CNC გარდაქმნის მანქანები ტრადიციული გარდაქმნის მანქანების მიმართულებით გარკვეულ პერიოდში უზრუნველყოფს 30%-იან ზრდას გარდაქმნის ზუსტობაში და ეფექტურობაში;
Მოდელი: PBS/PBE 1500mm-4100mm
Კონტროლერის ბრენდი: DELEM, CYBELEC, ESA
Საშუალებები: 30T - 5000T
| Მაशინის მოდელი | გახრის ძალა (KN) |
Გახრის სიგანე (მმ) |
Სვეტის მანძილი (მმ) |
Ღია სიმაღლე (მმ) |
Ლარინგის სიღრმე (მმ) |
Ცილინდრის გადასვლა (მმ) |
მართობული დაფა | გვერდის პანელი | სლაიდერი | Ძირითადი მоторის ძალა (KW) |
Ჰიდროავტის წონა (L) |
სიჩქარე (mm/s) | Გარე ზომები (mm) | ||||
| სიგრძეები (mm) | მძღოლი | ნეიტრალიზაცია | უკან გამოსვლა | Გაზომვის სიგრძე | სიგანე | Სიმაღლე | |||||||||||
| PBS-63/1500 | 600 | 1500 | 1200 | 580 | 350 | 215 | 70 | 40 | 50 | 8.7 | 130 | 185 | 19 | 180 | 2000 | 1620 | 2470 |
| PBS-63/2100 | 600 | 2100 | 1600 | 580 | 350 | 215 | 70 | 40 | 50 | 8.7 | 170 | 185 | 19 | 180 | 2600 | 1620 | 2470 |
| PBS-63/2550 | 600 | 2550 | 2050 | 580 | 350 | 215 | 70 | 40 | 50 | 8.7 | 200 | 185 | 19 | 180 | 3150 | 1620 | 2500 |
| PBS-100/3200 | 1000 | 3200 | 2700 | 580 | 390 | 215 | 80 | 50 | 60 | 10.8 | 300 | 220 | 17 | 210 | 3720 | 1720 | 2550 |
| PBS-100/4100 | 1000 | 4100 | 3600 | 580 | 390 | 215 | 90 | 50 | 70 | 10.8 | 400 | 220 | 17 | 180 | 4620 | 1720 | 2550 |
| PBS-150/3200 | 1500 | 3200 | 2700 | 580 | 405 | 215 | 90 | 60 | 70 | 13.2 | 300 | 180 | 14 | 180 | 3780 | 1730 | 2600 |
| PBS-150/4100 | 1500 | 4100 | 3600 | 580 | 405 | 215 | 100 | 60 | 80 | 13.2 | 400 | 180 | 14 | 170 | 4680 | 1730 | 2600 |
| PBS-220/3200 | 2200 | 3200 | 2700 | 580 | 405 | 215 | 100 | 70 | 80 | 16.7 | 300 | 160 | 12 | 160 | 3830 | 1800 | 2670 |
| PBS-220/4100 | 2200 | 4100 | 3600 | 580 | 405 | 215 | 110 | 70 | 90 | 16.7 | 400 | 160 | 12 | 150 | 4730 | 1800 | 2670 |
Შენიშვნები; N არის ღერძების რაოდენობა, მათ შორის Y1, Y2, X, R და სხვა ღერძები; V არის კომპენსაციის ღერძი (მექანიკური კომპენსაცია)
PBS100T CNC მაशინის კონფიგურაციის სია
|
Ნომერი |
Სახელი |
Მოდელი |
Ბრენდი |
|
|
1 |
CNC სისტემა |
DA53T |
DELEM, ნიდერლანდები |
|
|
2 |
Სასაფარი სერვომოტორი |
EM3G-09 |
ESTUN |
|
|
3 |
Სასაფარი სერვოდრაივი |
ED3L-10AMA |
ESTUN |
|
|
4
|
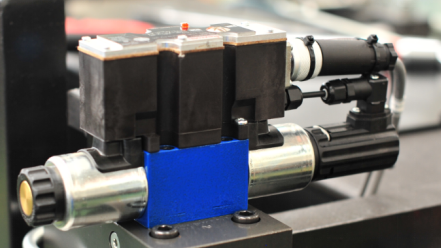
Ჰიდროავტომატური სისტემა. ძირითადი ვალვები
|
Ელექტრო-ჰიდრაულიკური სერვო-ჰიდრაულიკური ვალვის მანიფოლდი |
Bosch-Rexroth, გერმანია |
|
|
Სინქრონიზაციის კონტროლის ერთეული
|
a. შებრუნების წნევის ვალვი |
|
||
|
b. პოპეტის ვალვი |
|
|||
|
c. პროპორციული სერვო ვალვები |
|
|||
|
Ჰიდრაულიკური კონტროლის ერთეული
|
a. კარტრიჯის ვალვი |
|||
|
b. წნევის სენსორი |
|
|||
|
c. მიმართულების ვალვები |
|
|||
|
d. პროპორციული წნევის შემცირების ვალვები |
|
|||
|
5 |
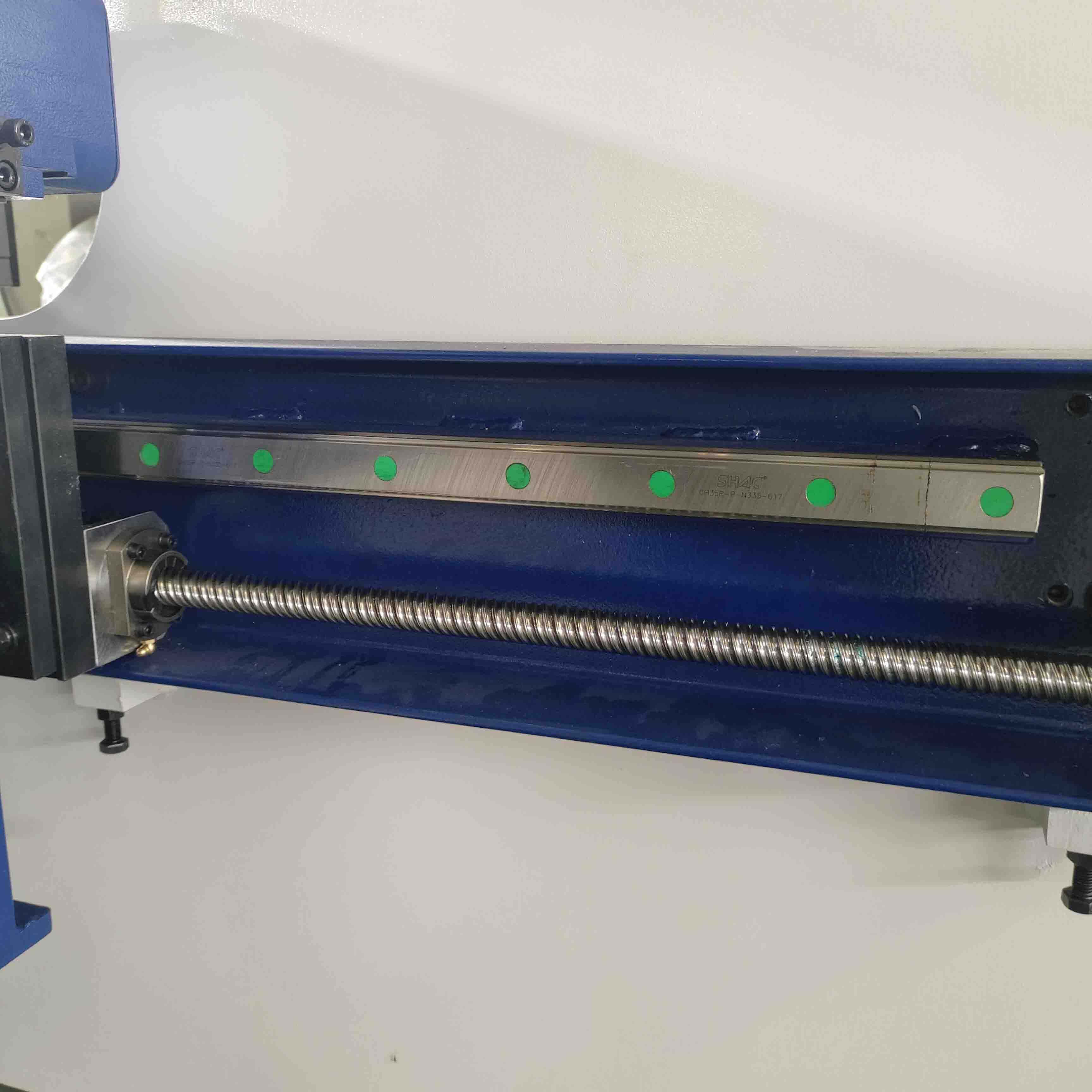
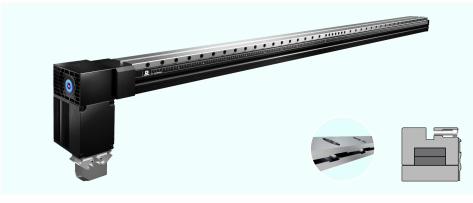
Ლინეარული რეგულირებლები
|
35 |
AIRTAC/SHAC |
|
|
25 |
AIRTAC/SHAC |
|||
|
6 |
Სფეროს ღირილი |
880/1000 |
PMI/გერმანია VOLLEY |
|
|
7 |
Ოილის პუმპა |
LXPG1H-20 |
Bosch-Rexroth, გერმანია |
|
|
8 |
Ცილინდრის სიგე |
Კომპლექტ A სიგების სრული კომპლექტი |
PARKER ან SKF. |
|
|
9
|
Სრული კომპლექტი მაღალ წნევის ხაზი
|
1.GE16 ZSR 3/4EDCF |
PARKER/BRENNAN (USA)
|
|
|
2.GE28 LR3/4EDOMDCF |
||||
|
3. W10 ZLCF |
||||
|
4.WH10 ZSR KDSCF |
||||
|
5. WH10 ZLR KDSCF და Gaussian. |
||||
|
10 |
Შეერთებები |
GGRMP |
SIT |
|
|
11 |
Კონტაქტორები/ღილაკები AC |
LC1D, XB2B, OSM |
Შნაიდერი |
|
|
12 |
Ფეხის გადართულებები |
HRF-HD5NX |
Კორეა კაიკუნ |
|
|
13 |
Მთავარი სერვო მოტორი |
EMB-1ZDDRC22(10.8KW) |
ESTUN |
|
|
14 |
Მთავარი სერვო დრაივი |
PRONET-1ZDDRC |
ESTUN |
|
|
15 |
Მაგნიტური შკალა |
MPS/GVS215LC |
OPKON, ტურქეთი |
|
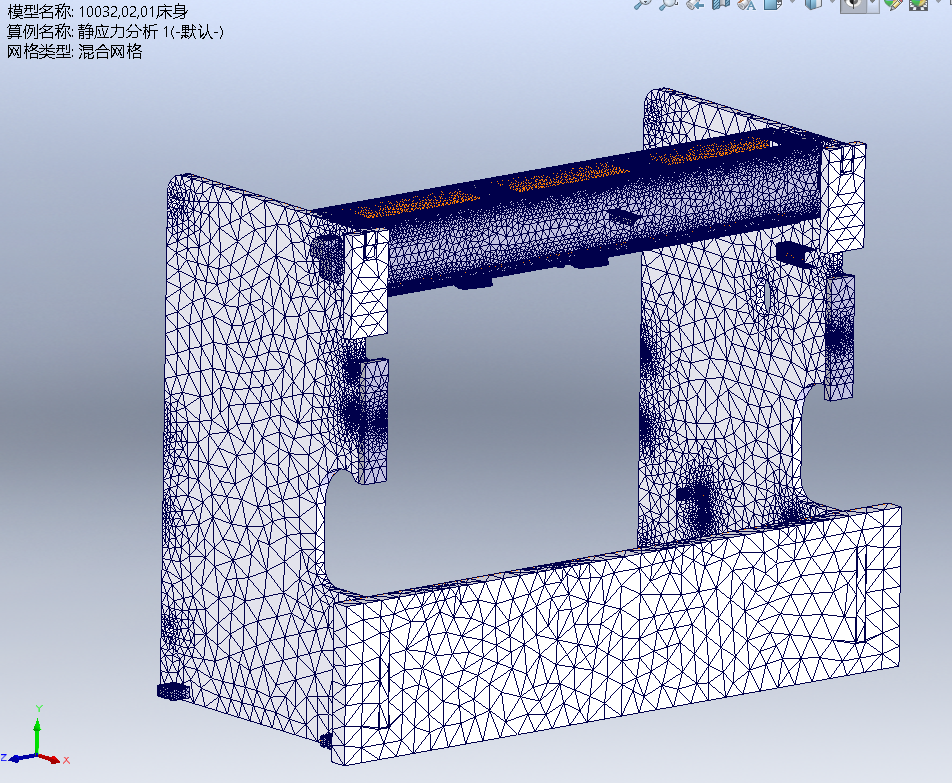
Მანქანის სხეული დაგეგმა სავარაუდო ელემენტების გარკვევით, რათა დარწმუნდეს, რომ მანქანა მუშაობის დროს მაღალ ძალიან და მაღალი ჯიბის მქონე იქნება.
Ტრადიციულ ცნობილ გამრგების CNC მანქანაზე შედარებით, ძირითადი მოტორი სერვო-მოტორის გამოყენებით, დამატებულია წნევის სენსორი, მოტორის სიჩქარე იზრდება, გაზეთის შევსების და ჰიდროპუმის გადაადგილების სიჩქარე იზრდება, Y-ღერძის მოძრაობა უფრო მỀრე და ეფექტურია, და გამრგების ეფექტივობა იზრდება 30%-ით ბაზარის მთავარ მოდელებზე შედარებით;
Ძირითადი გადამოწილება სერვო-მოტორების გამოყენებით, Y-ღერძის სიჩქარე ყველა მდგომარეობაში განსხვავდება, რაც ძალიან შემცირებს ჰიდრაულიკურ გადასხვევას, რაც შემცირებს ელექტროენერგიის მომწიფებას, ზოლის ტემპერატურას, და შენახავს 30-40%, და რადგან ზოლის ტემპერატურა დაბალია, ჰიდრაულიკური ზოლის ცხოვრება ძალიან გაიზარდა;
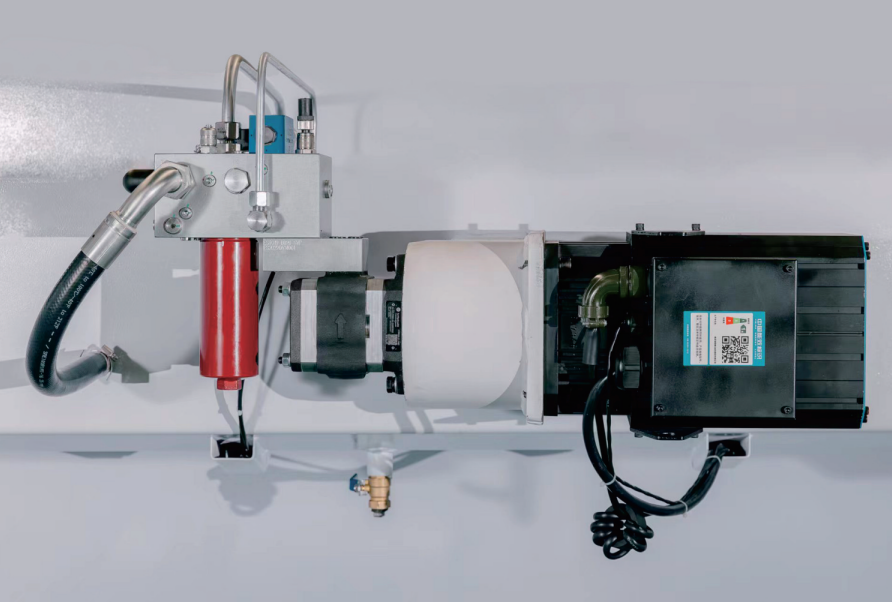
Გერმანული Rexroth-ის სრულყოფილი გარკვეული ელექტრო-ჰიდრაულიკური სერვო-სინქრონური კონტროლის სისტემის გამოყენებით, დარწმუნდება, რომ მანქანის ინსტრუმენტი მუშაობის სიჩქარის დროს მაღალი стабილობა და ზუსტება განახორციელებს.
Მეტად განსაზღვრული დახურული სიმაღლე, გულის სიღრმე, შიგთავის ბლოკის მანძილი და სლაიდის ჩართვა, მთავარი გამრგვალების მანქანასთან შედარებით გაუმჯობესდა, მარტივი გარკვეული, დიდი და სარგებელი ნაწილების აირჩევა, დამატებითი ხარჯის გარეშე უფრო კარგად შესაძლებელია.
Მთლიანი სპირული პლატო არის დასახელებული ერთად, ძალიან ძალუძს ანტივიბრაციული თვისებებით.
Გამოყენებულია ვიბრაციული ძველი ასაკი, რომ წაშალოს ფრეიმის შიგთავის სტრესი, კარგი стабილობა, ფრეიმი არ არის მარტივი დეფორმაცია
Ფრეიმი შექმნილია ხუთ მხარედ მაჭივრის ცენტრის მეშვეობით, რაც უზრუნველყოფს ყველა მონაკვეთის პარალელურობას და პერპენდიკულობას.

Ფრეიმის გულში მოყენებულია „C“-ფორმის მექანიზმი, რომელიც უზრუნველყოფს გარკვეულის ზუსტებას და სტაბილობას.
Ოილ ცილინდრების სიგები, ტუბების კავშირები არის შეერთებული შტატების Parker/SKF-ის ან შეერთებული შტატების Brennan-ის, ძალიან ძალუძი სიგები, გრძელი ცხოვრება;
Გამოყენებულია ყველაზე ახალი სრული დახურული ელექტროჰიდრაულიკური სერვო სინქრონური კონტროლის სისტემა;
Მაशინური იнструმენტი შეიძლება უწყვეტოდ მუშაოს საკუთარ ნორმალური ბრუნავის ქვეშ, ხოლო ჰიდროულიკური სისტემა გაუზარდება პასუხისმგებელი და უწყვეტი მუშაობას მაღალ ზუსტებით;
Ჩამოყალიბების სიჩქარე არის სწრაფი და განსაზღვრული ზუსტება მაღალი;
X და R ღერძები გადაადგილებულია შესაძლებლობით შემოსავალი ბურთების ღერძებით, მისამართებით წრფივი რელესით და ციფრული AC სერვო-მოტორებით ჩამოყალიბების კონტროლის ფუნქციით;
Ჩამოყალიბების მითითებელი მოძრაობს მარჯვნივ და მარცხნივ წრფივი რელესის განსაზღვრით, წინა და უკან მიმართულ მიმართვით გამოყენებით მისამართების ფუნქციით, მარტივი მუშაობა და მაღალი ზუსტებით;
Უნიკალური ჩამოყალიბების სტრუქტურის გამოყენებით, ერთი დონის ~ სამი დონის ჩამოყალიბების ფუნქციით, გაფართოებული მასალის ჩამოყალიბების დიაპაზონი;

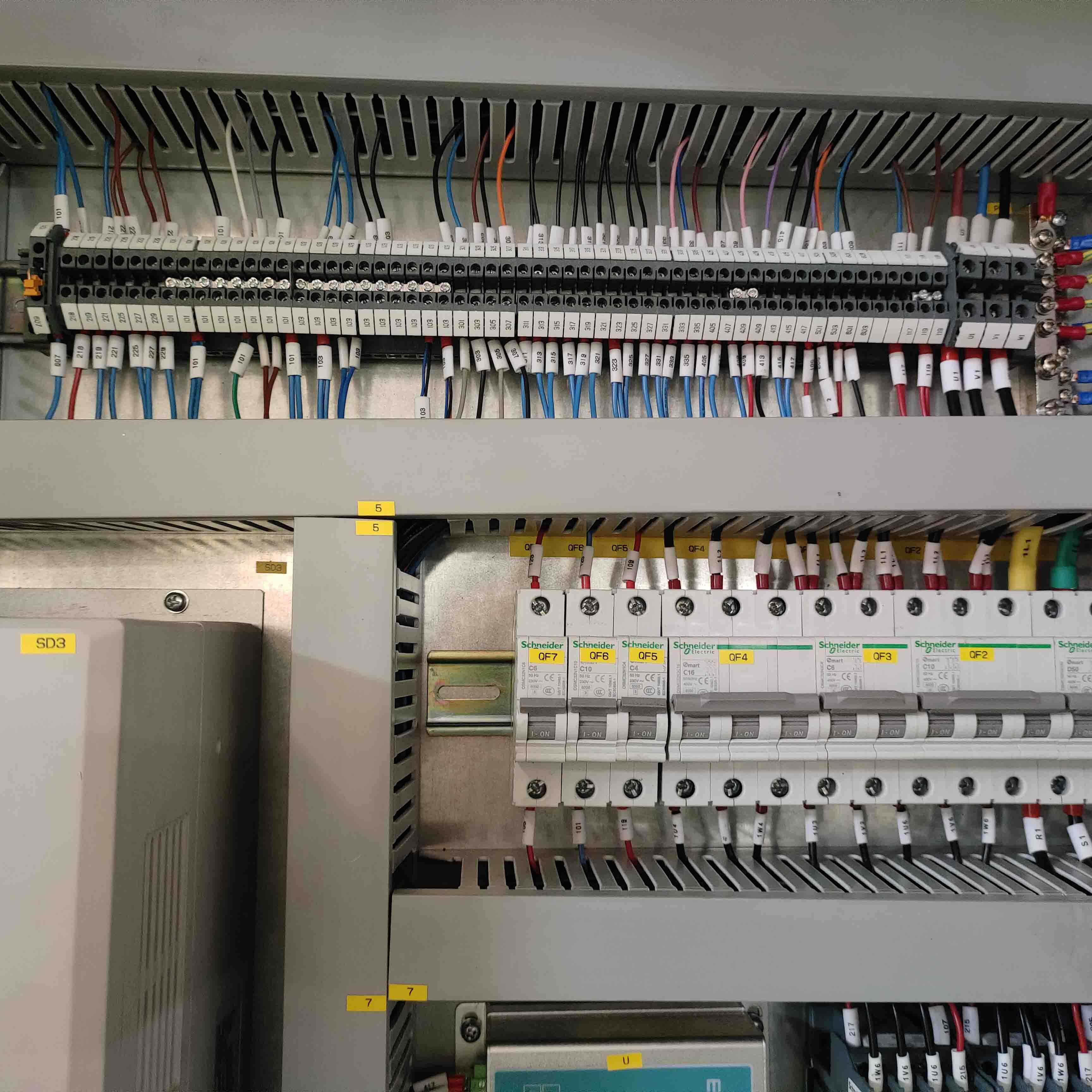
Ელექტრო კომპონენტები გამოიყენებია საგარეო ან ჯოინტ-ვენტურის ბრენდების პროდუქტები, რომლებიც არიან ერთმანეთს ერთმანეთთან ერთად საერთაშორისო სტანდარტების მიხედვით, და ელექტრო კონტროლის კაბინეტი არის გარმავლის აპარატით აღჭურვილი;
Ანალოგიური კაბელი არის დაფარული ელექტრო ინტერფერენციის მოკლევისთვის;
Ელექტრო კონტროლის კაბინეტის დახურვა შესაბამისია ეროვნულ სტანდარტს IP54 პროტექციის დონეს;
Ფუტურის გადაკვეთის წყალობა იყენებს ორ ფუტურის პედალებს, რომლებიც შეიძლება გადაადგილებინა ზემოთ-ქვემოთ, სასარგებლოდ და ერთმანეთში მოკლედ;
Მექანიკური კომპენსაციის სამუშაო საფეხურის დიზაინი შუა ხაზით და განსაზღვრული განსაზღვრული უნივერსალური დაყენება;
Მჭიდრი წერტილის მდგომარეობის დიაგონალური წყალობის სტრუქტურის გამოყენება, რათა შეაკვეცინა სრულ სიგრძის ნაწილის კუთხის ზუსტობის მოთხოვნებს.
Სტანდარტულად ინტეგრირებულია გეროვნის მоторი, ალუმინის ბარიერი და სკალა;
Კომპენსაციის დახურული ციკლის კონტროლი, მაღალი კონტროლის ზუსტობა, კომპენსაციის რაოდენობა ავტომატურად გამოითვლება და დაყენებულია CNC სისტემაზე, რათა დაუზრუნებლივი იყოს სრული სიგრძის კუთხის კუთხე;
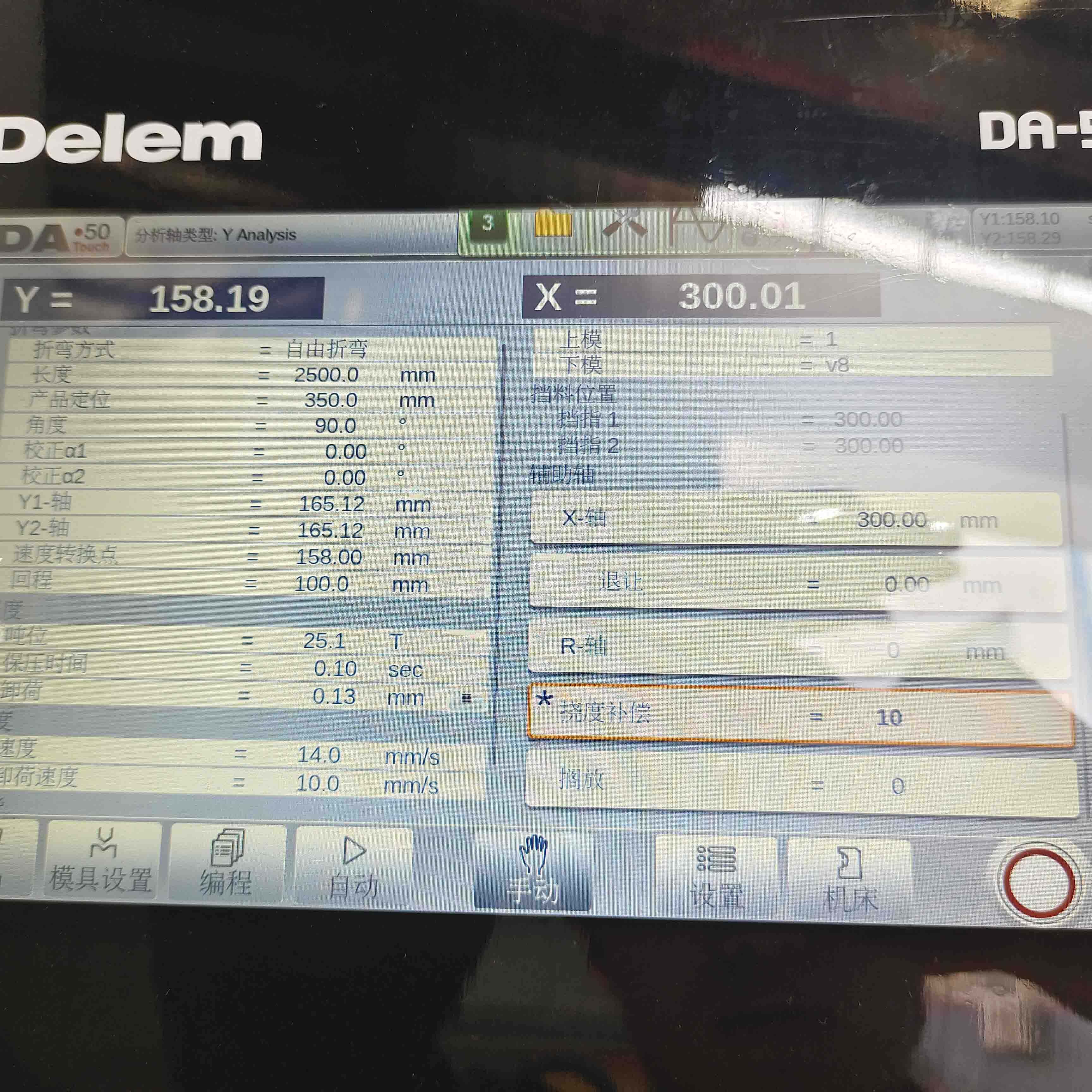
Ნიდერლანდების DELEM კომპანიის DA53T რიცხვითი კონტროლის სისტემა
1, 10.1” მაღალი გარ查看详情度 ნამდვილი ფერის TFT ეკრანი;
2, მაქსიმალურად ოთხ ღერძის კონტროლი (Y1, Y2, X, R ღერძები);
3, 266 МГц პროცესორი ;
4, შიდა მწყვეტის მოცულობა 1 GB;
5, USB მწყვეტის ინტერფეისი, RS232 ინტერფეისი;
6, ფორმების ბაზა, 30 ზედა ფორმა, 30 ქვედა ფორმა;
7, შენახული პროგრამული PLC, მั่ნკეთია და მარტივი, ლოგიკის გამოყენებით შეიძლება შეინახოს ჰარდვერის კაბელები;
8, ერთ გვერდიანი პარამეტრების სწრაფი პროგრამირება, ნავიგაციის მარკერები;
9, ცხრილის გაბრუნების კომპენსაცია ავტომატურად გამოითვლება;
10, სტანდარტული მონაცემების პროგრამირება, გრაფიკული პროგრამირება არჩევადია, დიდი არკის მხარდაჭერა, წნევის ქვედა გამრავლება;
11, განახლების გაჩერების გადაკვეთის ღილაკი პანელზე;
12, განვრცელების წნევის ავტომატური გამოთვლა, ფორმის საუსამართლო ზონა;
13, მონაცემთა ანალიზის ინსტრუმენტები ონლაინ-რეჟიმში;
14, კუთხის გამოსწორების ბაზა;
15, სისტემის დიაგნოსტიკური ფუნქცია;
16, Delem-Linux მუშაობის პლატფორმა, რომელიც უზრუნველყოფს სისტემის მუშაობის стабილობას, მხარდაჭერს სწრაფ გამორთვას;
17, სტანდარტული გამორთვის პროგრამული უზრუნველყოფა;
18, არჩევანი ხორცი-ხორცი კონკრეტული ფუნქციის მოძრაობა;
19, დიაგნოსტიკური ფუნქციები, შესაძლებელია IO დიგიტალური მონიტორინგი, ანალოგიური მონიტორინგი, თითოეული ღერძის მდგომარეობა;
20, მანქანის მუშაობის დროის და გარდაქმნის რაოდენობის ავტომატური ჯამი;




 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE