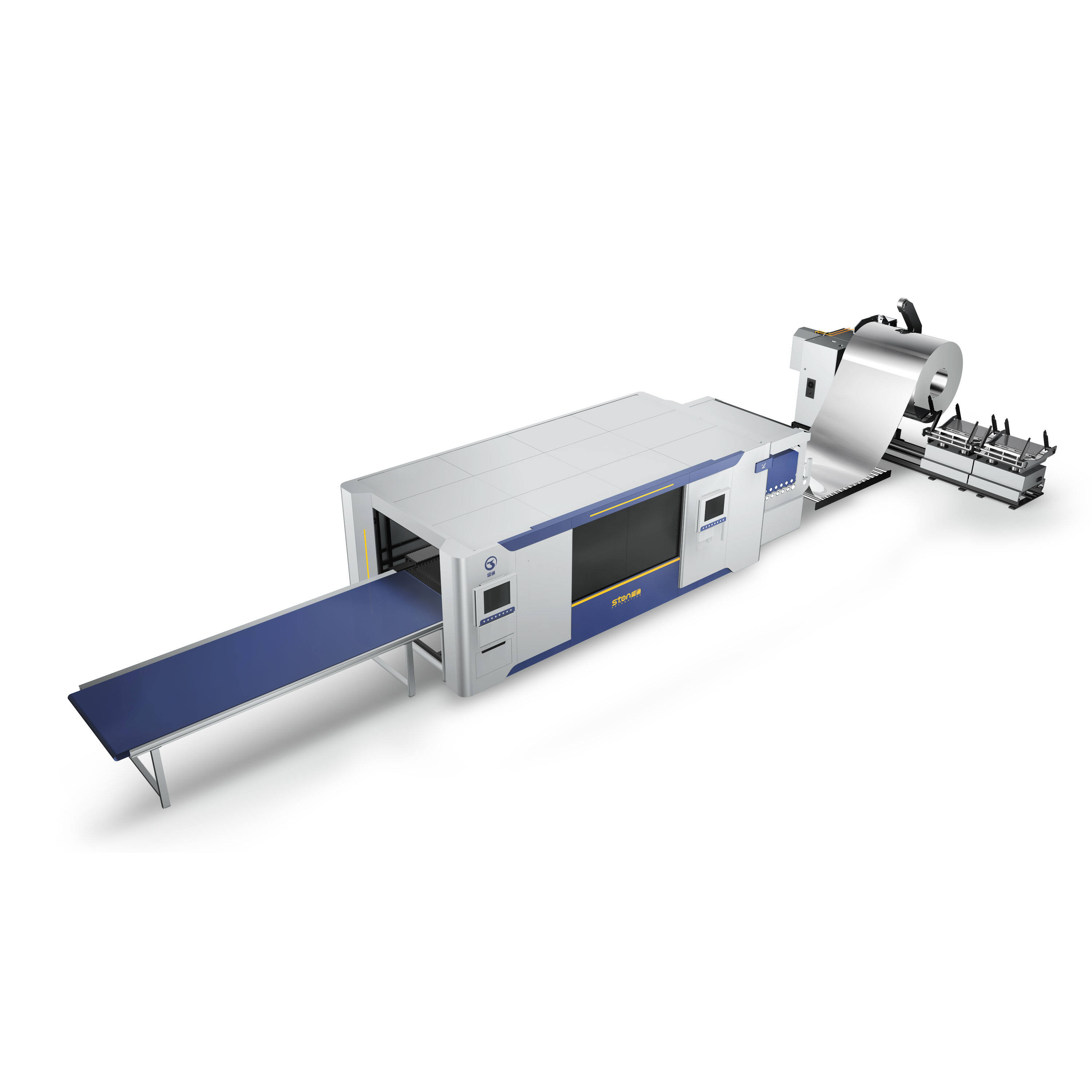
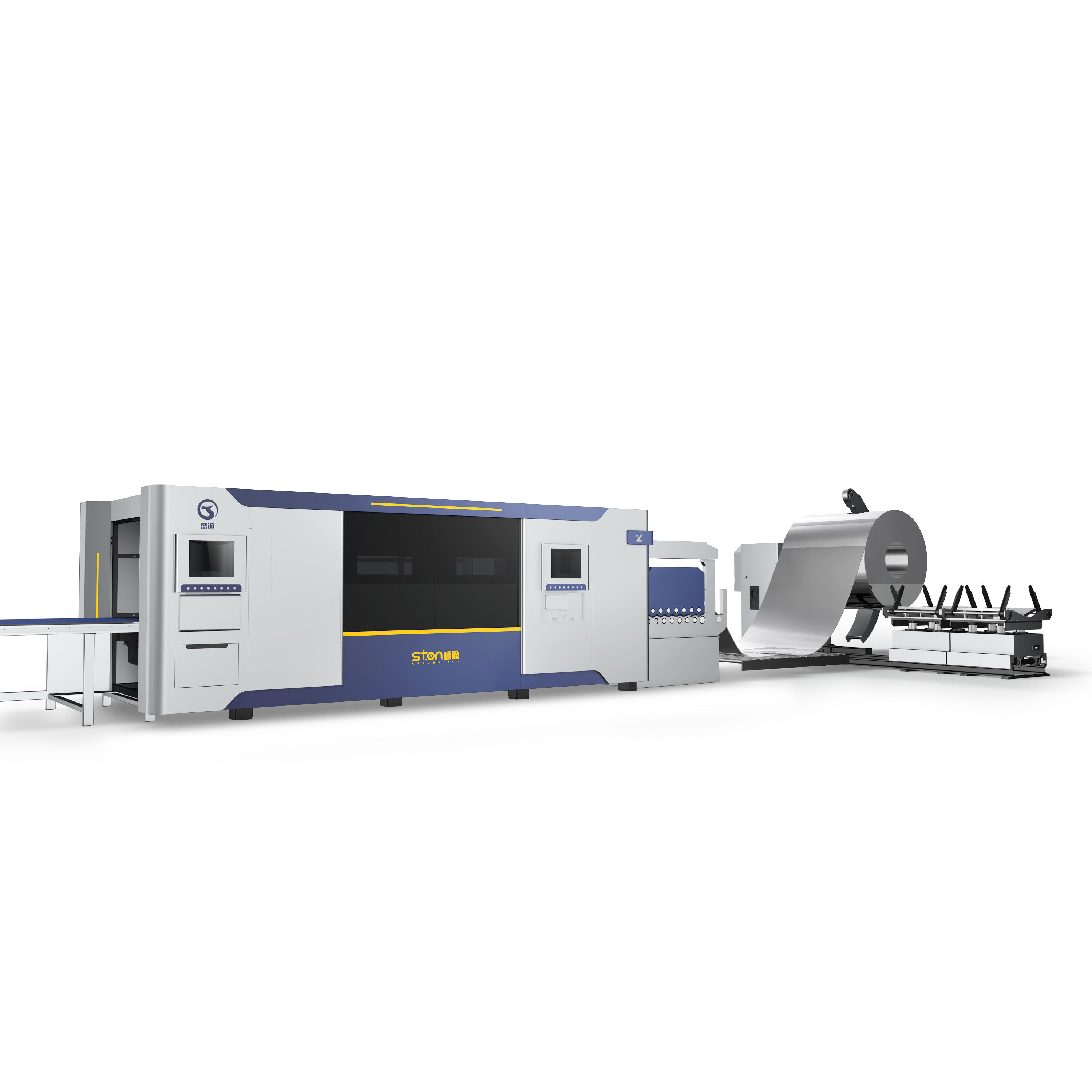
En produktionslinje som kan klara sig lätt genom olika material med precision och hastighet, samtidigt som den säkerställer konstant kvalitet varje gång. STON LZ1401 erbjuder obefriade effektivitet och produktivitet, vilket gör det till den ultimata lösningen för dina tillverkningsbehov. Varför Välja STON LZ1401?
Obemannad kvalitet: Vår laserskärteknik säkerställer precisa och konsekventa resultat, vilket eliminering behovet av omarbete och minskar materialspill.
Kostnadseffektiv: Genom att optimera produktions tid och minska materialspillen hjälper STON LZ1401 dig att spara på driftskostnader.
Framtidsproof: När tekniken fortsätter att utvecklas är STON LZ1401 utformad för att anpassa sig och växa med ditt företag.
Utrustningsparametrar
|
|
råmaterial |
Kallrullad plåt, galvaniserad plåt, rostfritt stål |
|
2 |
plåtdjup |
0.5mm ~ 2.0mm |
|
3 |
plåtbredd |
1000mm~1500mm |
|
4 |
Vikt per rulle |
≤10T |
|
5 |
Inre diameter av rullen |
ø508mm-Ø630mm |
|
6 |
yttre diameter av rullen |
ø1000 ~ Ø1600mm |
Färdigproduktsparametrar
|
1 |
yteskvalitet |
Bandytan är platt och lägger inte till några bearbetningsbrister; |
|
2 |
Jämna nöjden |
±1mm / m2 |
|
3 |
Diagonalnoggrannhet |
≤1mm/2000mm |
Enhetsparametrar
|
1 |
Bandhastighet |
5m/min |
|
2 |
Linjehastighet för enheten |
Raktlinjig maskinhastighet 0~12m/min (justerbar) |
|
3 |
Driftshöjd |
+800mm |
|
6 |
körningsriktning |
(Underkastad slutgiltig processlayout för anläggningen) |
Arbetsvillkor för utrustningsanvändning
|
1 |
Strömförhållanden |
3φ-skorstensström, 400V±5%, 50Hz±2% |
|
2 |
Luftkälla (komprimerad luft) |
Tryck: 0.5~0.6MPa Förskjutning: 0.6m3/min |
|
3 |
vattenkälla |
Inga särskilda krav |
Utrustningsmålning
|
1 |
Huvudkonstruktionens färg |
standardutrustning |
|
2 |
Flyttbara, säkerhets- och andra komponenter |
Konfiguration enligt huvudfärg (gul/apa) |
|
3 |
Elkabinetter, operatörskonsole, bränsletanks |
standardutrustning |
Huvudkonfiguration av utrustning
|
Nej. |
Kategori |
Namn |
Härkomst och varumärke |
MÄNGD |
|
1 |
laser |
fiberlaser |
Shenzhen Chuangxin 6000W |
1 |
|
2 |
laserhuvud |
fiberlaserkapningshuvud |
Shanghai Jiaqiang |
1 |
|
3 |
Kylsystem |
vattenkylare |
Wuhan Hanli |
1 |
|
4
|
CNC SYSTEM
|
Rörelsekontrollsystem |
Shanghai Weihong |
1 |
|
Servorörelsesystem |
Shenzhen Weichuang |
4 |
||
|
Reduktionsgear |
Japan Beto |
3 |
||
|
Elektriska komponenter |
Schneider, Frankrike |
1 |
||
|
PNEUMATISKA KOMPONENTER |
Anwuochi, Tyskland/Yadek, Taiwan |
1 |
||
|
5
|
Maskinkropp
|
Operationsbord |
Uthängtyp |
1 |
|
Rörsel |
Taiwan Heqing |
1 |
||
|
Glidare |
Taiwan Heqing |
10 |
||
|
Tandhjul och rack |
Taiwan Kotai |
1 |
||
|
Säng |
Läsning och åldring av kvadratrörs |
1 |
||
|
Rökavledning |
Röksladd |
1 |
||
|
6
|
Bilaga
|
Materialställning |
10T hydraulisk materialställning |
1 |
|
Jämnmaskin |
15-rullig precisionsjämnmaskin |
1 |
||
|
Sammandragningsmaskin |
Rullsammandragningsbord / käppplattform för sammandragning |
1 |
||
|
Luftkompressor |
1.6Mpa luftkompressor specialutvecklad för laser |
1 |
Arbetsmiljökrav
|
Vara |
Namn |
Krav |
Anmärkningar |
|
Strömförsörjning
|
Total monterad kapacitet Spänning |
≤50KVA 380V/220V±5% |
rekommenderas att använda en strömförsörjning med kapacitet på 100kva. Andra områden måste utrustas med automatiserade spännings- och strömstabilisatorer. |
|
Jordningsresistans |
≤4 ohm |
||
|
Det bör inte finnas någon stark elektromagnetisk signalstörning nära installationsutrustningen. Undvika radiosändare eller relaystationer runt installationsplatsen. |
|||
|
Vatten |
Vattenkylare vatten |
måste använda renat, deioniserat eller destillerat vatten Gas |
|
|
gas |
Syre, kväve |
Renhet > 99,5% |
Parametrar varierar enligt materialbearbetning |
|
Luftkompressor |
Tryck ≥1,6mpa |
||
|
Arbetsmiljö
|
Temperatur |
5-40 grader |
|
|
Fuktighet |
≤80%, ingen kondensation |
||
|
Grunden |
Amplitud <50um, amplitudsacceleration <0,05g; inget stort stampningsvibrationsutrustning nära. |
Om vibreringskällan behöver man göra en vibrationsskyddstrench |
|
|
Utrustningsrymd kräver att det inte finns rök eller damm, undvika metallpolering och slitage och andra dammiga arbetsmiljöer, och det måste installeras elektrostatiska golvet, med anslutna skärmsladdar |
|||
Försörjningsträlle
1.Tekniska parametrar:
Lastkapacitet: 20T
Förflytningshastighet: 5-7 m/min
Horisontell rörelse: hydraulisk motor
2. Vagnen bedrivs av en handhållen trådlös operatörslåda, volymen lyfts från materialförrådsskivan och flyttas till axelns position på spoolen för avrullaren, och det inre hålet i materialvolymen träs in i spoolen för avrullaren, sedan går vagnen ner och återvänder till ursprungliga positionen.
3. Den övre rullvagnen består huvudsakligen av V-formad sadelpall, kaross och fyra vägledande kolumners hissningsmekanism.
4. Vagnskroppen är en svetsad konstruktion, med fyra-hjuls struktur, vagnskroppen drivas av motorn, så att vagnen förflyttar sig på spåret.
5. Hissmekanismen består av hisskropp, vägledningsmekanism och hisshydraulcylinder, hisskroppen använder en struktur med fyra vägledande kolumner, hissar och sänker smidigt.
ytan på lastvagnen är en stödplattform som består av en V-formad sadeldesk. När vagnen arbetar, lyfter hydraulcylindern fordonet för att höja eller sänka volymen, och motorn driver vagnens hjul att rotera, så att vagnen rör sig framåt eller bakåt på spåret. När den arbetar, lyfts V-formade disken på toppen av vagnen av hydraulcylindern för att lyfta rullarna och höja dem till den begärda höjden, och sedan driver motorstyrda mekanismerna lastvagnen längs radialsutrymmet för aluminiumrullorna på spåret och placerar plattrullarna i centrum av stödcylindern på avrullnings enheten, och sedan lyfts rullarna upp och trycks fast mot axeln på avrullnings enheten.
kablar och oljeledningar för lastvagnen skyddas av stödkedjan.
oljeledningar och kablar skyddas av dragkedjor.
Hydraulic Cantilever Uncoiler
1.Tekniska parametrar:
Typ: kantilervariant, med sidovis hydraulisk hjälplager, hydraulisk uppgång och nedsättning.
Lastförmåga: ≤10T
Spännningsområde för axel 50mm
Utvidgning och förtätning genom hydrauliskt driften wedge
Driv / effekt AC7.5kw
Brake Pneumatisk skivbroms
2.Funktion: Avladdare används för att öppna metallspolen och etablera synkroniserad restmaterial med utjämningen.
3. Kropp och bas:
Maskinkroppen och basen är en svetsad konstruktion med varmåldningbehandling.
4. Mandril:
Upp och ner för mandrillen åstadkoms genom hydraulisk cylinderdrivning av expanderingshöljet.
Mandrillen för avsluten består av tre expanderingshöljor.
Spindelmateriale: 40Cr, temperbearbetning.
Rulle: sammansatt av fyra fanformade plåt, med konkav-konvex stegad typ av fanskiva, för att undvika att kniven på den inre lagerplåten lämnar några märken. Stigande och minskande cylindrarna drivs hydrauliskt, rullen har en böjd plåt med skala.
5. Kraftöverföring:
Under automatisk drift släpps folien aktivt av avspännaren, och motorn producerar, via styrsystemet, en buffert för resterande material.
6. Under avspänningen kontrolleras motorparametrarna (hastighet, vridmoment etc.) enligt parametrarna för rullmaterial.
7.Huvudmotor och huvuddriv: motorn har följande funktioner under avspännningsprocessen:
Synkroniserad resterande material.
plåtinföring.
Pneumatisk broms vid motorn för att bromsa maskinen i händelse av stopp eller "nödbromsning".
Avspänningsdrivläge: motorreduktortransmission till växellådan, växellådans täthetsdrift spindeldrift.
Reel hjälpstöd
För att förhindra att mandeln sänker sig finns det ett hydrauliskt hjälpsupporterande device, som drivas av en oljcykel.
Stödarmen lyfts och sänks av oljcykeln och är i ett självlåst tillstånd efter att den har lyfts;
Pneumatisk system: består av cylinder, värde och rörledning, och köparen tillhandahåller sin egen gas-källa.
Skador-förhindrande rullband (består av bottenbjälrsrullar)
Sidledningscentreringsdevice
1.Användning: enheten används för sidledningscentrering och avvikelsekorrigering av stålplatta.
2. Tekniska parametrar
Maximal öppningsbredd 1650mm
Minimal öppningsbredd 1000mm
Material för ledningsrulle GCr15, HRC60-62
3. Struktur: rulltyp, använder ledningskolonnskruvstruktur och handhjuljustering.
4. Rullen placeras på glidaren och drivs av handhjulet för att röra sig i ledningskolonnen på ramen. Bredden på plåten kan justeras individuellt på vänster och höger sida.
5. En horisontell tryckrulle är monterad på inmatningssidan för att förhindra att stålbandet hoppar utanför den vertikala rullens ledningsområde.
Fyrvägstypt finjusteringsmaskin
1. Utrustningsparametrar
Antal greppsrullor 2
Antal utjämnrullor 13
Antal stödrollrar 3 rader överst och underst
Diameter på nivelleringsslitar φ100mm×1700mm
Material för nivelleringsslita 40Cr, hårdhet ≥HRC58-62 (tempering, kvättning)
Material för stödrollra 40Cr, hårdhet ≥HB250-275 (tempering, kvättning, kromplåtering)
Huvudmotor-effekt 30kw (servomotor)
Huvudreducering hårdtandsreducering
2. Form: fyrvikts typ
3. Tryckroll slitage med gummibeslag, övre rollcylinder trycks ner.
4. Nivelleringsskiva: nivelleringsskivan är den huvudsakliga arbetskomponenten i maskinen, materialet för nivelleringsskivan är 40Cr, och bearbetningsprocessen är följande: avledning - grovbearbetning - tempering - halvslutförd bearbetning - kväning - finafterslagning, ythårdheten når en ythårdhet som är mer än HRC58 och ytfinish är Ra0.8mm. Lagskivornas lager använder självrättande lager eller neddlassningslager, vilket har stor bärförmåga, liten friktion och lång livslängd. De övre och undre raderna av arbetsrullar är utrustade med drivsystem, så att de övre och undre raderna av arbetsrullar roterar aktivt; den övre raden av arbetsrullar kan drivas av motorn att lyftas vertikalt samtidigt, och kan också justeras till inmatnings- och utmatningsändarna, så att nivelleringsskivorna blir lutande (dvs., de övre och undre rullarna bildar en harmonisk dämpad rakning för att förbättra nivelleringsegenskaperna hos plattor).
5. Stödrullor: För att säkerställa nivellernas noggrannhet och stelhet finns det stödrullor på båda sidorna, vars material är 40Cr, och rullarnas lager är spännlager. Stödrullan använder en lutande järnmekanism som kan justeras i vertikala riktningen. Stödrullarna justeras manuellt.
6. Driftsystem: huvuddriftssystemet drivas centralt av en motor, och motorn och reduceraren för uppliftningsdriftssystemet för den övre rullen har en integrerad struktur med en kompakt och vacker utformning.
Hydrauliskt och pneumatiskt system
1.Sammansättning:
Hydraulstation och hydrauliska rörledningar.
pneumatiskt system.
2.Prestandaabstrakt:
använder den integrerade pumpstationen för att tillhandahålla hydraulisk kraft till varje cylinder, och är utrustad med motsvarande trycksäkerhetsventiler, tryckmätare, regulatorer, checkventiler, elektromagnetiska ventilatorer och så vidare.
3.maskins bord:
Användning av högkvalitativa stålplattor och rör svetsad ramkonstruktion, sekundär åldringstreatment, stor portfrässtation precisionbearbetning, dessa design- och bearbetningsmetoder säkerställer att maskinen har utmärkt jordbävningstolerans, hög styvhet och stabilitet. Arbetsbordet använder
Toppstycke intensivt arbetsbord, roterande plattformdesign, kan bearbeta samtidigt som nästa laddning förbereds, vilket betydligt förbättrar arbets-effektiviteten.
4.röjdsystem: arbetsbordet använder centraliserad dampröjning design, utrustat med dampröjningsledningar, för att ta bort damm, avgas och andra ämnen under produktionsprocessen.
5.transmissionsystem: Den använder högprecisionsslipad rack och pinjon precist transmission och servostyrningssystem för att säkerställa smidighet och precision hos maskinen i sin höghastighetsrörelse tillstånd.
6.CNC styrsystem.
CNC-skärningskontrollprogram bygger på utveckling av Windows-system, och CNC-kontrollsystemet kan uppnå fullständig anslutning till specialprogram för laseravskurad CNC. Det används en professionell PC-industriell kontrollmaskin med grafiskt gränssnitt, enkelt att använda, vänligt gränssnitt, lätt att lära sig, bekväma operationer. CNC-programmet är enkelt att redigera och läsbart. AutoCAD, CorelDraw och andra specialprogram för ritning, utrustade med en databas för skärningsprocessparametrar. Skärningsparametrarna kan justeras i realtid under skärningsprocessen för att uppnå den bästa skärningskvaliteten.
7. Nesting-software:
(1) specifikt utvecklat för CNC-skärningsmaskiner, ritningsprogrammering och nesting-software som används på datorn. De huvudsakliga funktionerna inkluderar CAD-ritning, den nya versionen av CAM-DUCT-rördekompositionsprogrammet, DXF/DWG-optimering, interaktiv nesting, automatisk programmering, samt skärningssimulering och kostnadsberäkning.
(2) CAM-DUCT luftledningsprogrammet kommer med 300+ luftledningsgrafiskt program som kan göra en enskild layout med flera grafiska superplåtar, storleken på grafiken kan realiseras automatiskt delad och sparas automatiskt med en bra spänningsmunning.
(3) Nesting-programmet är den centrala tekniken för CNC-skärmaskinen för att realisera ”heltidsklysning, effektiv klysning och hög nestringsgradsklysning”, vilket är den grundläggande garanti för att effektivt spara stål och förbättra skärningseffektiviteten.
Kylläge
Professionellt vattenkylsystem, dubbel temperatur och dual kontroll kan uppnås, två vattenledningar kylde de två huvudsakliga platserna, temperaturen på kylenheten visas på en digital tabell, när vattnet överstiger den angivna temperaturen kommer kylenheten att kyla automatiskt och när vattnet är lägre än den angivna temperaturen kommer kylenheten att stoppa kylningen automatiskt.
Maskinverktygsstorlek

Modellen 3015 har en effektiv skärningslängd på 3 meter lång * 1,5 meter bred, den totala längden på maskinen upptar cirka 20 meter och bredden upptar cirka 5 meter.
Serviceåtagande
Förhandstjänst:
Enligt utvecklingsbehoven hos kunderna, utifrån kundernas faktiska användning, tillhandahålla lämplig teknisk vägledning och fullständig utrustningsinformation;
Lösa de olika problem som kunderna ställer upp, utifrån överväganden om teknisk genomförbarhet, för kunder eller för att bistå kunderna i design och utveckling av laserskärningsprogram;
Tillhandahålla utrustningsvisning så att kunderna kan besöka inspektion, provtagning, testa maskinerna och så vidare.
Försäljningstjänst:
Platsinspektion och analys av kundens faktiska maskinanvändning, enligt kundens plats för att hjälpa användarna med planering och design av platsen samt vatten-, el- och gasarrangemang för utrustningen och så vidare;
Leverera kunderna med en komplett uppsättning utrustningsoperationmanualer och ge utbildning till kundens utrustningsoperatörer;
Efterförsäljningstjänst:
På användarplatsen där användaren använder utrustningen, ges utbildning i faktisk bedrift av bearbetning, daglig underhåll av utrustningen och säker användning av skyddet för att se till att användaren kan mästra utrustningsoperativa procedurer och metoder så snabbt som möjligt och kan arbeta oberoende med utrustningen för produktion och bearbetning;
Efter installation och kalibrering av hela utrustningen hos användaren, gäller garantiavtalet ett år från träningstillfället för maskinerna, medan lasersystemet har en tvåårs garanti;
Under garantitiden kommer företaget också att tilldela kundserviceexperter för att regelbundet genomföra tekniska inspektioner på arbetsplatsen för användarens utrustning, utföra regelbundet rutinunderhåll och inspektioner av utrustningen och svara på frågor som ställts av användaren.
Övriga frågor
1、Projektframsteg
Cykel tid på cirka 45-60 arbetsdagar, enligt kontraktets cykel för att slutföra design, tillverkning och acceptans av arbetet och skicka till efterfråganden;
2、Installation och kommissionering
Utrustningen skickas till efterfråganden, installations- och kommissioneringscykel på 7-10 dagar;



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE