У порівнянні з традиційними пресами-гиначами, ЧПУ преси-гиначі забезпечують кращу точність гину та ефективність, дозволяючи збільшити кількість гинь на 30% у тому самому періоді.
Модель: PBS/PBE 1500мм-4100мм
Бренд контролера: DELEM, CYBELEC, ESA
Возможності: 30T - 5000T
| Модель машини | сила згину (KN) |
Ширина згина (мм) |
Проміжок між стовпцями (мм) |
Відкритий розмір (мм) |
Глибина горла (мм) |
Ход циліндра (мм) |
вертикальна дошка | бічна панель | слайдер | Потужність головного двигуна (KW) |
Вага гіdraulicної олії (L) |
швидкість (мм/с) | Зовнішні розміри (мм) | ||||
| товщина (мм) | привід | нейтралізацію | повернення | Розміри довжини | ширина | Висота | |||||||||||
| PBS-63/1500 | 600 | 1500 | 1200 | 580 | 350 | 215 | 70 | 40 | 50 | 8.7 | 130 | 185 | 19 | 180 | 2000 | 1620 | 2470 |
| PBS-63/2100 | 600 | 2100 | 1600 | 580 | 350 | 215 | 70 | 40 | 50 | 8.7 | 170 | 185 | 19 | 180 | 2600 | 1620 | 2470 |
| PBS-63/2550 | 600 | 2550 | 2050 | 580 | 350 | 215 | 70 | 40 | 50 | 8.7 | 200 | 185 | 19 | 180 | 3150 | 1620 | 2500 |
| PBS-100/3200 | 1000 | 3200 | 2700 | 580 | 390 | 215 | 80 | 50 | 60 | 10.8 | 300 | 220 | 17 | 210 | 3720 | 1720 | 2550 |
| PBS-100/4100 | 1000 | 4100 | 3600 | 580 | 390 | 215 | 90 | 50 | 70 | 10.8 | 400 | 220 | 17 | 180 | 4620 | 1720 | 2550 |
| PBS-150/3200 | 1500 | 3200 | 2700 | 580 | 405 | 215 | 90 | 60 | 70 | 13.2 | 300 | 180 | 14 | 180 | 3780 | 1730 | 2600 |
| PBS-150/4100 | 1500 | 4100 | 3600 | 580 | 405 | 215 | 100 | 60 | 80 | 13.2 | 400 | 180 | 14 | 170 | 4680 | 1730 | 2600 |
| PBS-220/3200 | 2200 | 3200 | 2700 | 580 | 405 | 215 | 100 | 70 | 80 | 16.7 | 300 | 160 | 12 | 160 | 3830 | 1800 | 2670 |
| PBS-220/4100 | 2200 | 4100 | 3600 | 580 | 405 | 215 | 110 | 70 | 90 | 16.7 | 400 | 160 | 12 | 150 | 4730 | 1800 | 2670 |
Примітки; N — це кількість осей, включаючи Y1, Y2, X, R та інші осі; V — це компенсаційна вісь (механічна компенсація)
Список конфігурації CNC-станка PBS100T
|
Ні, не можна. |
Ім'я |
Модель |
Бренд |
|
|
1 |
CNC СИСТЕМА |
DA53T |
DELEM, Нідерланди |
|
|
2 |
Сервомотор заднього зубча |
EM3G-09 |
ESTUN |
|
|
3 |
Привід заднього зубчастого сервомеханізму |
ED3L-10AMA |
ESTUN |
|
|
4
|
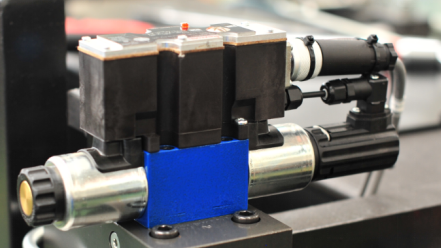
Гіdraulicна система Головні клапани
|
Електрогідроавтоматичний сервогідравлічний блок клапанів |
Bosch-Rexroth, Німеччина |
|
|
Блок синхронного керування
|
a. Клапан зворотнього тиску |
|
||
|
b. Штифтовий клапан |
|
|||
|
c. Пропорційні сервоклапани |
|
|||
|
Блок гідравлічного керування
|
a. Картриджний клапан |
|||
|
b. Датчик тиску |
|
|||
|
c. Направляльні клапани |
|
|||
|
d. Пропорційні редуктори тиску |
|
|||
|
5 |
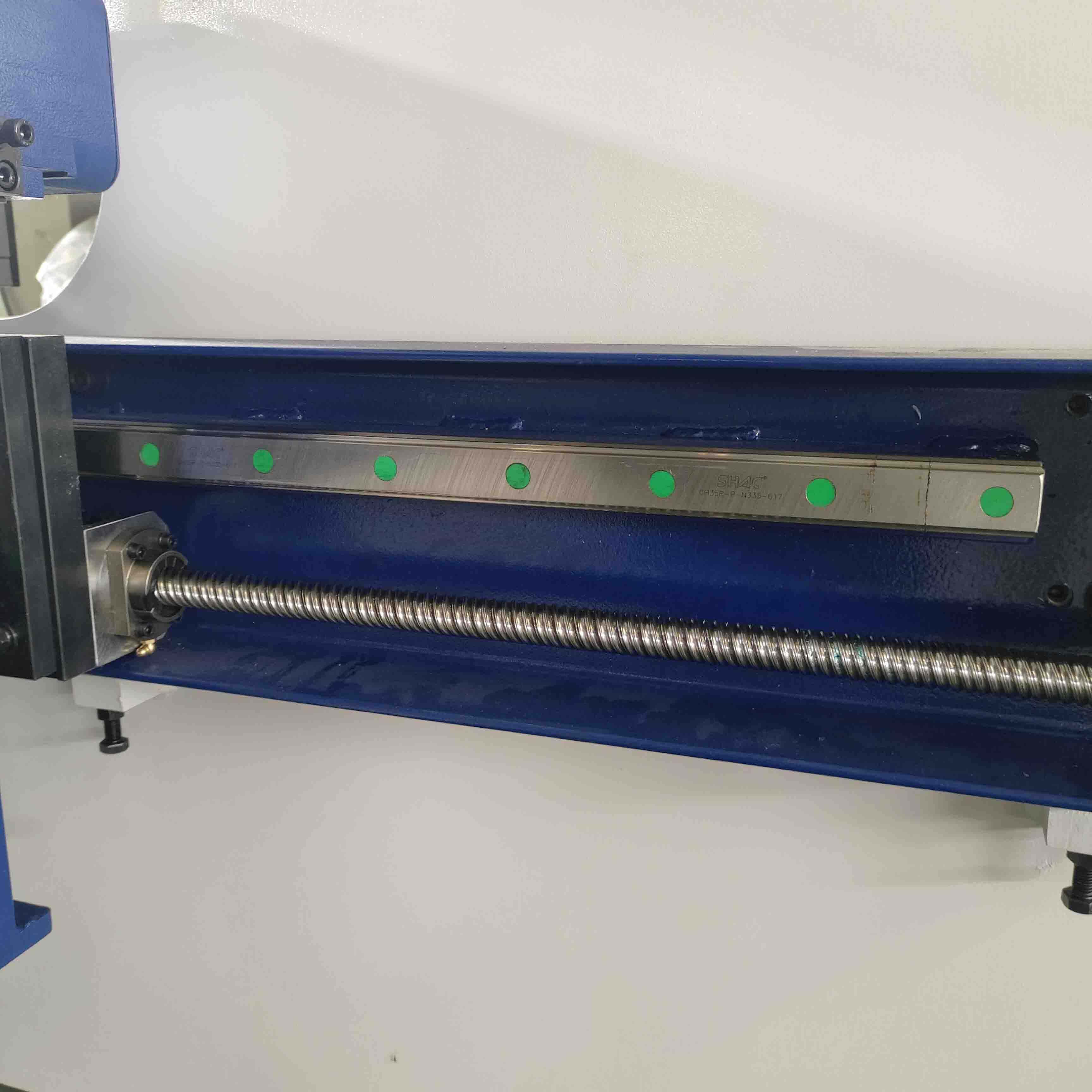
Лінійні рельси
|
35 |
AIRTAC/SHAC |
|
|
25 |
AIRTAC/SHAC |
|||
|
6 |
Шаровий винт |
880/1000 |
PMI/Німеччина VOLLEY |
|
|
7 |
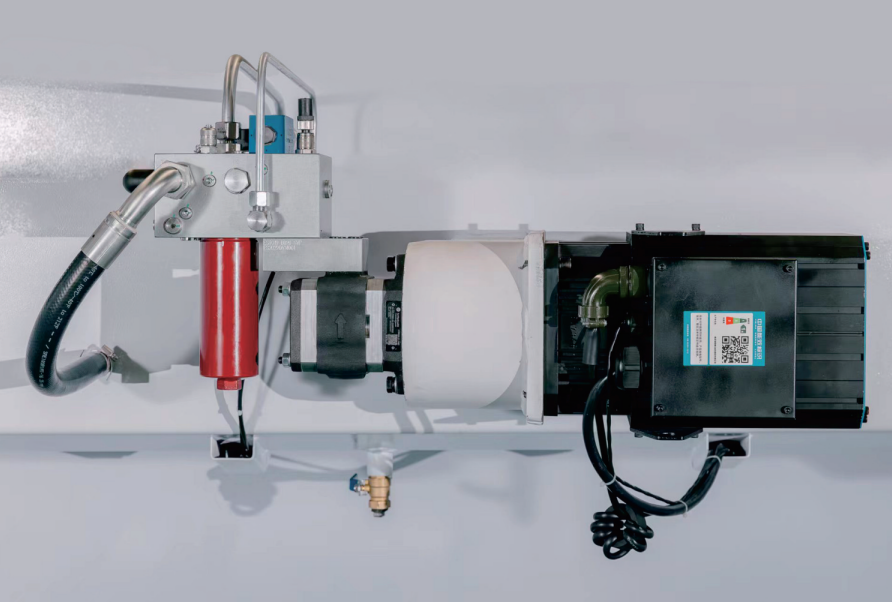
Насос на олію |
LXPG1H-20 |
Bosch-Rexroth, Німеччина |
|
|
8 |
Циліндрична печатка |
Набір A повний набір печаток |
PARKER або SKF. |
|
|
9
|
Повний набір високотискової лінії
|
1.GE16 ZSR 3/4EDCF |
PARKER/BRENNAN (США)
|
|
|
2.GE28 LR3/4EDOMDCF |
||||
|
3. W10 ZLCF |
||||
|
4. WH10 ZSR KDSCF |
||||
|
5. WH10 ZLR KDSCF тощо. |
||||
|
10 |
Муфти |
GGRMP |
СИТ |
|
|
11 |
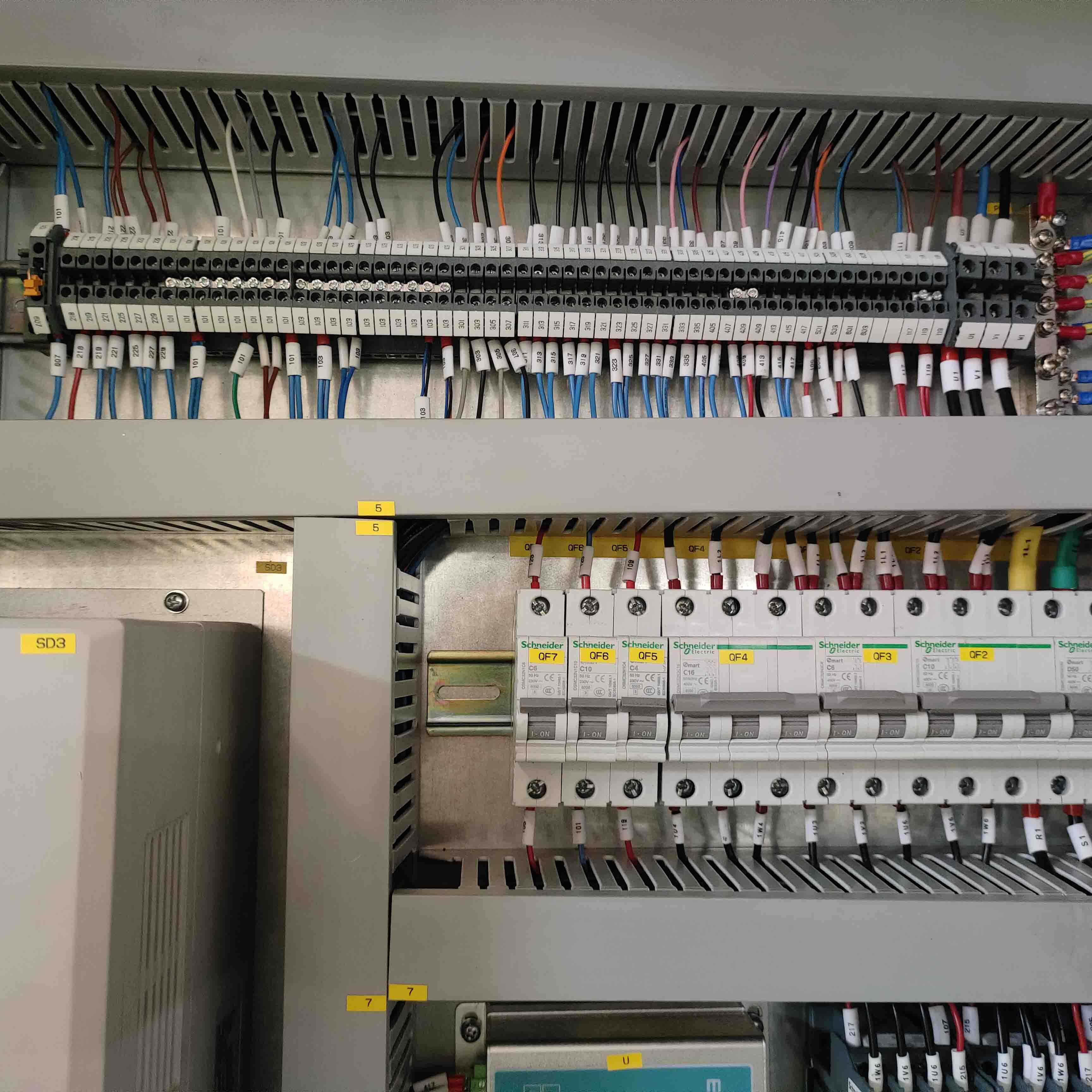
Контактори АС/кнопки |
LC1D, XB2B, OSM |
Шнайдер |
|
|
12 |
Педаль-переключач |
HRF-HD5NX |
Корея Каікун |
|
|
13 |
Головний сервомотор |
EMB-1ZDDRC22(10.8KW) |
ESTUN |
|
|
14 |
Головний серводрайвер |
PRONET-1ZDDRC |
ESTUN |
|
|
15 |
Магнітна шкала |
MPS/GVS215LC |
OPKON, Туреччина |
|
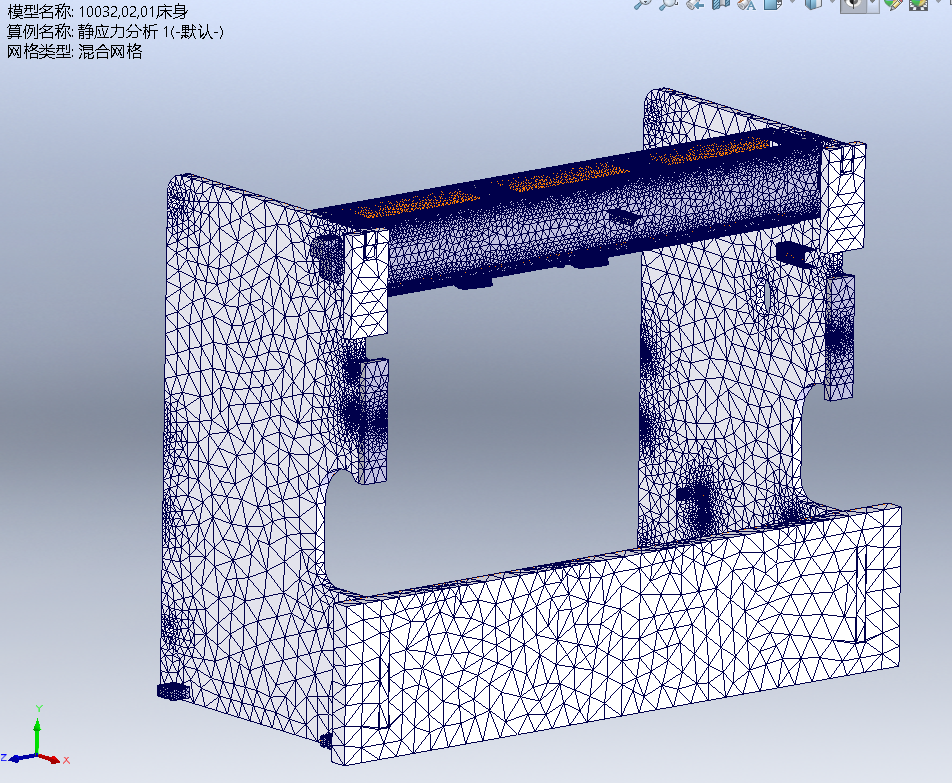
Корпус машини проектується за допомогою оптимізації скінченних елементів, щоб забезпечити, що машина має високу міцність і жорсткість під час експлуатації.
У порівнянні з традиційними гібкими станками CNC, головний двигун використовує серводвигун, додається тискодатчик, збільшується швидкість двигуна, збільшується потік заповнення рідини та переміщення насоса, а рух по осі Y стає негрубішим і більш ефективним, що збільшує ефективність гібу на 30% у порівнянні з основними моделями на ринку;
Головний привід, який використовує серводвигуни, швидкість руху по осі Y у кожному стані різна, що значно зменшує гіdraulicne переповнення, таким чином зменшуючи споживання енергії, температуру масла, що економить 30-40%, через низьку температуру масла, життєздатність гіdraulicnoї рідини значно зростає;
Використання повністю замкнутої системи електрогіdraulic сервосинхронізаційного керування від німецької компанії Rexroth забезпечує станок високою стійкістю та точністю під час високоскоростної роботи.
Більш раціональна висота закриття, глибина горла, внутрішній блок відстані та ход слайду, у порівнянні з головними гиначими машинами, покращені, що спрощує гинання, зняття великих, складних деталей, без додаткових витрат можна краще реалізувати.
Уся стальна плита зварюється в цілому, має високу стійкість до вibrацій.
Застосовується вibrаційне старіння для вилучення внутрішнього напруження рами, хороша стійкість, рама не піддається деформації.
Рама формуються на п'ятибічному обробочному центрі, що забезпечує паралельність і перпендикулярність кожного монтажного поверхня.

Горло рами оснащене "C"-образним механізмом, який гарантує точність і стійкість при гинанні.
Фарші масляних циліндрів, трубопроводні з'єднання від американської компанії PARKER/СКF або американської компанії BRENNAN, мають високий рівень герметичності, довгий термін служби.
Застосуйте найбільш сучасну повністю замкнуту систему електро-гіdraulicного сервосинхронізаційного керування;
Станок може працювати неперервано під номінальною навантаженістю, при цьому гіdraulicна система забезпечує відсутність протікань і неперервну стабільну обробку з високою точністю;
Швидкість зупинки висока, а точність позиціонування висока;
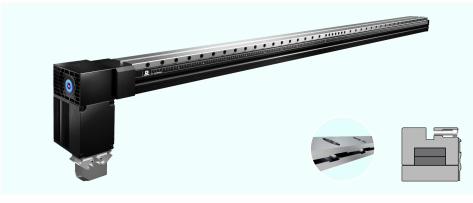
Вісі X і R приводяться у рух імпортними шаровими штурвалами, керуються лінійними направляючими рельсами і приводяться цифровими AC сервомоторами з функцією керування зупинкою;
Пальці зупинки рухаються вліво і вправо по лінійному направляючому рельсу, маючи функцію дрібної настройки у передньому та задньому напрямках, прості у управлінні і мають високу точність;
Застосовуючи унікальну конструкцію зупинки, має функцію одного~трьох рівнів пальців зупинки, що розширює діапазон блокування матеріалу;

Електричні компоненти використовують іноземні чи спільної виробництва брендові продукти, які відповідають міжнародним стандартам, а електроконтрольний шаф вкомплектовано пристроєм для відведення тепла;
Аналоговий кабель зашитий для видалення електричного завадження;
Герметизація електричного контролюваного шкафа відповідає національному стандарту рівня захисту IP54;
Підклава з двома підклавами, які можуть рухатися вгору і вниз, зручні і компактні;
Дизайн механічної компенсаційної платформи з центральною щілиною та рівним монтажем універсального типу;
Застосовується структура густої точкової позиції косої клинової компенсації, щоб задовольнити вимоги до кутового точності повної довжини загинаючого елемента.
Стандартно оснащено інтегрованим зубчатим мотором, алюмінієвим бар'єром і шкалами;
Компенсаційне замкнуте контроольне керування, висока точність керування, величина компенсації автоматично обчислюється і встановлюється системою ЧПУ для забезпечення узгодженості кута загибу на всій довжині;
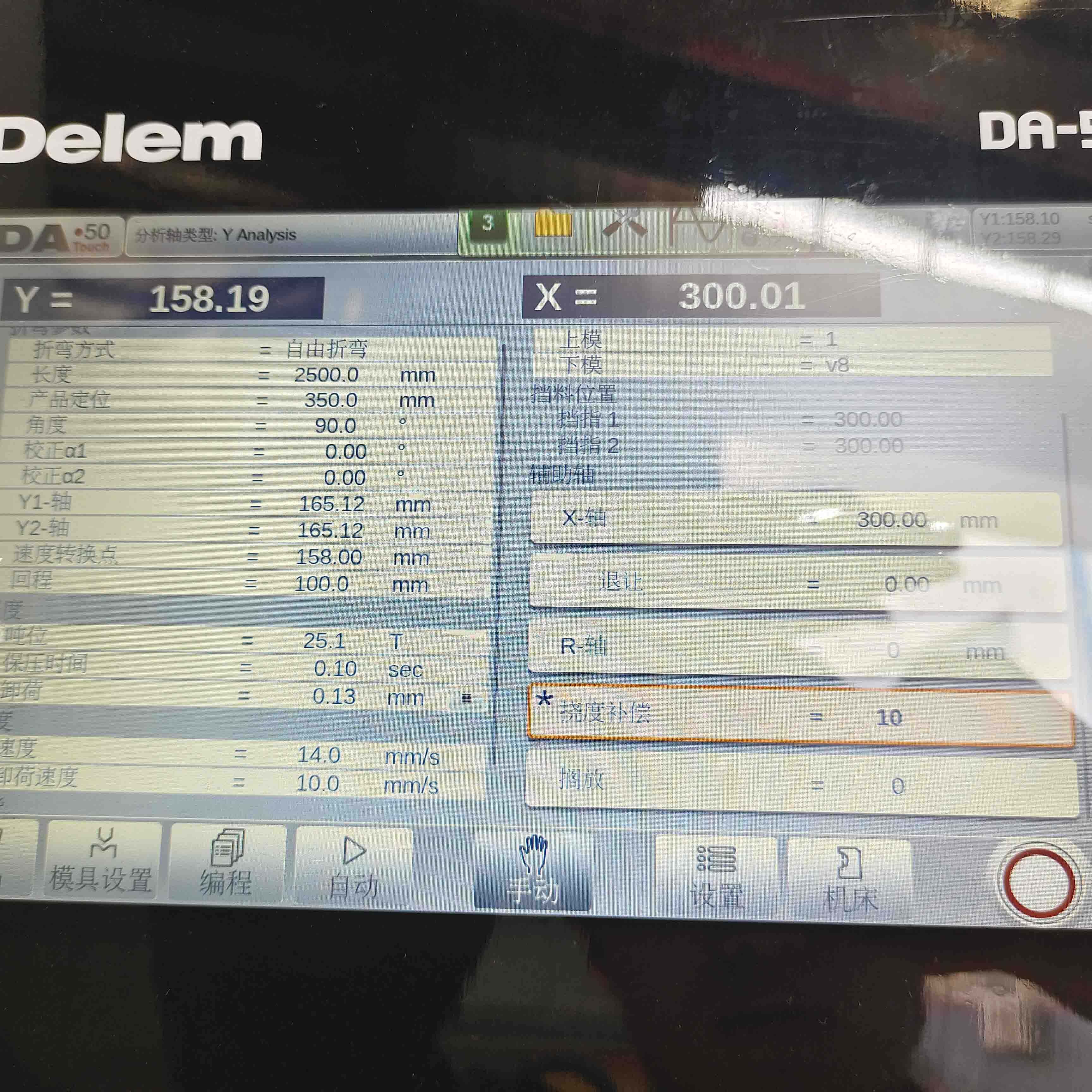
Нідерландська компанія DELEM DA53T система числового керування
1. Екран 10.1” високого роздільного здатності істинних кольорів TFT;
2, Максимум чотириосковий контроль (Y1, Y2, X, R вісь);
3, Процесор 266МГц;
4, Внутрішня пам'ять об'ємом 1 ГБ;
5, Інтерфейс зберігання USB, інтерфейс RS232;
6, Бібліотека форм, 30 верхніх форм, 30 нижніх форм;
7, Вбудований програмований PLC, стабільний та надійний, через логіку можна зберегти монтажне з'єднання проводів;
8, Швидке програмування параметрів на одній сторінці, навігаційні скорочені клавіші;
9, Компенсація прогину таблиці обчислюється автоматично;
10, Стандартне програмування даних, графічне програмування опціонально, підтримка великих дуг, гнучкого згину під тиском;
11, Перемикач аварійної зупинки на панелі;
12, автоматичний розрахунок тискового навантаження, безпечна зона формування;
13, інструменти аналізу онлайн-роботи;
14, база даних корекції кута;
15, діагностична функція системи;
16, операційна платформа Delem-Linux для забезпечення стабільності роботи системи, підтримка миттєвого виключення;
17, стандартне програмне забезпечення офлайн-програмування;
18, необов'язкова функція поєднання двох машин;
19, діагностичні функції, можливість моніторингу IO цифрових сигналів, аналогових сигналів, стану кожного осі;
20, автоматичний підсумок часу роботи машини та кількості гинь;




 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE