| Model stroja | sila ohbja (KN) |
Gibljiva širina (mm) |
Razmik stolpcev (mm) |
Odprta višina (mm) |
Globina grlene (mm) |
Takel žice (mm) |
vertikalna plošča | bočna plošča | krožnik | Moč glavnega motorja (KW) |
Teža hidrauličnega olja (L) |
hitrost (mm/s) | Zunanje razmere (mm) | ||||
| debeline (mm) | Vozi | neutraliziraj | povratna pot | Razsežnosti dolžine | Širina | Višina | |||||||||||
| PBS-63/1500 | 600 | 1500 | 1200 | 580 | 350 | 215 | 70 | 40 | 50 | 8.7 | 130 | 185 | 19 | 180 | 2000 | 1620 | 2470 |
| PBS-63/2100 | 600 | 2100 | 1600 | 580 | 350 | 215 | 70 | 40 | 50 | 8.7 | 170 | 185 | 19 | 180 | 2600 | 1620 | 2470 |
| PBS-63/2550 | 600 | 2550 | 2050 | 580 | 350 | 215 | 70 | 40 | 50 | 8.7 | 200 | 185 | 19 | 180 | 3150 | 1620 | 2500 |
| PBS-100/3200 | 1000 | 3200 | 2700 | 580 | 390 | 215 | 80 | 50 | 60 | 10.8 | 300 | 220 | 17 | 210 | 3720 | 1720 | 2550 |
| PBS-100/4100 | 1000 | 4100 | 3600 | 580 | 390 | 215 | 90 | 50 | 70 | 10.8 | 400 | 220 | 17 | 180 | 4620 | 1720 | 2550 |
| PBS-150/3200 | 1500 | 3200 | 2700 | 580 | 405 | 215 | 90 | 60 | 70 | 13.2 | 300 | 180 | 14 | 180 | 3780 | 1730 | 2600 |
| PBS-150/4100 | 1500 | 4100 | 3600 | 580 | 405 | 215 | 100 | 60 | 80 | 13.2 | 400 | 180 | 14 | 170 | 4680 | 1730 | 2600 |
| PBS-220/3200 | 2200 | 3200 | 2700 | 580 | 405 | 215 | 100 | 70 | 80 | 16.7 | 300 | 160 | 12 | 160 | 3830 | 1800 | 2670 |
| PBS-220/4100 | 2200 | 4100 | 3600 | 580 | 405 | 215 | 110 | 70 | 90 | 16.7 | 400 | 160 | 12 | 150 | 4730 | 1800 | 2670 |
Opombe: N je število osi, vključno z Y1, Y2, X, R in drugimi osemi; V je kompensacijska osa (mehanična kompensacija)
Seznam konfiguracije stroja CNC PBS100T
|
ŠT. |
Ime |
Model |
Znamka |
|
|
1 |
CNC sistem |
DA53T |
DELEM, Nizozemska |
|
|
2 |
Strojnik za zadnje prevoze |
EM3G-09 |
ESTUN |
|
|
3 |
Pogonski strojnik za zadnje prevoze |
ED3L-10AMA |
ESTUN |
|
|
4 |
Glavni vretni hidrauličnega sistema |
Elektro-hidraulična servohidraulična vretna plošča |
Bosch-Rexroth, Nemčija |
|
|
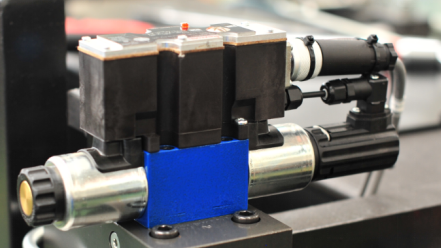
Sestava sinhronizacijskega nadzora |
a. Vretnik nazadnega tlaka |
|||
|
b. Ventil Poppet |
||||
|
c. Sorazmerni servovalvi |
||||
|
Hidravlična upravljanja skupina |
a. Kartušni ventil |
|||
|
b. Senzor tlaka |
||||
|
c. Smerne valve |
||||
|
d. Sorazmerni regulacijski valvi za tlak |
||||
|
5 |
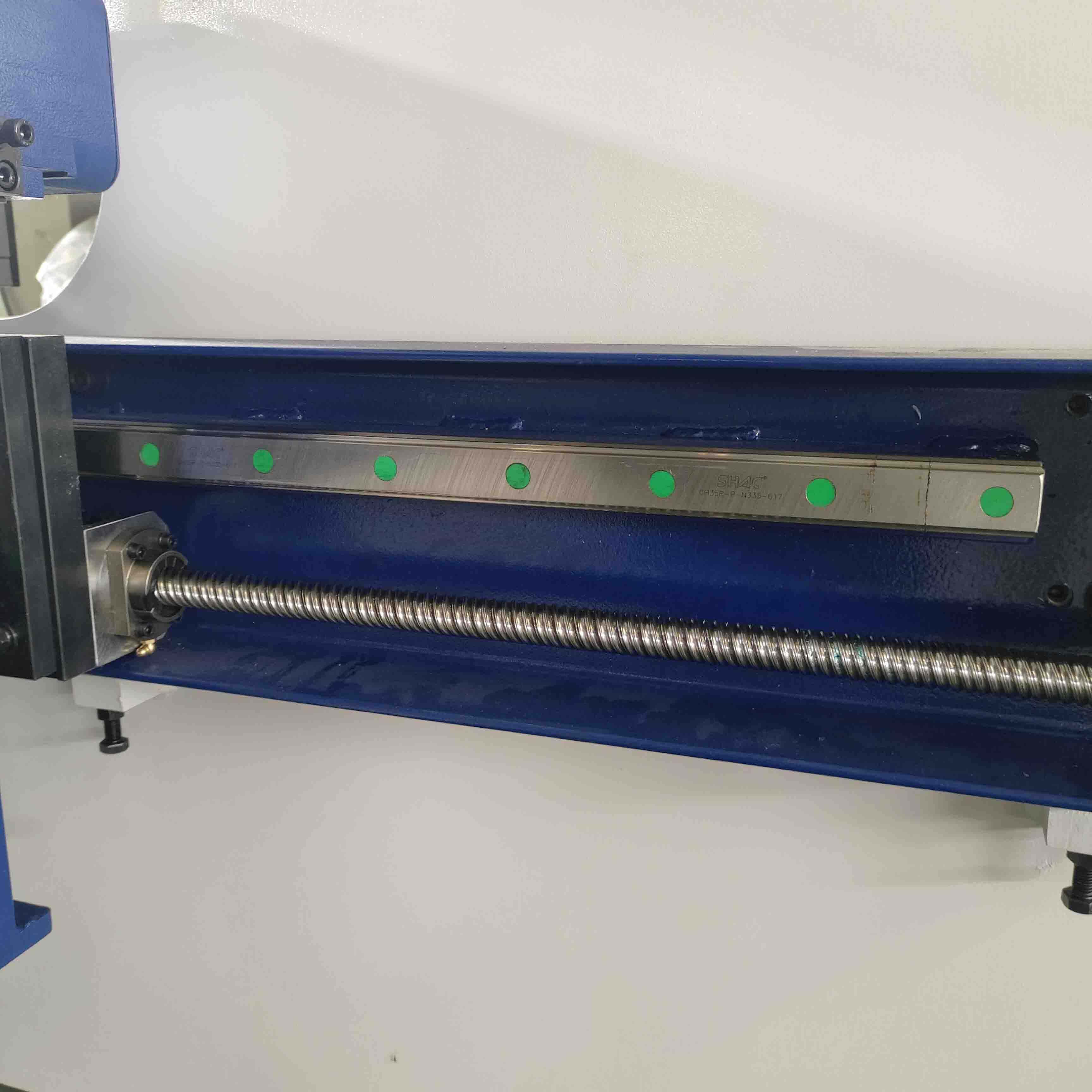
Linearni vodniki |
35 |
AIRTAC/SHAC |
|
|
25 |
AIRTAC/SHAC |
|||
|
6 |
Krogla škrabela |
880/1000 |
PMI/Nemčija VOLLEY |
|
|
7 |
črpalka za olje |
LXPG1H-20 |
Bosch-Rexroth, Nemčija |
|
|
8 |
Cilinderska pečat |
Set A kompletna množica pečatov |
PARKER ali SKF. |
|
|
9 |
Kompletna množica visokotlakih črpalnih vrvi |
1.GE16 ZSR 3/4EDCF |
PARKER/BRENNAN (ZDA) |
|
|
2.GE28 LR3/4EDOMDCF |
||||
|
3. W10 ZLCF |
||||
|
4. WH10 ZSR KDSCF |
||||
|
5. WH10 ZLR KDSCF itd. |
||||
|
10 |
Stikalci |
GGRMP |
SIT |
|
|
11 |
Kontaktorji AC / gumbi |
LC1D, XB2B, OSM |
Schneider |
|
|
12 |
Nogo stikalci |
HRF-HD5NX |
Korejski proizvajalec |
|
|
13 |
Glavni servomotor |
EMB-1ZDDRC22(10.8KW) |
ESTUN |
|
|
14 |
Glavna servoposrednica |
PRONET-1ZDDRC |
ESTUN |
|
|
15 |
Magnetna merilna lestvica |
MPS/GVS215LC |
OPKON, Turčija |
|
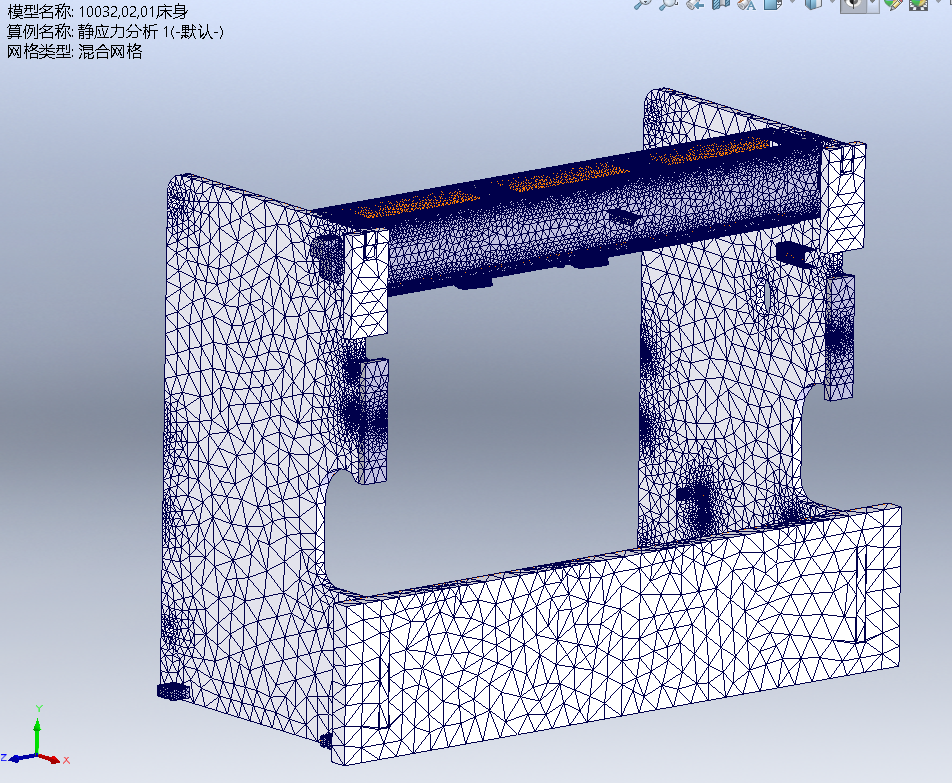
Korpus stroja je zasnovan s pomočjo optimizacije končnih elementov, da se zagotovi, da ima stroj visoko stopnjo moči in krutosti med uporabo.
V primerjavi s tradicionalnim CNC obočnim strojem uporablja glavni motor s servomotorjem, dodaja tlakovni senzor, poveča hitrost motora, poveča hitrost toka tekočine in premik pompuja, pri čemer je premikanje Y-osi mehkeje in učinkoviteje, pri čemer se učinkovitost obočanja poveča za 30% v primerjavi z glavnimi modeli na trgu;
Glavni pogon z uporabo servomotorjev, hitrost Y-osi v vsakem stanju je drugačna, kar znatno zmanjša hidravlično prelitovanje, s tem pa tudi porabo energije in temperaturo olje, s katerim se shranjuje 30-40%, zaradi nizeče temperature olja pa se znatno podalji življenjski čas hidravličnega olja;
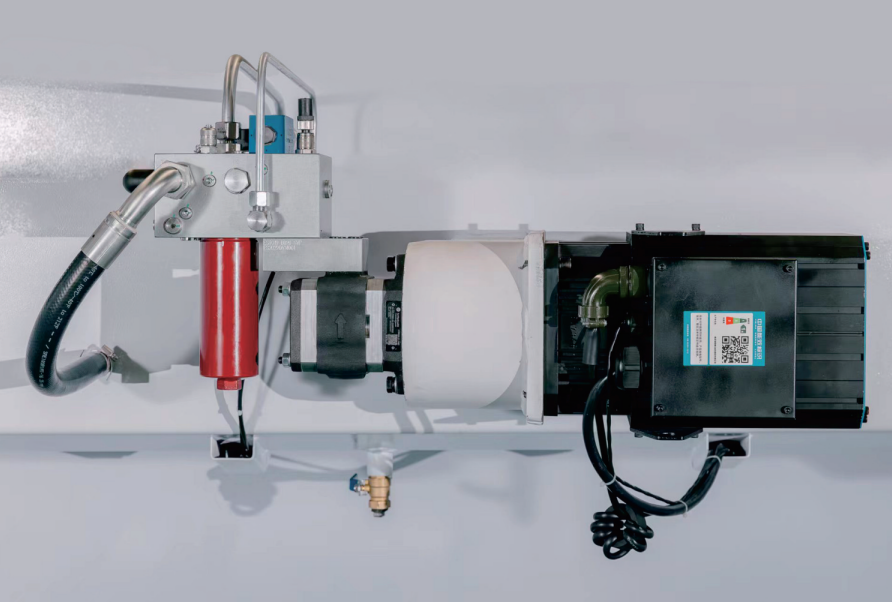
Uporaba nemške Rexrothovega popolnoma zaprtega elektronsko-hidravličnega servosinhronizacijskega nadzornega sistema omogoča, da ima strojni sklop visoko stabilnost in natančnost med visokorazmernim delovanjem.
Z bolj razumenim zaprtim višino, globino grla, notranjo blokovno razdaljo in hitrostjo kliznika, v primerjavi s glavnimi ognjišči izognjenih strojev so izboljšani, enostavno se ukrivlja, poberete velike, kompleksne delove, brez dodatnih stroškov se lahko bolje realizira.
Celotna čelica je svarjena kot celota, z močno protisvetovno lastnostjo.
Uporabljamo vibracijsko starenje za odstranitev notranjega napetosti okvirja, dobra stabilnost, okvir se ne deformati.
Okvir je oblikovan v petostranskem obralnem centru, kar zagotavlja vzporednost in pravokotnost vsakega nameščalnega površja.

V grlu okvirja je nameščen mehanizem 'C' okvirja, natančnost in stabilnost ukrivljanja se lahko zagotovi.
Oglatovalne plošče hidrauličnih cilindrov, cevi za spoje za ZDA PARKER/SKF ali ZDA BRENNAN, močno segretiranje, dolga življenjska doba;
Uporabljamo najnaprednejši popoln zaključni elektrohidravlični servosinhronizacijski nadzorni sistem;
Orodje lahko deluje neprestano pod določeno obremenitvijo, medtem ko hidravlični sistem zagotavlja brez potečev in z visoko natančnostjo neprekinjeno stabilno obdelovanje;
Hitrost ustavljanja je hitra in je visoka natančnost lokacije;
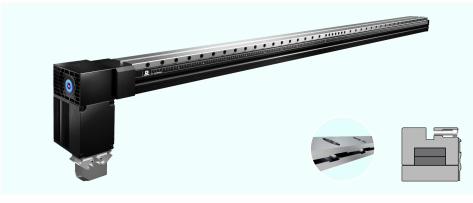
Osi X in R sta pogona s uvoženimi kroglimi škrabniki, vodljivi po linearnih vodilih in pogona s digitalnimi AC servomotorji z funkcijo upravljanja ustavljanja;
Prst za ustavljanje se giblje levo in desno po linearnem vodilu, z funkcijo mikroprikazovanja v smeri naprej in nazaj, enostaven za uporabo in z visoko natančnostjo;
Uporaba edinstvene strukture za ustavljanje, z funkcijo prsta za ustavljanje na enem~trih ravneh, razširitev obsega blokiranega materiala;

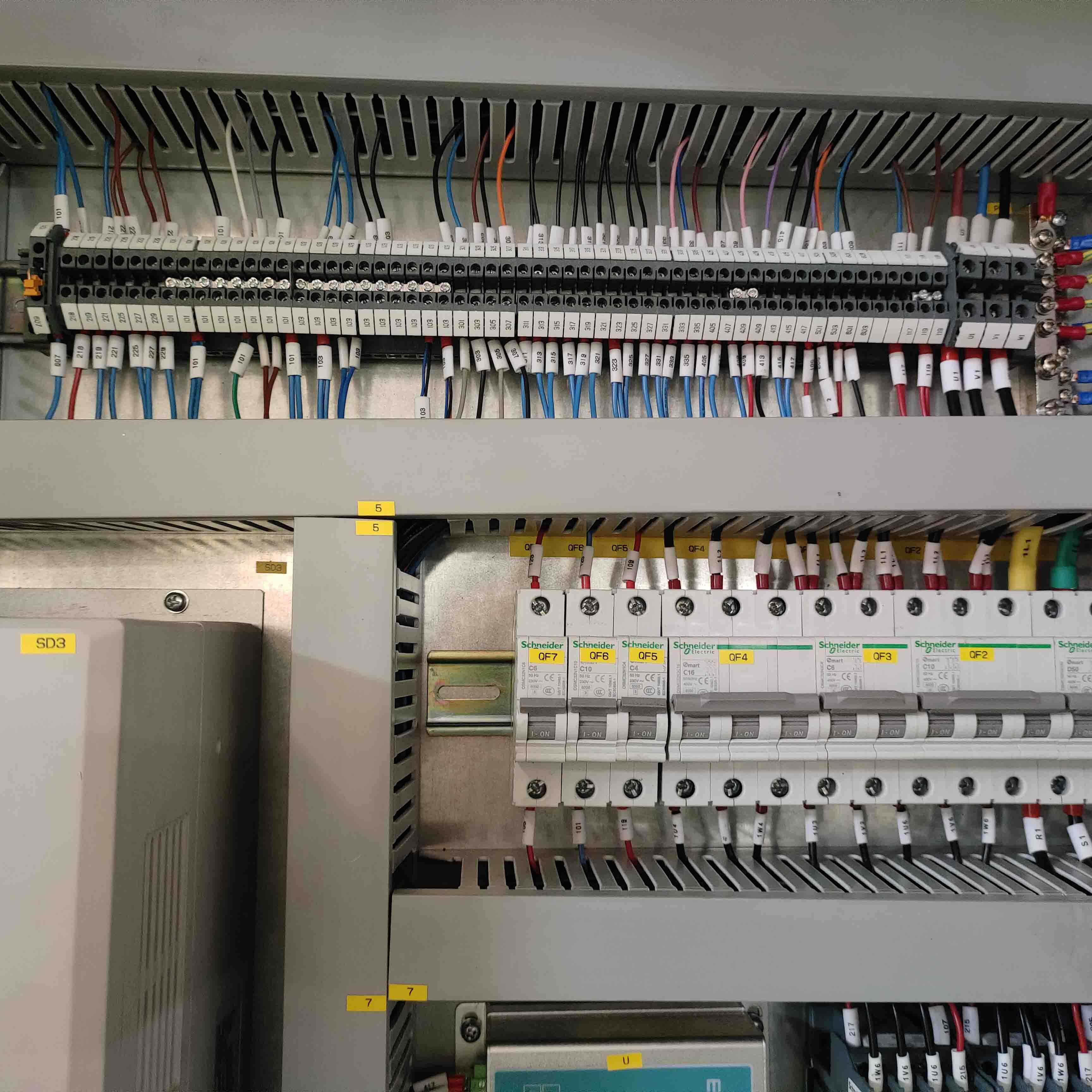
Električne komponente uporabljajo tujih ali zveznih znamk, ki so v skladu s mednarodnimi standardi, in je elektronski nadzorni kabinet opremljen s spletnim napravom za odvajanje toplote;
Analogni kabel je zaslonjen pred električno motnjo;
Gereziranje električnega nadzornega kozesa izpolnjuje nacionalni standard ravni varstva IP54;
Nogalni preklopnik ima dvojni nogalna pedala, ki omogočata gibanje navzgor in navzdol, praktično in enostavno za uporabo;
Na oblikovanem delu središnji rov in ravninska namestitvena plosčica strojne kompensacije;
Uporablja strukturo goste točke na postranskem klini za kompensacijo, da se izpolnijo zahtevki glede kotne natančnosti pri ohnjenju celotnega dela.
Standardno opremljen z integriranim zobnjackim motorjem, aluminijevim ogradnim listom in meritvijo;
Zaprti sistem kompensacijskega nadzora, visoka natančnost nadzora, količina kompensacije je avtomatsko izračunana in nastavljena v CNC sistemu, da se zagotovi enakomernost kota ohnjenja po celotni dolžini;
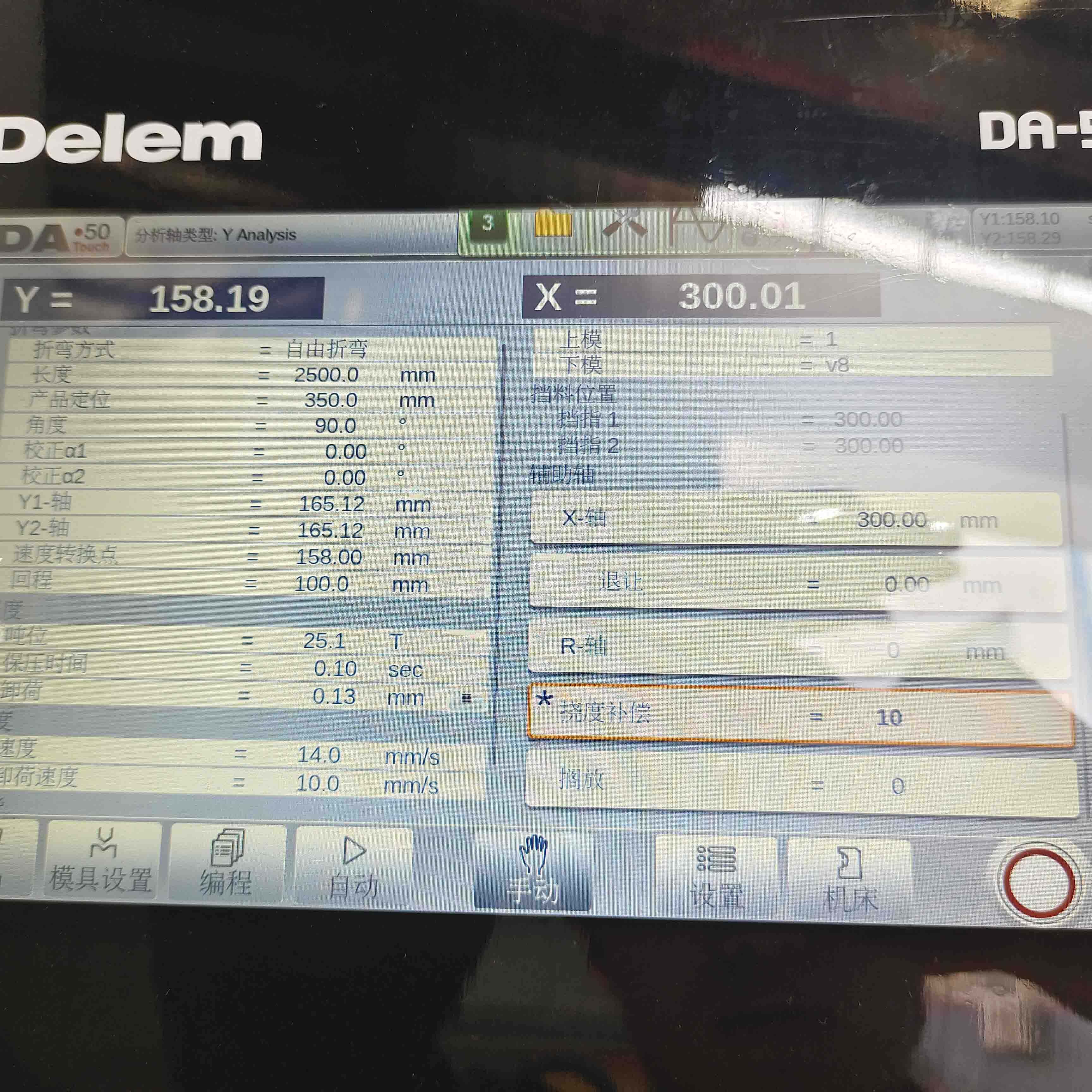
Nizozemska DELEM družba DA53T numerični nadzorno sistem
1, 10.1” visoka ločljivost resničnih barv TFT zaslon;
2, Največ štiri-osi nadzor (Y1, Y2, X, R os);
3, procesor 266MHZ;
4, notranja shramba 1 GB;
5, USB shrambna vmesnik, RS232 vmesnik;
6, knjižnica form, 30 zgornje forme, 30 spodnje forme;
7, vgrajeni programabilni PLC, stabilen in zanesljiv, skozi logiko lahko shranite strojno povezovanje;
8, enostransko hitro programiranje parametrov, navigacijske bližnjice;
9, samodejno izračunavanje odmika tabele;
10, standardno podatkovno programiranje, grafično programiranje po voljo, podpora za velike lokne, tlak na dno;
11, naprava za hitro ustavitev na plošči;
12, samodejno izračunava tlaka za ognjenje, varnostna zona za forme;
13, spletni orodji za analizo teka;
14, baza podatkov za korekcijo kota;
15, funkcija diagnostike sistema;
16, Delem-Linux operacijska platforma za zagotavljanje stabilnosti delovanja sistema, podpora za takojšno izklopitev;
17, standardno programska oprema za offline programiranje;
18, izbirna funkcija povezave dveh strojev;
19, diagnostične funkcije, lahko spremljajo IO digitalni, analogni spremljalnik, stanje vsake osi;
20, samodejno skupno štetje delovnega časa stroja in števila obočevanja;




 SL
SL
 EN
EN AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE