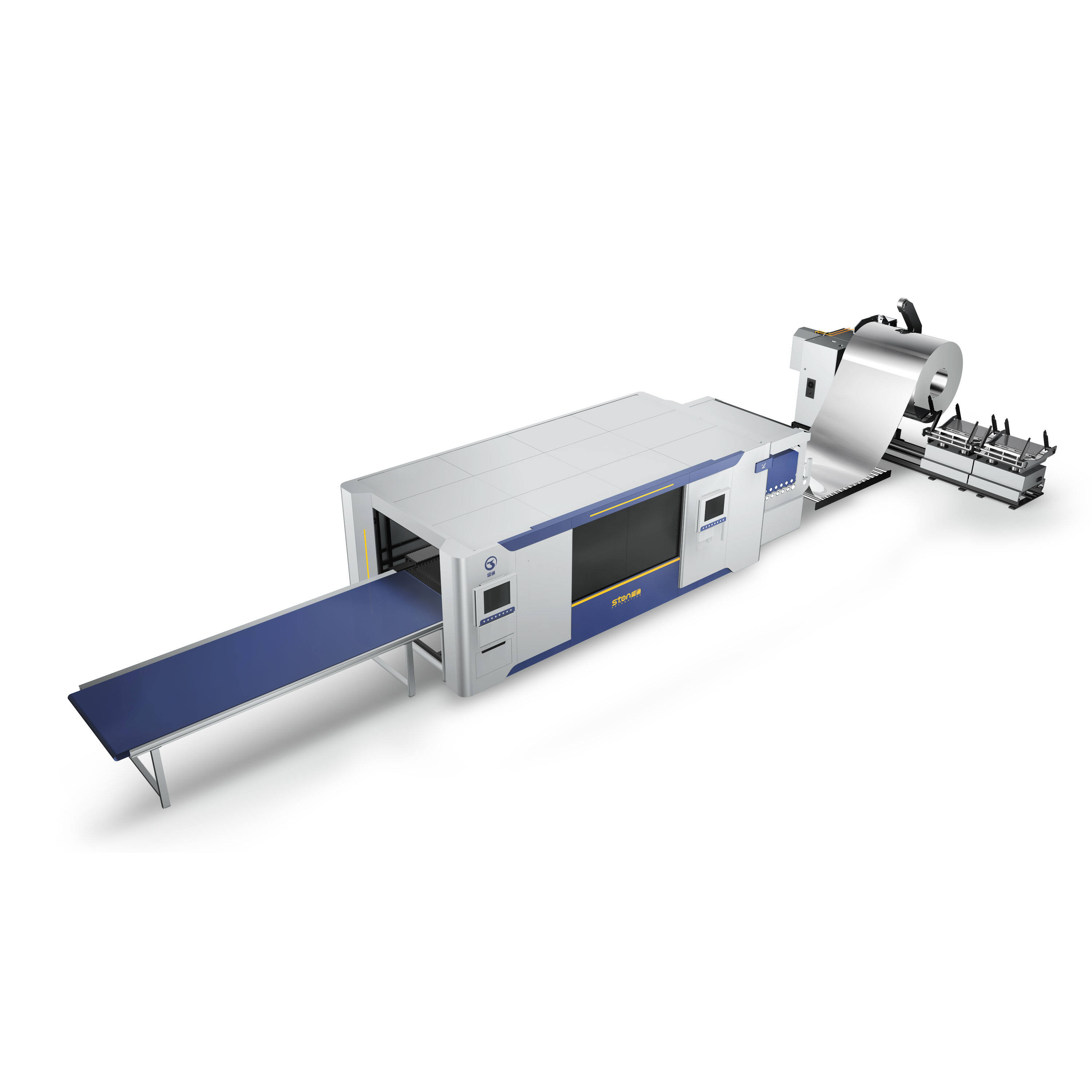
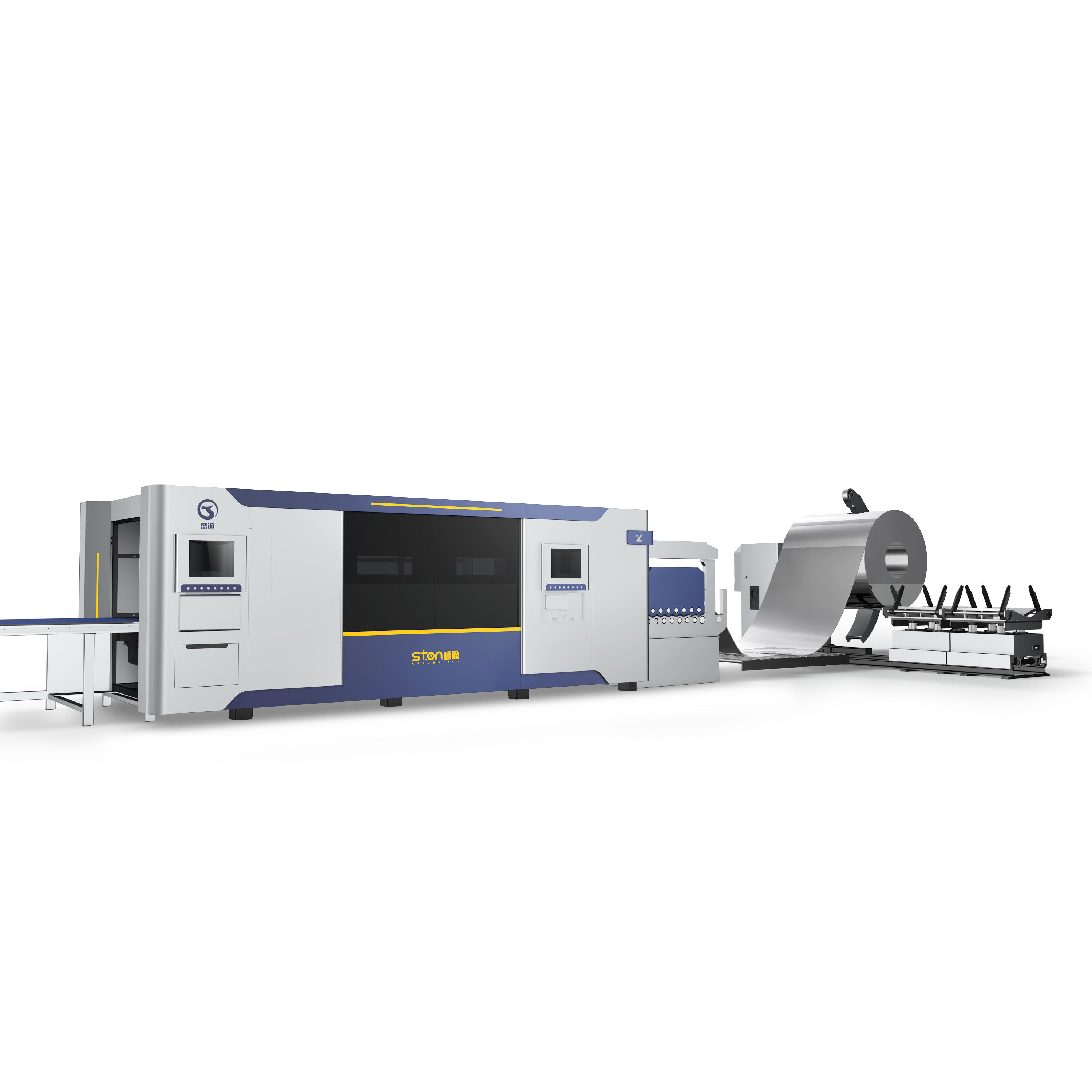
Ena proizvodna vrstica, ki lahko brez truda rezuje skozi različne materiale z natančnostjo in hitrostjo, zagotavljajoč konstantno kakovost vsakič. STON LZ1401 ponuja neprimerljivo učinkovitost in proizvodnost, kar ga dela idealno rešitev za vaše proizvodne potrebe. Zakaj izbrati STON LZ1401?
Neprimerno kakovost: Naša laserja resnična tehnologija zagotavlja natančne in konstantne rezultate, odstranjuje potrebo po ponovni obdelavi in zmanjšuje odpad materiala.
Opladno: S optimizacijo proizvodnega časa in zmanjševanjem odpada materiala vam STON LZ1401 pomaga shraniti operacijske stroške.
Zanesljiv v prihodnosti: Po meri napredka tehnologije je STON LZ1401 zasnovan tako, da se prilagaja in raste skupaj s vašim podjetjem.
Parametri opreme
|
|
surovine |
Hladno valjeni list, galvaniziran list, nerdzavača ocel |
|
2 |
debelina lista |
0,5mm ~ 2,0mm |
|
3 |
širina lista |
1000mm~1500mm |
|
4 |
Teža na val |
≤10T |
|
5 |
Notranji premer vala |
ø508mm-Ø630mm |
|
6 |
zunanji premer vala |
ø1000 ~ Ø1600mm |
Parametri končnega izdelka
|
1 |
kakovost površine |
Površina trakovanca je ravnih in ne vsebuje nobenih procesnih defektov; |
|
2 |
Natančnost izravnave |
±1mm / m2 |
|
3 |
Diagonalna natančnost |
≤1mm/2000mm |
Parametri enote
|
1 |
Hitrost pasu |
5m/min |
|
2 |
Hitrost linije enote |
Hitrost ravnanja 0~12m/min (prilagodljiva) |
|
3 |
Trenutna višina |
+800mm |
|
6 |
smer delovanja |
(Podvrženo končnemu postopku razporeditve v zavodu) |
Delovne pogoje uporabe naprave
|
1 |
Energetski pogoji |
3φ alternirajoči tok, 400V±5%, 50Hz±2% |
|
2 |
Zrakov vir (stisnjen zrak) |
Tlak: 0.5~0.6MPa, Pretok: 0.6m3/min |
|
3 |
voda vir |
Brez posebnih zahtev |
Barvanje naprave
|
1 |
Barva glavnega telesa |
standardna oprema |
|
2 |
Mobilne, varnostne in druge komponente |
Konfiguracija glede na osnovno barvo (rumena/oranžasta) |
|
3 |
Električne skrinje, operacijske konzole, gorivne rezervoarje |
standardna oprema |
Glavna konfiguracija opreme
|
ŠT. |
Kategorija |
Ime |
Izvor in znamka |
Količina |
|
1 |
laserski |
vlaken laser |
Shenzhen Chuangxin 6000W |
1 |
|
2 |
laser glava |
vlaken laser za rezanje |
Shanghai Jiaqiang |
1 |
|
3 |
Hladilni sistem |
hladič vode |
Wuhan Hanli |
1 |
|
4
|
CNC sistem
|
Sistem za upravljanje gibanja |
Shanghai Weihong |
1 |
|
Servosistem za gibanje |
Shenzhen Weichuang |
4 |
||
|
Redukcijsko koleso |
Japonska Beto |
3 |
||
|
Električni komponenti |
Schneider, Francija |
1 |
||
|
Pnevmatični komponenti |
Anwuochi, Nemčija/Yadek, Talijana |
1 |
||
|
5
|
Telo stroja
|
Operacijski stol |
Krilasti tip |
1 |
|
Vodilo |
Tajvanska Heqing |
1 |
||
|
Krožnik |
Tajvanska Heqing |
10 |
||
|
Zobnica in kolesce |
Tajvan Kotai |
1 |
||
|
Ležaj |
Svarjenje in starenje kvadratnega cevila |
1 |
||
|
Odvod dima |
Dimski duct |
1 |
||
|
6
|
Pomožne opreme
|
Polica za material |
10T hidraulična polica za material |
1 |
|
Ravnanjska mašina |
ravnanjska mašina s 15 vali |
1 |
||
|
Zvezovalna mašina |
Sto za spojovanje točkastega vretila / platforma za spojovanje pasov |
1 |
||
|
Zračni kompresor |
zrakovni stiskalnik 1.6Mpa, poseben za laser |
1 |
Zahtevanja delovnega okolja
|
Element |
Ime |
Zahteve |
Pripombe |
|
Napajanje
|
Skupna nameščena moč Napetost |
≤50KVA 380V\/220V±5% |
priporočeno je uporabljati napajanje s kapaciteto 100kva. V drugih območjih morajo biti nameščeni samodejni stabilizatorji napetosti in tokov. |
|
Odpornost na zazemljevalo |
≤4 omha |
||
|
Ob strokovnem namestitvi ne sme biti blizu strojne opreme močnih elektromagnetnih signalov. Izogibajte se radijskim posredovalnim postajam ali prenosnim postajam v bližini namestitve. |
|||
|
Voda |
Hladilna voda |
mora uporabljati očiščeno, deionizirano ali destilirano vodoGase |
|
|
plin |
Kisik, Dušik |
Čistota > 99,5% |
Parametri se spreminjajo glede na obdelavo materiala |
|
Zračni kompresor |
Tlak ≥1,6 mpa |
||
|
Delovno okolje
|
Temperatura |
5-40 stopinj |
|
|
Vlažnost |
≤80%, brez kondenzacije |
||
|
Osnova |
Amplituda <50 μm, pospešek amplitude <0,05 g; brez velikega vibracijskega opreme za odlaganje. |
Če je vir vibracij, je potrebno izvesti protivvibracijsko jamu |
|
|
Prostorske zahteve naprave morajo zagotavljati, da ni dimov in prašin, da se izognejo delovnim okoljem, kot so politura metala in drsenje ter druga prašna dela, ter mora biti nameščena podlaga z uporabo protistatističnega podlaganja in povezava zaslonjenega voda |
|||
Krmilna vozica
1. Tehnični podatki:
Nosilnost: 20T
Hitrost premikanja: 5-7 m/min
Vodoravno premikanje: hidraulični motor
2. Vozica se upravlja s ročnim daljinskim nadzornim pultom, prostornina je dvignjena iz pripravnega stola za material in premaknjena na položaj osi valja razvinjalnika, nato se notranji otvor prostornine vstavi v val razvinjalnika, potem pa se vozica spusti in vrne na izhodiščno pozicijo.
3. Gornja valovska vozica glavno sestoji iz V-oblike sedaleta, telesa in mehanizma z dvigom s štirimi vodilnimi stebri.
4. Teleso je varska konstrukcija, z četrkotno kolesno osnovijo, teleso ga vodi motor, tako da se vozica giblje po sprožnici.
5. Dvigalna oprema sestoji iz telesa za dviganje, vodilnega mehanizma in hidrauličnega cilindra za dviganje, teleso za dviganje uporablja strukturo s štirimi vodilnimi stebri, ki se dvigne in spusti gladko.
6. Zgornja plosča nalaganja je nosilna platforma, sestavljena iz V-oblike sedačne plošče. Ko deluje, dvigalni cilinder z dvigom dvigne telo avtomobila, da dvigne ali spusti prostor, in motor pogoni kolesa na voziku, da se vozik premika naprej ali nazaj po vrsti. Med delovanjem ga dvigalni cilinder na vrhu vozika dvigne v obliki V, da dvigne valove in jih dvigne na zahtevano višino, nato pa mehanizem, pogojen s motorjem, poganja nalagalo po radialni smeri aluminijevih valov po vrsti in popolnoma izpolni plošče do sredine nosilnega cilindra razvinjalnika, nato pa so valovi dvignjeni tesno skupaj z osjo gibanja razvinjalnika.
7. Vodivi in oljasti cevi nalagalnika so zaščiteni z nosilno verigo.
8. Oljasti cevi in vodiki so zaščiteni z povlečnimi verigami.
Hidravlični odklonjeni razvinjalnik
1. Tehnični podatki:
Vrsta: kantilovna vrsta, z stranskim hidrauličnim pomožnim podporo, hidraulično vzpenjanje in padanje.
Nosilnost: ≤10T
Območje napetosti špica 50mm
Razširjanje in stisnjavanje s hidrauličnim gonilom klin
Gonilo ∕ moč AC7.5kw
Tormoz Pnevmatični diskovni tormoz
2.Funkcija: Razvijalnik se uporablja za odpiranje traku in ustanavljanje sinhroniziranega ostanka materiala z izravnavačem.
3. Telo in osnova:
Strojno telo in osnova so varska konstrukcija z toplinsko starostenjsko obravnavo.
4. Špica:
Povišanje in spust mandrela je dosežen s pomočjo hidravličnega valja, ki gonidi razširjivo oblekavo.
Mandrel razvojnega stroja sestoji iz treh razširjevalnih oblekav.
Material vretena: 40Cr, termična obdelava.
Val: sestavljen iz štirih krožnih plošč, krožne plošče so vrsticami zazubljene, da se na notranji plasti ne pojavijo oznake. Povišalni in stisnilni val je hidravlično gonjen, na valu je ena zakrivljena plošča z meritvijo.
5. Prenos moči:
V procesu avtomatskega delovanja se trak aktivno odbija iz razvojnega stroja, motor pa skozi nadzorno sistem sproži bufer preostale snovi.
6. V procesu razvoja so parametri motornika (hitrost, moment itd.) nadzorovani glede na parametre zvitke.
7. Glavni motor in glavni pogon: med procesom razvoja ima motor naslednje funkcije:
Sinhronizacija preostale snovi.
uvod listove.
Pnevmatični brezvežje na motorju za ustavitveno pohajanje stroja v primeru ustavitve ali 'hitrega ustavitvenega pohajanja'.
Način pogona razvijalnika: motor z redutorjem prenosi pogon v klin, kjer gonilna kolesa napenjajo pogonski val.
Pomožna podpora za bobine
Da se izognemo propadanju mandrela, obstaja hidravlično pomožno podporno napravo, ki jo pogoni oljevnik.
Podpora je zdigneta in spuščena s pomočjo oljevnika, po zdigovanju pa ostane v samozaklenjenem stanju;
Pnevmatični sistem: sestavljen iz cilindra, vrat in cevi, plinska vir je za zagotoviti sam odkupca.
Prevozni pas proti škrbanju (sestavljen iz spodnjih nosilnih valcev)
Sredinsko poravnava stranskih vodil
1. Uporaba: Naprava služi za sredinsko poravnavo in popravitev odstopanj jeklene trake.
2. Tehnični parametri
Največja odprtina 1650mm
Najmanjša odprtina 1000mm
Material vodilnega valčka GCr15, HRC60-62
3. Strojni del: valčasti, uporablja vodilno stebno škrubevno konstrukcijo in ročnično prilagoditev.
4. Valček je nameščen na klizniku, ki ga premakne ročnik, da se giblje po vodilnem stebu na ogrodju. Širino plošče je mogoče posamično prilagajati na levi in desni strani.
5. Na strani za hrpanje je nameščen horizontalni pritiskni valček, ki preprečuje skočenje jeklenega traku iz vodilnega območja vertikalnega valčka.
Četrivtežinski stroj za podrobno ravnanje
1. Opredelitve naprave
Število drsenjskih valčkov 2
Število ravnanjskih valčkov 13
Število nosilnih valov 3 vrste zgoraj in spodaj
Premer ravnanjskih valov φ100mm×1700mm
Material ravnanjskega vala 40Cr, tvrdost ≥HRC58-62 (termična obdelava, otopina,)
Material nosilnega vala 40Cr, tvrdost ≥HB250-275 (termična obdelava, otopina, kromiranje)
Moč glavnega motorja 30kw (servomotor)
Glavni reduktor z močnimi črpalniki
2. Oblika: štirikratna težinska oblika
3. Stiskni val, ovinjen s guma, zgornji val pritiska s cisterno.
4. Ravnotežni val: ravnotežni val je glavni del stroja, ki ga sestavlja. Material za ravnotežni val je 40Cr, postopek obdelave je naslednji: izpustitev - hrub strojilni postopek - uteglenje - polzavršni strojilni postopek - očrpevanje - jemno brusenje, površinska trdnost je višja od HRC58 in površinska koračnost je Ra0.8mm. Pogonske osove so opremljene z samoprilagodljivimi osovinami ali iglavinami, ki imajo veliko nosilnost, majhno trenje in dolgo uporabno življenje. Zgornji in spodnji vrstici pogonskih valov sta opremljeni z pogonskim sistemom, tako da se zgornja in spodnja vrstica pogonskih valov aktivno vrtita; zgornja vrstica pogonskih valov jo lahko poganja motor vertikalno hkrati, pa jo je mogoče tudi prilagajati na strani vhoda in izhoda, tako da so ravnotežni valovi naklonjeni (tj., zgornji in spodnji valovi oblikujejo harmonično umirjanje, ki izboljša kakovost ravnjanja plošč).
5. Podporna kota: Da bi se zagotovila točnost izravnave in pevnost izravnalnih kot, so na vrhu in spodaj nameščene podporne kote, material za katere je 40Cr, pri čemer so nosilke koles opremljene s stegastimi ložišči. Podpora kota uporablja naklonjen mehanizem železa, ki ga je mogoče prilagajati v navpični smeri. Podpore kota so ročno prilagodljive.
6. Sistem moči: glavni prenosni sistem je centralno pogojen z motorjem, pri čemer je motorni reduktor za dviganje zgornje kote zgrajen v enotno strukturo z ukrasno in lepo obliko.
Hidravlični in pnevmatični sistem
1. Sestava:
Hidravlična postaja in hidravlične poti.
pnevmatični sistem.
2. Pregled zmogljivosti:
uporablja integrirano pumpano postajo, ki zagotavlja hidravlično energijo posameznim cilinderjem, ter je opremljena z ustrezno varnostnimi ventili, tlakomerniki, regulatorji, enosmernimi ventili, elektromagnetnimi ventili in drugim.
3. strojni del stola:
Uporaba visokokakovostnih ocelernih plošč in cevkov, varska strukturna varska konstrukcija, sekundarna stara obdelava, točno mehaniziranje na velikem grednem frizolaku, te načrtni in obdelovalni postopki zagotavljajo, da je strojna postrojitev zelo odupna, z visoko pevnostjo in stabilnostjo. Delna plošča uporablja
Vrhnega tipa goste delne plošča, rotacijska platforma načrtovanja, ki omogoča istočasno obdelavo ter pripravo za naslednjo nalaganje, kar značilno poveča delovno učinkovitost.
4.sistem odstranjevanja praha: delna plošča uporablja središčno sistem absorpcije prahu, opremljena z vodenjem za absorpcijo prahu, namenjenega odstranitvi prahu, toplogrednih plinov in drugih snovi v proizvodnem procesu.
5.prevozni sistem: Uporablja visoko precizno varske režnice in kolesarsko natančno prenosno in servno nadzorno sistem, ki zagotavlja gladkost in natančnost strojnega orodja v njegovi hitri gibanjski stanji.
6.CNC nadzorna skupina.
Kontrolni program za CNC režnjo je izgraden na podlagi operacijskega sistema Windows, in CNC kontrolni sistem omogoča polno povezovanje z strokovnim CNC programskim orodjem za laserne rezalke. Uporablja strokovno industrijsko PC računalnik za delo z grafičnim vmesnikom, je enostaven v uporabi, prijazen vmesnik, hitro se uči, vsebina je prilagodljiva, CNC program je enostavno urediti, je berljiv. Strokovna programska oprema za risanje, kot so AutoCAD, CorelDraw, ki je opremljena z bazo podatkov procesnih parametrov rezanja, s katero je mogoče med samim procesom rezanja v realnem času prilagajati rezalske parametre za dosego najboljše kakovosti rezanja.
7. program za gnezdenje:
(1) posebej razvit za CNC rezalke, programska oprema za risanje in gnezdenje za uporabo na računalniku. Glavne funkcije vključujejo risanje v CAD, novo različico programske opreme CAM-DUCT za razgradnjo trubov, optimizacijo DXF/DWG, interaktivno gnezdenje, avtomatsko programiranje ter simulacijo in preverjanje rezanja ter izračun stroškov.
(2) Program CAM-DUCT za zrakovode vsebuje 300+ grafičnih programov za zrakovode, ki omogočajo enostavno postavitveno razporeditev več grafičnih super plošč in samodejno deljenje s samodejnim izbirom ustrezne velikosti spojnega vretna.
(3) Program za gnezdenje je jedrska tehnologija stroja za CNC rezanje, ki omogoča "polnočasno rezanje, učinkovito rezanje in rezanje z visoko stopnjo gnezdenja", kar je osnovna jamstva za učinkovito širanje jekla in izboljšanje učinkovitosti rezanja.
Režim hlajenja
Strojni sistem vodne hladjenja omogoča dvostruko temperaturo in dvojni nadzor, dve vodne poti hladijo dve jedrske lokaciji, temperatura hladilne enote se prikazuje na digitalni tabli, kadar preseže vodna temperatura določeno mejo, bo hladilna enota samodejno hladila, kadar pa je vodna temperatura nižja od določene temperature, bo hladilna enota samodejno ustavila hladenje.
Velikost strojnega postrojeva

Model 3015 ima učinkovit rezni hod dolg 3 metre * 1,5 metre širok, skupna dolžina stroja zaseda približno 20 metrov, širina pa približno 5 metrov.
Zavezanost storitvi
Predprodajna storitev:
Na podlagi razvojnih potreb strank, iz vidika dejanske uporabe strank, ponujamo primerno tehnično usmerjanje in kompletno informacijo o napravi;
Reševanje različnih težav, ki jih postavljajo stranke, s pregledom tehnične izvednosti, za stranke ali za pomoč strankam pri načrtovanju in razvoju programa za laserjevo obdelavo;
Ponujamo prikaz naprave, da lahko stranke obiščete za pregled, vzorčenje, preizkus stroja in drugo.
Prodajna storitev:
Na mestu dejanske uporabe stroja stranke pregled in analiza, glede na stransko lokacijo pomagamo uporabnikom pri načrtovanju in oblikovanju lokacije ter razporejanju vode, elektrike, plina za napravo in drugo;
Strankam posredujemo kompletno dokumentacijo za delovanje naprave, sicer pa tudi izvajanje izobraževanja za uporabnike naprav;
Poprodajne storitve:
Na mestu namestitve uporabnikom ponujamo izobraževalne programe, ki vsebujejo prakso pri delu z napravo, dnevno vzdrževanje ter varno uporabo naprave, da bi se zagotovilo, da bodo uporabniki kmalu osvojili postopke in metode delovanja naprave ter lahko samostojno uporabljajo napravo za proizvodnjo in obdelavo;
Po montaži in nastavitvi celotnega sistema na strani uporabnika začne teči enoletni jamstveni obdobja za stroj, laser pa je jamstveno obdobje dolgo dva leta;
V jamstvenem obdobju bo podjetje tudi redno pošiljalo strokovnjake za stranske storitve, da na mestu opravijo tehnične pregledi uporabnikove opreme, redno izvajajo običajno vzdrževanje in preverjanje naprave ter odgovarjajo na vprašanja, ki jih postavi uporabnik.
Drugi pogoji
1、Napredovanje projekta
Cikelni čas približno 45-60 delovnih dni, glede na pogodbeni cikel za dokončanje načrtovanja, proizvodnje in sprejemanja dela ter pošiljanje strani zahtevatelja;
2、Namestitev in prizagajanje
Oprema je prevožena strani zahtevatelja, cikel namestitve in prizagajanja traja 7-10 dni;



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE