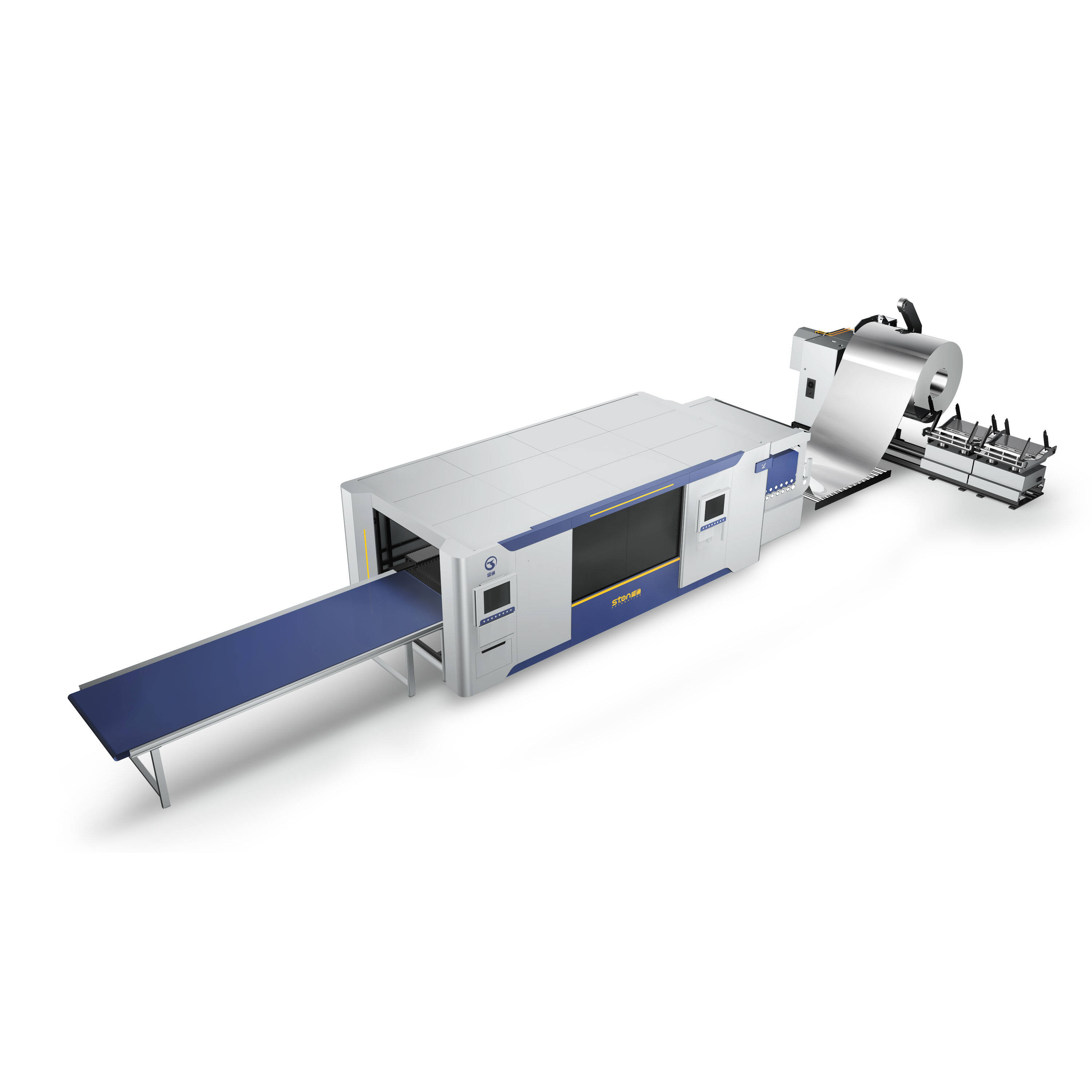
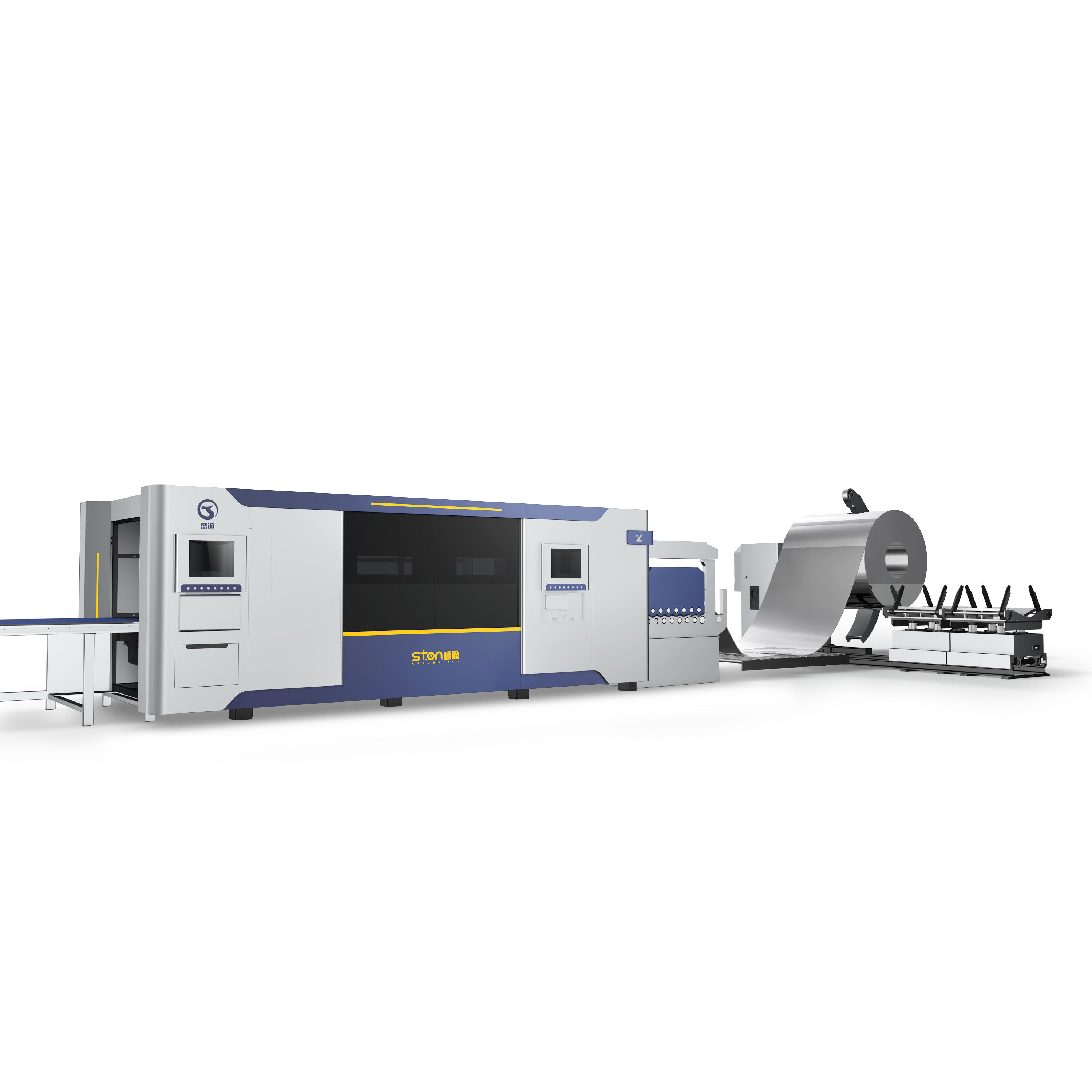
Ერთ-ერთი პროდუქციის ხაზი, რომელიც შეძლებს განსაკუთრებით ზუსტად და სწრაფად დაჭრას განსხვავებული მასალები, ყოველთვის უზრუნველყოფს ერთforma ხარისხს. STON LZ1401 გთავაზობს უმაღლეს ეფექტიურობას და პროდუქტიურობას, რაც ხდის მას უკეთეს ამოხსნას თქვენს შემმუშავების საჭიროებებისთვის. რატომ აირჩიეთ STON LZ1401?
Უმარტივესი ხარისხი: ჩვენი ლაზრის ჭრის ტექნოლოგია უზრუნველყოფს ზუსტ და ერთforma შედეგებს, რაც გაუქმებს პროდუქციის განახლების საჭიროებას და შემცირებს მასალის გაკარგვას.
Ღ Georgian რის ძალა: პროდუქციის დროს გარკვეული დროზე გაუმჯობესებით და მასალის გაკარგვის შემცირებით, STON LZ1401 გეხმარება გარკვეული მűნასაფარი ხარჯების შენახვაში.
Მომავალთან ერთად: როგორც ტექნოლოგია განავითარება, STON LZ1401 შექმნილია თქვენი ბიზნესის განავითარებისა და გაზრდისთვის.
Აპარატურის პარამეტრები
|
|
ნედლეული |
Ცივად გადარიცხული ფული, გალვანიზებული ფული, რასტვენი მასალა |
|
2 |
ლამელის thicკნები |
0.5mm ~ 2.0mm |
|
3 |
ფულის სიგანე |
1000mm~1500mm |
|
4 |
Წონა როლზე |
≤10T |
|
5 |
Რულის შიგნადეგი დიამეტრი |
ø508mm-Ø630mm |
|
6 |
რულის გარე დიამეტრი |
ø1000 ~ Ø1600mm |
Დამზადებული პროდუქტის პარამეტრები
|
1 |
ზღვის ხარისხი |
Ლამელის ზღვა არის სიბრტყედ და არ დაემატება ნებისმიერი გამოსაკვლევი ndefects; |
|
2 |
Სიბრტყედობის ზუსტება |
±1mm/m2 |
|
3 |
Დიაგონალური ზუსტება |
≤1მმ/2000მმ |
Ერთეულის პარამეტრები
|
1 |
Ტრანსპორტირების სიჩქარე |
5მ/წუთი |
|
2 |
Ერთეულის ხაზის სიჩქარე |
Განკუთვნის მაशინის ხაზის სიჩქარე 0~12მ/წუთი (რეგულირებადი) |
|
3 |
Მოძრაობის სიმაღლე |
+800მმ |
|
6 |
მოძრაობის მიმართულება |
(დაerahvebulი ფინალური სამუშაო განრიგის მიხედვით) |
Ტექნიკის მუშაობის პირობები
|
1 |
Ძალის პარამეტრები |
3φ ცვლადი 전류, 400V±5%, 50Hz±2% |
|
2 |
Ჰაერის წყარო (კომპრესორული ჰაერი) |
Წნევა: 0.5~0.6MPa გადასვლა: 0.6m3/мин |
|
3 |
წყალის წყარო |
Განსხვავებულ მოთხოვნები არ არის |
Ობიექტის ფერადი ჩამოსახატველი
|
1 |
Ძირითადი ფერი |
სტანდარტული ობიექტი |
|
2 |
Მოძრაობის, უსაფრთხოების და სხვა კომპონენტები |
Კონფიგურაცია ძირითადი ფერის (ყვითელი/ნარინჯი) მიხედვით |
|
3 |
Ელექტრო შაფოს, მűსამართველი კონსოლები, საწვავის ტანკები |
სტანდარტული ობიექტი |
Ობიექტის ძირითადი კონფიგურაცია
|
Ნომერი |
Კატეგორია |
Სახელი |
Მაღაზია და ბრენდი |
Რაოდენობა |
|
1 |
ლაზერი |
ბოჭკოვანი ლაზერი |
Shenzhen Chuangxin 6000W |
1 |
|
2 |
ლაზერული თავი |
ფიბრული ლაზრის ჭრის სისტემა |
Shanghai Jiaqiang |
1 |
|
3 |
Გამყიდველი სისტემა |
წყლის გამაგრილებელი |
Wuhan Hanli |
1 |
|
4
|
CNC სისტემა
|
Მოძრაობის კონტროლის სისტემა |
Შანგჰაი ვეიჰონგ |
1 |
|
Სერვო მოძრაობის სისტემა |
Შენზენ ვეიჩუანგ |
4 |
||
|
Დაკლების გარდაქმნები |
Იაპონია ბეტო |
3 |
||
|
Ელექტრო კომპონენტები |
Შნეიდერ, ფრანცია |
1 |
||
|
Პნევმატური კომპონენტები |
Ანუოჩი, გერმანია/იადეკ, ტაივანი |
1 |
||
|
5
|
Მაशინის სხეული
|
Ოპერაციული სამაგრი |
Განტოლებული ტიპი |
1 |
|
Სახელმძღვანელო რელიეფი |
Ტაივანური Heqing |
1 |
||
|
Სლაიდერი |
Ტაივანური Heqing |
10 |
||
|
Რკაცი და ზღვის გერო |
Ტაივანური Kotai |
1 |
||
|
Საწერი |
Კვადრატული 菅-ის სახელმწიფო და გაცხადება |
1 |
||
|
炯炯-ის გამოსვლა |
炯炯-ის ტუბი |
1 |
||
|
6
|
Დამახასიათებელი საშუალებები
|
Მასალების რეკვე |
10T ჰიდრაულიკური მასალების რეკვე |
1 |
|
Დონინგის მაशინა |
15-როლის ზუსტ დონინგის მაშინა |
1 |
||
|
Კავშირის მაშინა |
Როლების კავშირის მაგიდა \/ ბელტის თაფლის კავშირის პლატფორმა |
1 |
||
|
Ჰაერის კომპრესორი |
1.6Mpa ჰავას კომპრესორი ლაზერისთვის |
1 |
Სამუშაო გარემოს მოთხოვნები
|
Ნივთი |
Სახელი |
Მოთხოვნები |
Შენიშვნები |
|
Ელექტროენერგიის მიწოდება
|
Საერთო ჩაყრილი საშუალება ძნელობა |
≤50KVA 380V\/220V±5% |
რекომენდება 100kva საშუალების ძნელობის გამოყენება სხვა ადგილებში ავტომატური ძნელობის და წ전დების სტაბილიზატორები უნდა ინსტალირებინა. |
|
Მიწის რეზისტანცია |
≤4 ომი |
||
|
Ინსტალაციის მართულების ახლოს უნდა არ იყოს ძალიან ძალური ელექტრომაგნიტული სიგნალის შე섭ება. იზარიანეთ რადიო გამოგზავნის სადგურები ან რელეის სადგურები ინსტალაციის ადგილის გარშემო. |
|||
|
Წყალი |
Წყალი გამართული წყალის გამოყენება |
უნდა გამოიყენოს გაფილტრებული, დეიონიზებული ან დისტილირებული წყალი გაზები |
|
|
გაზი |
Ჟანგბადი, აზოტი |
Ჩистотა > 99.5% |
Პარამეტრები ვარიაცია მასალის გამუშავების მიხედვით |
|
Ჰაერის კომპრესორი |
Წნევა ≥1.6მპა |
||
|
Სამუშაო გარემო
|
Температура |
5-40 გრადუსი |
|
|
Ტენიანობა |
≤80%, არ არის კონდენსაცია |
||
|
Ფუძე |
Ამპლიტუდა <50μm, ამპლიტუდა გაჩერება <0.05g; არ არის დიდი შტამპირების ვიბრაციული მოწყობილობები ახლოს. |
Თუ ვიბრაციის წყაროს საჭიროა ანტივიბრაციული ხეობის გაკეთება |
|
|
Მოწყობილობების სავარაუდო სფეროს მოთხოვნები იქნება ისე, რომ არ იყოს 炯ჯანა და ნელი, რათა მეტალის გარეშე გამოვიყენოთ პოლირება და გრაბატება და სხვა ნელიანი მუშაობის გარეშე, და უნდა იყოს ანტისტატიკური საწინააღმდეგო საწინააღმდეგო კაბელი |
|||
Მომავალი ტრალი
1.ტექნიკური პარამეტრები:
Ტოლი მოცულობა: 20T
Მოძრაობის სიჩქარე: 5-7 მ/წმ
Ჰორიზონტული მოძრაობა: ჰიდროლიკური მოტორი
2.ტრალი მოქმედებს ხელმისაწვდომ უარედულ მომავალ კონტროლის ბლოკით, მოცულობა აიღებს მასალის მომავალ სამაგრიდან და გადაადგილებს გამოვლის ღერძის ღერძის ღერძზე, შემდეგ მასალის მოცულობის შიგთავსი გადადის გამოვლის ღერძზე, შემდეგ ტრალი ჩამოდის და დაბრუნდება თავის საწყის პოზიციაზე.
3.ზედა გამოვლის ტრალი ძირითადად შედგება V-ფორმის სადგურის ფუძედან, სხეულის და არის მოწყობილობა მექანიზმით არის ათვალების სისტემა.
4. მანქანის კორპუსი წყვეტილი სტრუქტურული ელემენტებია, გარეშე თორის სტრუქტურა, მანქანის კორპუსი გადაადგილება მოტორის მიერ, რათა ტროლი გადაადგილებული იყო რეილზე.
5. აღწერის მექანიზმი შედგება აღწერის სხეულის, მისამართებელი მექანიზმისა და აღწერის ჰიდროავლის ცილინდრისგან, აღწერის სხეული გამოიყენება სამუშაო სამაგრის სტრუქტურას, რომელიც აღწერს და ჩამოწერს გარკვეულად.
6. ტვირთის ტოლეის ზედა გარშემო წარმოადგენს მხარდაჭერის პლატფორმას, რომელიც შედგება V-ფორმის სურათის კურში. ტოლეის მუშაობისას ჰიდრაულიკური ცილინდრი აღარავს მანქანის სახელმძღვანელოს, რათა ანაპირებს ან ჩამოაყალიბოს ტოლეის მოცულობა, ხოლო მოტორი გადააქმნის ტოლეის რკალებს, რათა ტოლეი გადაადგილებოს წინ ან უკან რკალზე. მუშაობისას, ტოლეის ზედა ნაწილზე მდებარე V-ფორმის კურა ჰიდრაულიკურ ცილინდრის მიერ აღარავს რულებს და ამაღლებს მათ საჭირო სიმაღლეზე, შემდეგ მოტორის გადააქმნის მექანიზმი გადაადგილებს ტვირთის ტოლეის ალუმინის რულების რადიუსის მიმართულებით რკალზე და ამაღლებს პლატფორმას განხრილი მხარდაჭერის ცილინდრის ცენტრში, შემდეგ რულები აღარავენ და აკავშირებენ განხრილის ღერ Gaussian მოძრაობას.
7. ტვირთის ტოლეის კაბელები და ჟიდები დაცულია მხარდაჭერის ჯაჭვით.
8. ჟიდები და კაბელები დაცულია გადატანის ჯაჭვებით.
Hydraulic Cantilever Uncoiler
1.ტექნიკური პარამეტრები:
Ტიპი: განსაზღვრული ტიპი, მონაკვეთის ჰიდრაულიური მხარის დამახმობით, ჰიდრაულიური შეყვანა-გამოყვანა.
Ტონის მოცულობა: ≤10T
Ღერძის ჩაჭერის დიაპაზონი 50mm
Გაფართოება და ჩაჭერა ჰიდრაულიური მძივის მიერ
Მძივი/ძალა AC7.5kw
Გაჩერება: ჟანავის დისკის გაჩერება
2. ფუნქცია: გამოწერი გამოიყენება ლენტის რულის გახსნისა და განსაზღვრული მასალის სინქრონური დამყარებისთვის.
3. სხეული და ფუძე:
Მაशინის სხეული და ფუძე არის გელათის გადამუშავების მეთოდით გადაჭრილი სტრუქტურა.
4. ღერძი:
Მანდრელის ზრდა და ჩასვლა ხდება ჰიდროლიკური ცილინდრის გაშუალებით, რომელიც გაფართოებს ქუთის საშუალებით.
Გამოტანის მანდრელი შედგება სამი გაფართოების ქუთისგან.
Სპინდლის მასალა: 40Cr, გამoderებული გადამუშავება.
Როლი: არის შემდგომი თეთრი პლატონის კომპოზიცია, პლატონის კონკავ-კონვექსური გადახრის ტიპი, რათა არ წეროს ნიშანი პლატონის შიგნით განთვალიერებული საფეხური. ზრდა და შეკუმშვა ცილინდრის გარეშე ჰიდროლიკურად გადაადგილებულია, როლის ერთი გამრუდებული პლატო მასში შკალა არის.
5. ძალის გადაცემა:
Ავტომატური რეჟიმში მუშაობისას, ლამელა აქტიუალურად გამოტანილია გამოტანის მიერ, და მოტორი, კონტროლ სისტემის გარეშე, შექმნა ბუფერის შედეგი ნაშთის მასალა.
6. გამოტანის პროცესში, მოტორის პარამეტრები (სიჩქარე, ტორყი და ა.შ.) კონტროლირებულია როლის მასალის პარამეტრების მიხედვით
7. ძირითადი მოტორი და ძირითადი გადაცემა: მოტორი გამოტანის პროცესში შემდეგ ფუნქციები ასრულებს:
Ნაშთის სინქრონიზაცია.
ლამელის შესატანად.
Პნევმატიკური გამოწვევა მоторზე, რათა მანქანა გაჩერდეს გაჩერების ან „განახლების“ შემთხვევაში.
Გამოყენების რეჟიმი: მოტორის რედუქტორის გადაცემა გეარბოქსში, გეარბოქსის გეარი გადაცემა გან nowrap-ის ღერძზე.
Რელის დამახსოვრების მხარდაჭერა
Რათა არ ჩამორთოს ღერძი, არსებობს ჰიდროლიკური დამახსოვრების მოწყობილობა, რომელიც გადაადგილებულია ჰიდროლიკური ცილინდრის მიერ.
Მხარდაჭერის ბრაჭები აღადგილდება და ჩამოდგილდება ჰიდროლიკური ცილინდრის მიერ, და შემდეგ აღადგილების შემდეგ ისინი მდებარეობენ თავის დაბლოკილ მდგომარეობაში;
Პნევმატიკური სისტემა: შედგება ცილინდრისგან, ვალვებისგან და ტუბისგან, ხარისხი გამოადგილებს მისაყიდელი თავისი გასამართლი.
Ანტი-ხახუნის როლების ტრანსპორტირება (შედგება ქვე-ბირთვის როლებისგან)
Გვერდის გამართვის მოწყობილობა
1. გამოყენება: მოწყობილობა გამოიყენება ფერონის გვერდის გამართვისა და გადახრის გამოსაცდელად.
2. ტექნიკური პარამეტრები
Მაქსიმალური გახსნის სიგანე 1650 მმ
Მინიმალური გახსნის სიგანე 1000 მმ
Მასალა როლისთვის GCr15, HRC60-62
3. სტრუქტურა: როლების ტიპი, გამოყენებული გაიდინგის სველის სტრუქტურა და ხელსაწყოების რეგულირება.
4. როლი მდებარეობს სლაიდერზე, რომელიც ხელსაწყოებით გადაადგილება გაიდინგის სველზე კადრში. ფურცელის სიგანე ჩაირეგულირება მარჯვნივ და მარცხნივ განსხვავებულად.
5. მომავალი მხარეზე დაყენებულია ჰორიზონტალური წნევის როლი, რომელიც არასარგებლობს ფეროს ლენტის გამოსვლას ვერტიკალური როლის გაიდინგიდან.
Ოთხ წონის ტიპის დეტალური გაწერივის მაशინი
1. აპარატის პარამეტრები
Ნიპინგის როლების რაოდენობა 2
Გაწერივის როლების რაოდენობა 13
Მახურის როლების რაოდენობა 3 რიგი ზედა და ქვედა
Გლადარების როლების დიამეტრი φ100mm×1700mm
Გლადარების როლის მასალა 40Cr, Gaussian ≥HRC58-62 (გათბობა, გამყარება)
Მახურის როლის მასალა 40Cr, მოკლე მაღალი ≥HB250-275 (გათბობა, გამყარება, ქრომის ჩაფრივება)
Ძირითადი მოტორის ძალა 30kw (სერვო მოტორი)
Ძირითადი რედუქტორი მძლავარი გარდაქმნის რედუქტორი
2. ფორმა: ათწილადი ტიპი
3. შეკრების როლი 椽 მ椽 რubber, ზედა როლი ცილინდრის გამოყენებით ჩამოწერილია.
4. გასწორების რული: გასწორების რული არის მანქანის ძირითადი მუშაობის ნაწილი, გასწორების რულის მასალა არის 40Cr, მუშაობის პროცესი შედგება შემდეგი ეტაპებისგან: გამოტანა - ცხადი მუშაობა - გამრავლება - ნახევარი სრულყოფილი მუშაობა - გამრავლება - ზointed მუშაობა, ზედა მოკლეობა HRC58-ზე მეტია და ზედა სრულყოფილობა Ra0.8mm-ია. მუშაობის რულების ჭირის მიღებისთვის გამოიყენება თვითმოწყობილი ჭირები ან იğი ჭირები, რომლებიც მiliki დიდი მოწყობილობა, მცირე წინააღმდეგობა და გრძელი მუშაობის პერიოდი. ზედა და ქვემო რიგების მუშაობის რულები არის ოჯახური სისტემის განყოფილებით, რათა ზედა და ქვემო რიგების მუშაობის რულები აქტიურად როტირდეს; ზედა რიგის მუშაობის რულები შეიძლება მოტორის მიერ წარმოქმნილი ჰაერულად წარმოქმნილი იყოს და ასევე შეიძლება გადაადგილდეს მომავალ და გამომავალ ბოლოებზე, რათა გასწორების რულები იქნება ჩრდილოეთ (ანუ, ზედა და ქვემო რულები ფორმირებენ ჰარმონიურ დამცურვად გასწორებას, რაც გაუმჯობესებს ლარების გასწორების ხარისხს).
5. მხარდაჭერის როლები: განსაზღვრული დონის ზუსტობის და მდგომარეობის დაზრდის უზრუნველყოფისთვის, ზედა და ქვედა მხარდაჭერის როლებია, რომლების მასალაც 40Cr-ია, ხოლო როლების მახარჯები არის წინაპირი მახარჯები. მხარდაჭერის როლები მიღებულია ინკლინაციური რკინის მექანიზმით, რომელიც შესაძლებელია ვერტიკალურად გამოსაყენებლად. მხარდაჭერის როლები ხელით არის დამატებული.
6. ძალის სისტემა: ძირითადი გადაცემის სისტემა ცენტრალურად გადაადგილებულია მოტორის მიერ, ხოლო ზედა როლის აღწერის გადაცემის სისტემის მოტორის რედუქტორი მიღებულია ერთეული სტრუქტურით, რომელიც მართალი და სასიმების გამოყენების მქონე მაჩვენებელია.
Ჰიდროავტომატური და პნევმატიკური სისტემა
1. სამყარო:
Ჰიდროავტომატური სადგური და ჰიდროავტომატური მაგრი.
პნევმატიკური სისტემა.
2. მუშაობის შეჯიბრი:
მიღებულია ინტეგრირებული 杲სადგური, რომელიც გაძლევს ჰიდროავტომატურ ძალას ყველა ცილინდრს, და არის მართული გამოსატანი ბალანსირებელი ბალანსირებელი, წნევის მაჩვენებელი, რეგულირებელი, შემოწმების ბალანსირებელი, ელექტრომაგნიტური ბალანსირებელი და ა.შ.
3. მანქანის სამაგრი:
Მაღალ ხარისხის ნელის პლატოებისა და ტუბების გავრცელებული კადრის სტრუქტურის საკუთარი ვრცელება, მეორე გავარდების მუშაობა, დიდი განრიგის მილინგის მაशინის ზუსტი მუშაობა, ეს დიზაინი და მუშაობის მეთოდები უზრუნველყოფს, რომ მანქანა მilikiს მარტივი ანტისეისმო თვისებები, მაღალი ჯიგარდობა და стабილობა. მუშაობის სამაგრი იყენებს
Ზედა ტიპის ინტენსიურულ მუშაობის სამაგრი, როტაციული პლატფორმის დიზაინი, რომელიც შეიძლება მუშაობდეს შემდეგი ჩატვირთვისთვის მზად, რაც მუშაობის ეფექტიურობას საბავშვოდ ამაღლებს.
4. წინაშენი წაშლის სისტემა: მუშაობის სამაგრი იყენებს კენტრალურ წინაშენის აბსორბციის დიზაინს, რომელიც არის ავტომატურად ადაპტირებული წინაშენის აბსორბციის ტუბებით, რომლებიც ამოაგდებენ წინაშენს, გამოსავლეთ გასებს და სხვა საბაზისო სამყაროს პროდუქციის პროცესში.
5. ტრანსმისიის სისტემა: იგი იყენებს მაღალ ზუსტი გრილის და ზედა ზღვის ზუსტ ტრანსმისიას და სერვო-კონტროლის სისტემას, რომელიც უზრუნველყოფს მანქანის სMOOTH და ზუსტ მოძრაობას მაღალ სიჩქარის მდგომარეობაში.
6. CNC კონტროლის სისტემა.
CNC გაჭრის კონტროლური პროგრამა დაყენებულია Windows სისტემაზე, და CNC კონტროლური სისტემა შეძლებს სრულ დოქინგს ლაზრის გაჭრის პროფესიონალურ სათვის CNC პროგრამის სამსახურთან. გამოიყენება პროფესიონალური PC ინდუსტრიული კონტროლის მაशინის მოქმედება, გრაფიკული ინტერფეისი, მარტივი მართვა, მეგობრური ინტერფეისი, მარტივი სწავლა, სასარგებლო მართვა, CNC CNC პროგრამა მარტივია რედაქტირებისას, წაკითხვადობითია. AutoCAD, CorelDraw და სხვა პროფესიონალური პროექტირების პროგრამები, გათვალისწინებულია გაჭრის პროცესური პარამეტრების ბაზა, გაჭრის პარამეტრები შეიძლება ჩაირეცხოს რეალური დროში გაჭრის პროცესში, რათა მიიღოს უმაღლესი გაჭრის ხარისხი.
7. გროვების პროგრამული უზრუნველყოფა:
(1) სპეციალურად CNC გაჭრის მანქანებისთვის განვითარებული პროგრამული უზრუნველყოფა CAD ხატვის პროგრამირებისა და გროვებისთვის, რომელიც გამოიყენება კომპიუტერზე. ძირითადი ფუნქციები 娷ებს CAD ხატვას, ახალი CAM-DUCT ვენტილაციის დეკომპოზიციის პროგრამულ უზრუნველყოფას, DXF/DWG ოპტიმიზაციას, ინტერაქტიულ გროვებს, ავტომატურ პროგრამირებას, გარემოს სიმულაციას და დამატებით ხარჯების გამოთვლას.
(2) CAM-DUCT ჰავის გამოყენებისთვის პროგრამული უზრუნველყოფა პროგრამული უზრუნველყოფა შედის 300+ ჰავის გრაფიკული პროგრამული უზრუნველყოფა, რომელიც შეძლებს ერთი განლაგებაზე რამდენიმე გრაფიკის სუპერ ტაბლოს ზომის გრაფიკის ავტომატურ გაყოფას და ავტომატურ კავშირის დატოვებას კავშირის ხარისხის ზომისთვის.
(3) ჩაწერის პროგრამული უზრუნველყოფაა CNC ჭრის მაशინის ძირითადი ტექნოლოგია, რომელიც ხელს უწყობს „სრული დროის ჭრის, ეფექტური ჭრის და მაღალი ჩაწერის ხარისხის ჭრის“ განხორციელებას, რაც არის ძირითადი გარანტია სუსტი მასალის ეფექტური შენახვისა და ჭრის ეფექტურობის გაუმჯობესებისთვის.
Გაგრილების რეჟიმი
Პროფესიონალური წყალის გამყარების სისტემა, რომელიც შეძლებს ორ ტემპერატურის და ორ კონტროლის განხორციელებას, ორი წყალის გამყარების განზომილება გამოიყენებს ორი საბანკო ადგილის გამყარებას, გამყარების ერთეულის ტემპერატურა გამოჩნდება ციფრული ტაბლოზე, წყალის ტემპერატურა გადაეცემა განსაზღვრულ ტემპერატურაზე გამყარების ერთეული ავტომატურად გამყარებს წყალის ტემპერატურა ქვემოთ განსაზღვრული ტემპერატურისა გამყარების ერთეული ავტომატურად გაჩერებულია.
Მანქანის ზომა

3015 მოდელის ეფექტური ჭრინვის გამოსვლა 3 მეტრი გასწვრივ * 1.5 მეტრი ширина, მაशინის საერთო სიგრძე 20 მეტრზე და სიგანე 5 მეტრზე შედგება.
Სერვისის კომიტენტი
Საწინადადებო სერვისი:
Გამოყენების მიზნების შესაბამისად, მომხმარებლის პრაქტიკული გამოყენების მიხედვით, შესაძლებელია ტექნიკური რჩევების და სამართალის მოწოდება მთლიანი კომპლექტი აპარატების ინფორმაციით;
Მომხმარებლის მიერ გამოარჩეული ყველა პრობლემის ამოხსნა, ტექნიკური შესაძლებლობის განიხილვით, მომხმარებლისთვის ან მომხმარებლის დახმარებით ლაზრის обработки პროგრამის დიზაინისა და განვითარების შესახებ;
Აპარატების დემონსტრაცია მომხმარებლის ვიზიტისთვის, შემოწმებისთვის, ნიმუშების ღერ Gaussian და ტესტირების მაशინების შესახებ.
Საყიდლო სერვისი:
Მომხმარებლის მაशინის პრაქტიკული გამოყენების შემთხვევაში, მომხმარებლის ადგილის შემოწმება და ანალიზი, მომხმარებლის ადგილის მიხედვით, დახმარება მომხმარებლის ადგილის და წყაროების (წყალი, ელექტროენერგია, აირი) განლაგების შესახებ.
Გამოყენებლებს უზრუნველყოფთ სრულ კომპლექტს ინსტრუქციების ხელშეწყობებით აპარატების მუშაობისა, ასევე აპარატების მუშაობელებს განათლებას გამოყენებლებისთვის;
Შემდეგ-გაყიდვის სერვისი:
Გამოყენებლის გამოყენების ადგილზე, გამოყენებლის აპარატების მუშაობელებს ჩათვალის ფაქტური მუშაობის, ყოველდღიური მასალის მუშაობისა და აპარატების უსაფრთხო გამოყენების დაცვის განათლება, რათა გამოყენებელი შეძლოს რამდენიმე დროის განმავლობაში მასტერებოდეს აპარატის მუშაობის პროცედურებს და მეთოდებს და შეძლოს მუშაობისა და მუშაობის მთავარ მომენტების მოწყობა დამოუკიდებლად;
Მთლიანი კომპლექტი აპარატები გამოყენებლისთვის მეშვეობის და კომისიის შემდეგ, განათლების დროის განმავლობაში ერთწლიური გარანტია მანქანის მუშაობისა, ლაზრის მუშაობისთვის ორწლიური გარანტია;
Გარანტიის პერიოდში, კომპანია განათებს გამოყენებლის აპარატების ტექნიკურ პატრულებს სამუშაო ადგილზე და აპარატების ჩვეულებრივ მასალის მუშაობას და შემოწმებას განათებს, გამოყენებლის მიერ გამოაქვს კითხვების პასუხები.
Სხვა საკითხები
1. პროექტის განვითარების პროცესი
Ციკლის დრო WaitForSeconds 45-60 მუშაობის დღე, თანხმით TRACT ციკლს დასრულებისას განვითარება, წარმოება და მუშაობის დამenerima და გაგზავნა მოთხოვნის მხარე;
2. ინსტალაცია და კომისიონირება
Მოწყობილობა გაგზავნილია მოთხოვნის მხარე, 7-10 დღიანი ინსტალაციისა და კომისიონირების ციკლი;



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE