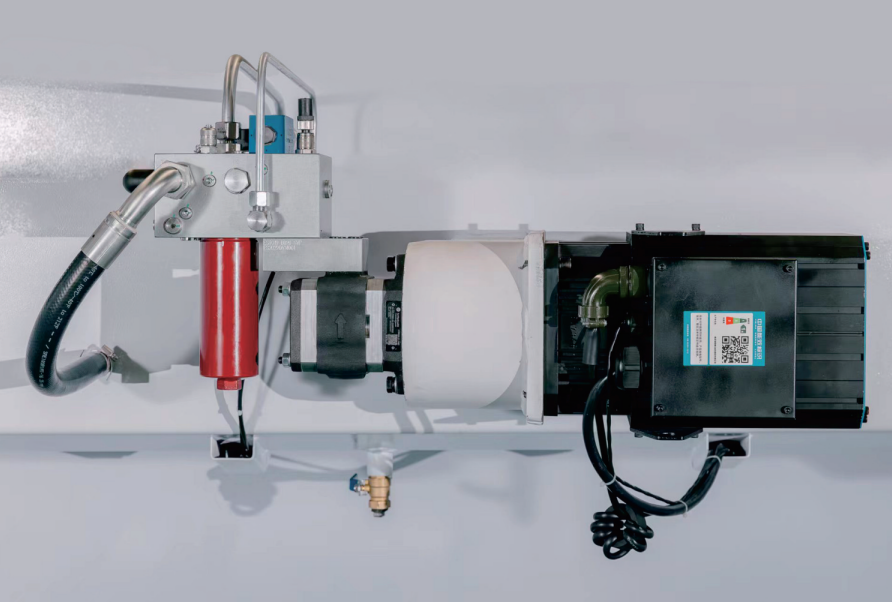
Die Nutzung des vollständig geschlossenen Servo-Synchronisations-Regelsystems von Rexroth gewährleistet, dass die Maschine während des Hochgeschwindigkeitsbetriebs eine hohe Stabilität und Präzision aufweist.
Durch eine vernünftigere Schließhöhe, Kehlkopftiefe, Innenblockabstand und Schiebhub sind im Vergleich zu den gängigen Biegemaschinen Verbesserungen erzielt worden, wodurch das Biegen und Aufnehmen großer, komplexer Werkstücke erleichtert wird, ohne zusätzliche Kosten bessere Ergebnisse zu erzielen.
Die gesamte Stahlplatte ist als Ganzes geschweißt, mit ausgezeichneter Schwingungsresistenz.
Vibrationshalterung wird angewendet, um die inneren Spannungen des Rahmens zu eliminieren, gute Stabilität, der Rahmen ist nicht leicht verformbar.
Der Rahmen wird an einem Fünfflächenschleifzentrum geformt, was die Parallelität und Senkrechtstellung jeder Montagefläche sicherstellt.

Am Kehlkopf des Rahmens ist ein „C“-Rahmen-Mechanismus montiert, der die Biegegenauigkeit und -stabilität gewährleistet.
Ölzylinderdichtungen, Rohrbuchsen von PARKER/SKF aus den USA oder BRENNAN aus den USA, starke Dichtigkeit, langer Lebenszyklus;
Adoptieren Sie das fortschrittlichste vollständig geschlossene elektro-hydraulische Servosynchronisationssteuersystem;
Die Werkzeugmaschine kann unter der Nominalbelastung kontinuierlich arbeiten, wobei das Hydrauliksystem sicherstellt, dass keine Lecks auftreten und eine kontinuierliche stabile Bearbeitung mit hoher Genauigkeit gewährleistet wird;
Die Rückhaltegeschwindigkeit ist hoch und die Positionsgenauigkeit groß;
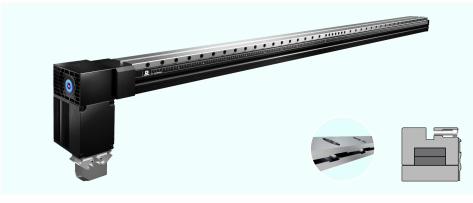
Die X- und R-Achsen werden von importierten Rollschrauben angetrieben, von linearen Führungsschienen geführt und von digitalen AC-Servomotoren mit Rückhaltefunktion angetrieben;
Der Stoppfinger bewegt sich entlang der linearen Führungsschiene nach links und rechts, mit Feineinstellfunktion in vorne-hinten-Richtung, einfach zu bedienen und hohe Präzision;
Eindeutige Stoppstruktur, mit einer bis drei Stoppfingern-Funktionen, erweitert den Bereich der Materialrückhaltung;

Die elektrischen Komponenten verwenden ausländische oder Joint-Venture-Markenprodukte, die internationalen Standards entsprechen, und der Elektroschrank ist mit einem Kühlgerät ausgestattet;
Der analoge Kabel ist abgeschirmt, um elektrische Störungen zu vermeiden;
Die Versiegelung des Elektro-Schaltkastens entspricht der nationalen Norm Schutzart IP54;
Der Fußschalter verwendet doppelte Fußpedale, die nach oben und unten betätigt werden können, praktisch und übersichtlich;
Mechanisches Kompensationsarbeitsflächen-Design mit Zentraleinschnitt und flacher Installation universeller Art;
Dichte Punktposition Schrägkeil-Kompensationstruktur, um die Winkelgenauigkeitsanforderungen für das Biegen von Volllängenwerkstücken zu erfüllen.
Standardmäßig mit integriertem Gearmotor, Aluminiumlegierungsabdeckung und Skala ausgestattet;
Kompensations-Closed-Loop-Steuersystem, hohe Steuerungspräzision, die Kompensationsmenge wird vom CNC-System automatisch berechnet und eingestellt, um die Winkelausrichtung über die gesamte Länge sicherzustellen;
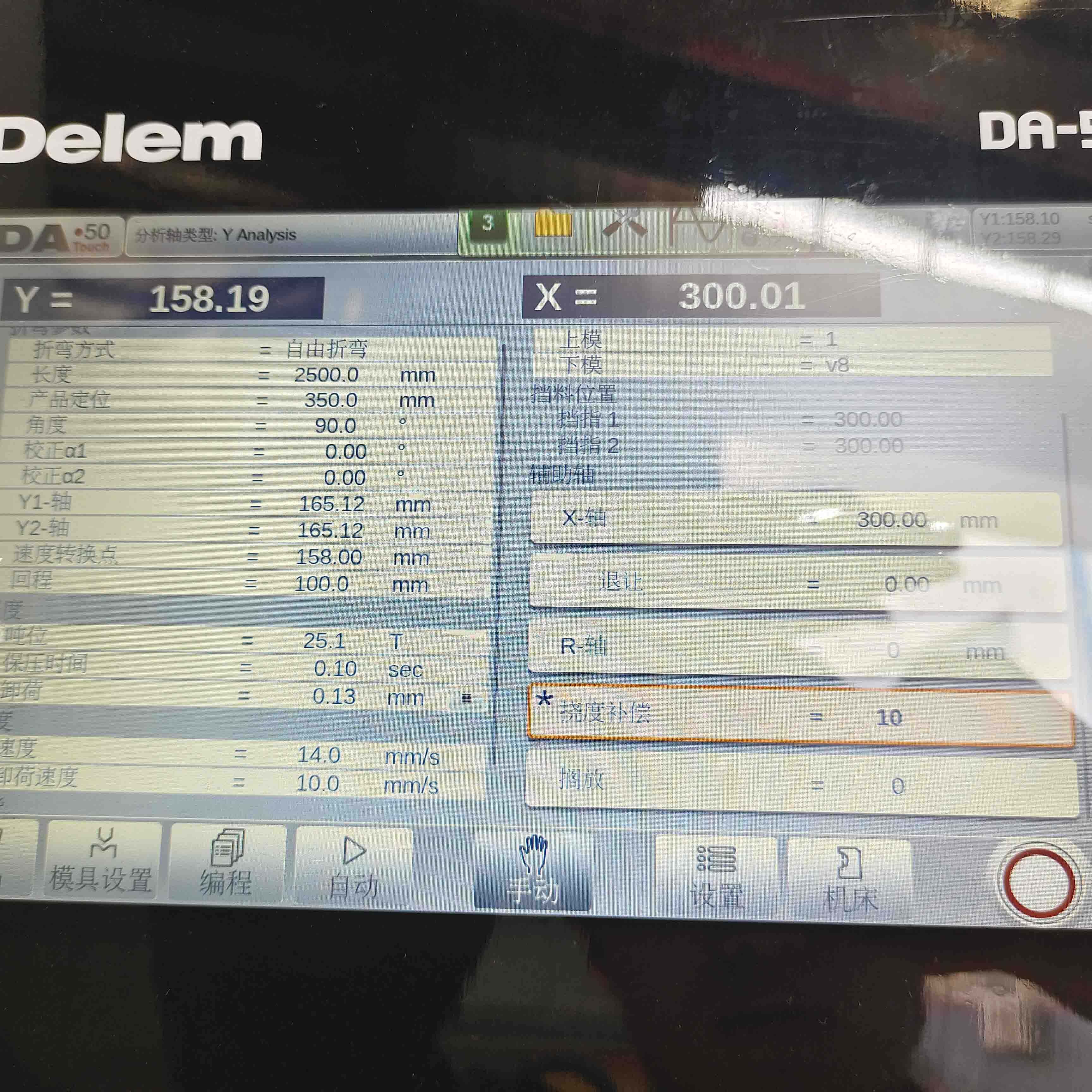
Niederländisches DELEM-Unternehmen DA53T Numeriksteuersystem
1, 10.1-Zoll Hochauflösungs-Farb-TFT-Display;
2, Maximale Vierachssteuerung (Y1, Y2, X, R-Achse);
3, 266 MHz-Prozessor;
4, interner Speicherplatz 1 GB;
5, USB-Speicheranschluss, RS232-Schnittstelle;
6, Formenbibliothek, 30 obere Formen, 30 untere Formen;
7, integrierter programmierbarer PLC, stabil und zuverlässig, durch Logik kann Hardwareverkabelung gespart werden;
8, einseitige Parameter-Schnellprogrammierung, Navigationskurzschaltungen;
9, automatische Berechnung der Tischtorsionskompensation;
10, Standarddaten-Programmierung, grafische Programmierung optional, Unterstützung für große Kreise, Druckbodenbiegung;
11, Notaus-Schalter auf der Bedieneinheit;
12, automatische Berechnung des Biegedrucks, Sicherheitszone für Formen;
13, Online-Laufanalysetools;
14, Winkelminderungsdatenbank;
15, Systemdiagnosefunktion;
16, Delem-Linux-Betriebssystem zur Sicherstellung der Stabilität des Systembetriebs, Unterstützung von Sofortauschaltung;
17, Standard-Offline-Programmiersoftware;
18, optional Doppelmaschinen-Kopplungsfunktion;
19, Diagnosefunktionen, können die IO-Digitalwerte, Analogüberwachung und den Status jeder Achse überwachen;
20, Automatische Gesamtsummenbildung der Maschinenarbeitszeit und Biegevorgänge;




 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE