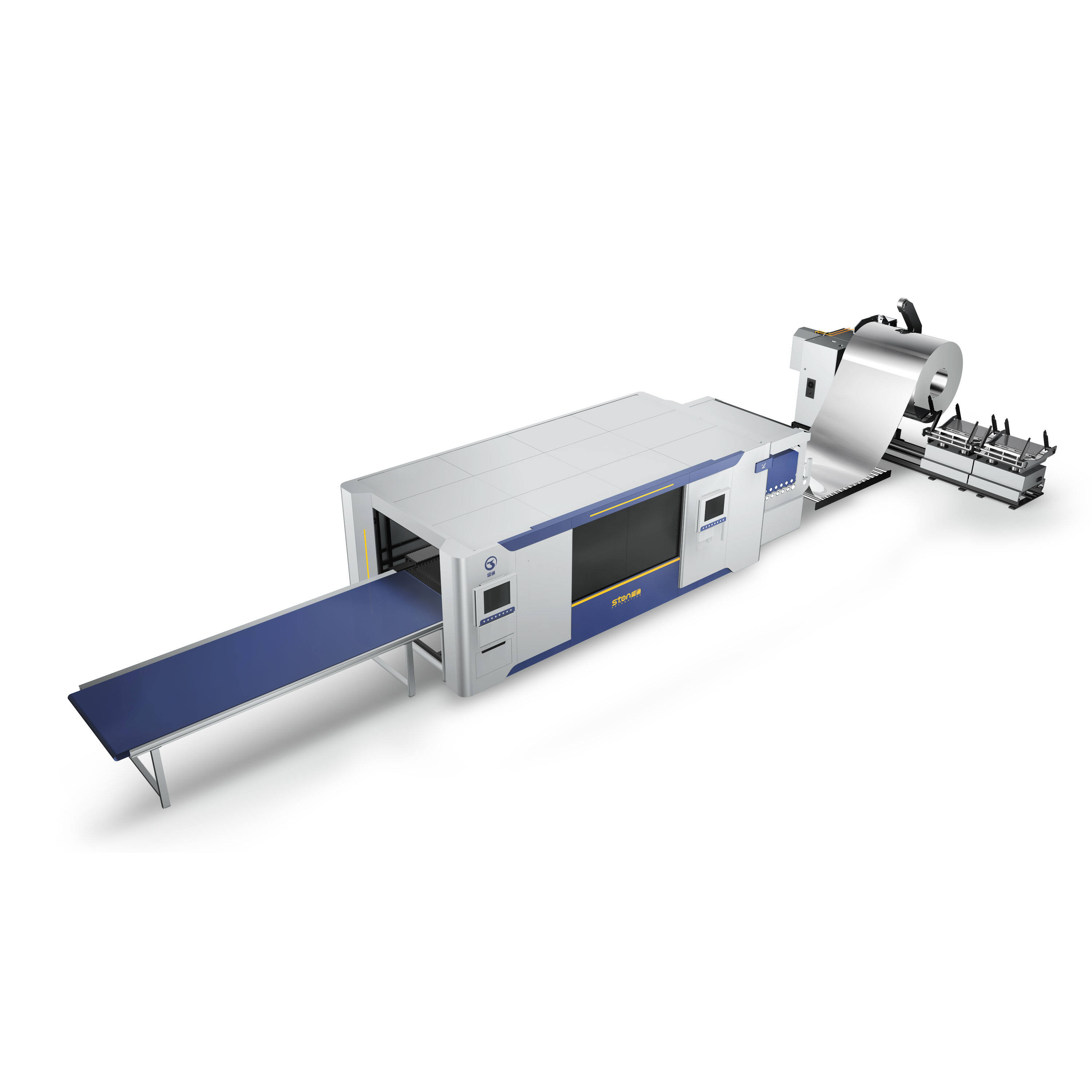
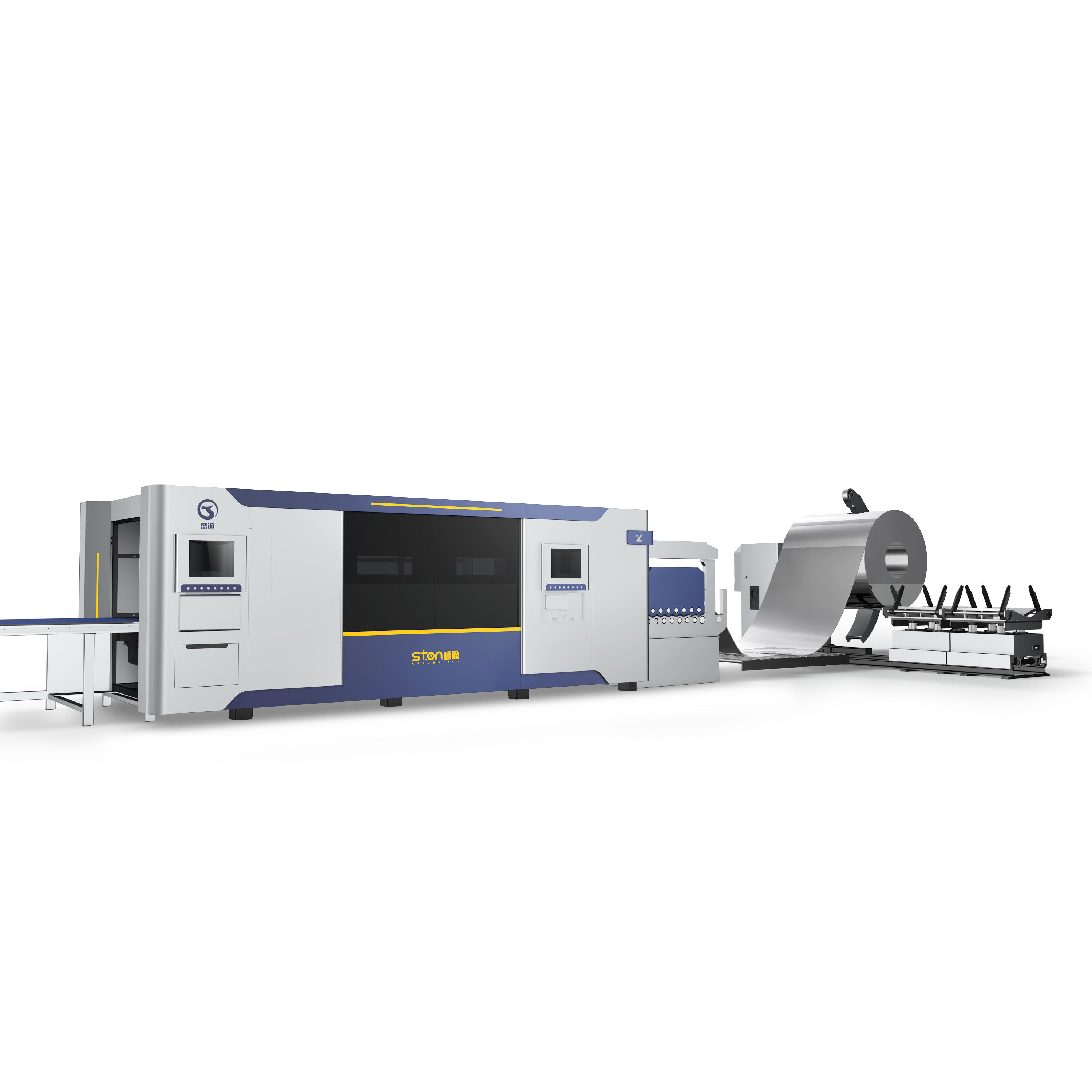
Yksi tuotantolinja, joka leikkaa eri materiaaleja tarkasti ja nopeasti helposti, varmistamalla vakionlaatun tuloksen joka kerta. STON LZ1401 tarjoaa vertaansa vailla tehokkuutta ja tuottavuutta, mikä tekee siitä paras valinta valmistustarpeisiisi. Miksi valita STON LZ1401?
Vertaansa ei ole laadun: Laserleikkauksen teknologia varmistaa tarkat ja vakiotulokset, mikä poistaa uudelleen työstämisen tarpeen ja vähentää materiaalihukkaa.
Kustannustehokas: Optimoidulla tuotantoaikalla ja vähennetyn materiaalihukon avulla STON LZ1401 auttaa sinua säästämään toimintakustannoissa.
Tulevaisuudenvarme: Kun teknologia kehittyy, STON LZ1401 on suunniteltu sopeutumaan ja kasvamaan yrityksesi kanssa.
Laitteen parametrit
|
|
raaka-aineet |
Kylmäpistetty leveys, glubeettileveys, roostevapaa teräs |
|
2 |
plaatin paksuus |
0.5mm ~ 2.0mm |
|
3 |
plaatin leveys |
1000mm~1500mm |
|
4 |
Paino rullalla |
≤10T |
|
5 |
Rullan sisäinen halkaisija |
ø508mm-Ø630mm |
|
6 |
pyörän ulkoinen halkaisija |
ø1000 ~ Ø1600mm |
Valmiiden tuotteiden parametrit
|
1 |
pinta-laatu |
Levyn pinta on tasainen eikä siihen lisätä mitään käsittelypuutteita; |
|
2 |
Tasausnaukkuus |
±1mm \/ m2 |
|
3 |
Vinojen tarkkuus |
≤1mm\/2000mm |
Yksikön parametrit
|
1 |
Liukusuunta |
5m/min |
|
2 |
Yksikön nopeus |
Suorittimeen nopeus 0~12m/min (muokattavissa) |
|
3 |
Kuljettamiskorkeus |
+800mm |
|
6 |
kuljettamissuunta |
(Vahvistuu lopullisen tehtaan prosessisuunnittelun mukaan) |
Käyttöolosuhteet laitteelle
|
1 |
Sähkötoimitusehdot |
3φ vaihtovirta, 400V±5%, 50Hz±2% |
|
2 |
Ilmasiirto (pakkasilmavirta) |
Paine: 0.5~0.6MPa Siirto: 0.6m3/min |
|
3 |
vedensiirto |
Ei erityisvaatimuksia |
Laite maaliaaminen
|
1 |
Kohteen pääväri |
standardilaitteisto |
|
2 |
Liikkuvat, turvallisuus ja muut komponentit |
Määritys perusväriin (keltainen/oranssi) |
|
3 |
Sähkötilat, operaattoripaneelit, polttoainetankit |
standardilaitteisto |
Laitteen pääkonfiguraatio
|
- Ei, ei, ei. - Mitä? |
Kategoria |
Name |
Alkuperä ja merkki |
MÄÄRÄ |
|
1 |
laseri |
kuitu laser |
Shenzhen Chuangxin 6000W |
1 |
|
2 |
laseripää |
kuitulaserleikkauspää |
Shanghai Jiaqiang |
1 |
|
3 |
Jäähdytysjärjestelmä |
vesijäähdytin |
Wuhan Hanli |
1 |
|
4
|
CNC-järjestelmä
|
Liikenneohjelmistojärjestelmä |
Shanghai Weihong |
1 |
|
Servoliikennesysteemi |
Shenzhen Weichuang |
4 |
||
|
Vähennysvaihteisto |
Japan Beto |
3 |
||
|
Sähkökomponentit |
Schneider, Ranska |
1 |
||
|
Pneumaattiset komponentit |
Anwuochi, Saksа/Yadek, Taiwan |
1 |
||
|
5
|
Koneen runko
|
Ohjauspöytä |
Kantapallon tyyppi |
1 |
|
Ohjausrata |
Taiwan Heqing |
1 |
||
|
Liukin |
Taiwan Heqing |
10 |
||
|
Hajautin ja hamppari |
Taiwan Kotai |
1 |
||
|
Huonekalu |
Nelikulmaisen putken liimauksetus ja ikäyttämislaitos |
1 |
||
|
savukorjaus |
Savuvirtausputki |
1 |
||
|
6
|
Apuvälineet
|
Materiaalirastas |
10T hydraulinen materiaalirastas |
1 |
|
Tasauskone |
15-vuorotteinen tarkka tasauskone |
1 |
||
|
Liitoskone |
Rullaliitospöytä / viilaplaton liitospaikka |
1 |
||
|
Ilmakompressori |
1,6Mpa ilmakehitykspumpu, joka on erikoistunut laserikäyttöön |
1 |
Työympäristön vaatimukset
|
Tuote |
Name |
Vaatimukset |
Huomautukset |
|
Virranlähtö
|
Kokonaisasennuskyky Jännite |
≤50KVA 380V/220V±5% |
suositellaan käyttämään 100kva kapasiteettiajoituslaitetta. Muissa alueissa on asennettava automaattinen jännite- ja virtanvakauslaite. |
|
Maajuhdan vastus |
≤4 ohmia |
||
|
Asennuslaitoksen lähellä ei tulisi olla vahvaa elektromagneettista signaalihäiriötä. Vältä radioasiainlähetyssaitteita tai välittäjiä asennuspaikan ympärillä. |
|||
|
Vesi |
Vesijäähdytinvesi |
on käytettävä puhdistettua, deioniisoitua tai destilleerättyä vettä Kaasut |
|
|
kaasu |
Happi, typpi |
Puhdasuus > 99,5 % |
Parametrit vaihtelevat materiaalin käsittelyyn mukaan |
|
Ilmakompressori |
Paine ≥1,6 Mpa |
||
|
Työympäristö
|
Lämpötila |
5-40 astetta |
|
|
Kosteus |
≤80 %, ei kondensoitumista |
||
|
Kanta |
Amplitudi <50 µm, amplitudi kiihtyvyys <0,05g; ei suuria timanttiväräjyksiä lähettyvillä. |
Jos värähtelälähde tarvitsee tekemään vastavärähtelyjuurteen |
|
|
Laiteavaruuden vaatimukset varmistaa, että siellä ei ole savua eikä joutoa, välttääkseni metallin polttamista ja hiekkaausta sekä muita joutoisia työympäristöjä, ja se on varustettava epästatiinipohjaisella lattialla, yhdistämällä kaapereita |
|||
Takkuvaunu
1. Tekniset parametrit:
Kantokyky: 20T
Liikkumisnopeus: 5-7 m/min
Vaakaliike: hydraulismotori
2. Kaavasto ohjataan käsin pitämällä langattomat operaatiopussi, jossa tilavuus nostetaan materiaalivalmistuspöydältä ja siirretään purkeen pyöritysakselin sijaintiin, ja materiaalin sisäinen reikä vedetään purkeen sisään, ja sen jälkeen kaavasto laskeutuu ja palaa alkuperäiseen asemaansa.
3. Yläpuolella oleva rullakaavasto koostuu pääasiassa V-muotoisesta sadellan alustasta, kehännestä ja neljän ohjauspylvään nostomekanismista.
4. Ajoneuvo on varsinaisesti kytketty rakenteellinen osa, neljäpyöräinen rakenne, ja ajoneuvon kuljetus tapahtuu moottorin avulla, jotta kaavasto liikkuu rautatiejälillä.
5. Korotusmekanismi koostuu korotusruumiista, ohjausmekanismit ja korotushydraulikylistä, joissa korotusruumis käyttää neljän ohjauspylvään rakennetta, mikä takaa sujuvan nousemisen ja laskeutumisen.
6. Kuormituskaivon yläpinta on tukeva alusta, joka koostuu V-muotoisista sadellan astioista. Kun kaivo työskentelee, hydraulinen sylinteri nostaa ajonevon kehystä korkeuttaen tai laskeutumalla tilavuuden mukaan, ja moottori pyöräyttää kaivon pyöriä, jolloin kaivo liikkuu eteenpäin tai taaksepäin rautatiejäljellä. Työskentelyssä V-muotoinen astio kaivon päällä nostetaan hydraulisen sylinterin avulla nostamaan rullat ja korottamaan niitä vaadittuun korkeuteen, ja sen jälkeen moottorin ajojärjestelmä kuljettanut kuormituskaivon alumiinirullien radiaalisessa suunnassa rautatiejäljellä ja täyttää pöllöt rullien keskelle purkamoalueen tukisylinterin keskipisteeseen, ja sen jälkeen rullat nostetaan tiiviisti purkamoliikkeen kanssa.
7. Kuormituskaivon sähkökaapelit ja öljiputot ovat suojassa tukevassa ketjussa.
8. Öljiputot ja sähkökaapelit ovat suojassa vetoketjuissa.
Hydraulic Cantilever Uncoiler
1. Tekniset parametrit:
Tyyppi: kantapilkku, sivuhydraulisen apuston kanssa, hydraulinen nouseminen ja laskeminen.
Kuormakapasiteetti: ≤10T
Pyörän tiivistysalue 50mm
Laajennus ja tiivistäminen hydraulisen ajojen pruunin avulla
Ajo / voima AC7.5kw
Lumo Pneumaattinen levy lumo
2.Funktio: Avopolkko käytetään levykaarian avaamiseen ja tasauskoneen kanssa synkronoidun jäävän materiaalin luomiseen.
3. Runko ja pohja:
Koneen runko ja pohja ovat kuuman ikästymishallinnan kautta tehty saldorakenne.
4. Pyörä:
Mandrelin nouseminen ja laskeminen toteutetaan hydraulisen sylinterin ajamalla laajennusvatsaa.
Koristin mandreli koostuu kolmesta laajennusvatsasta.
Spindelin materiaali: 40Cr, temperointikäsittely.
Rulli: neljä fanikaarremuotoista komponenttia, fanikaarren kaareva lieriömainen järjestelmä, jotta ei tuhkaa levyn sisäkerroksessa merkintöjä. Nousevan ja suppenevan sylinterin ajo on hydraulisesti ajattu, rullilla on yksi kaareva levy skaalalla.
5. Voiman välitys:
Automaattisen toiminnan prosessissa levy koristimelta poistetaan automaattisesti, ja moottori tuottaa jäljellä olevan materiaalin puskurin ohjausjärjestelmän kautta.
6. Koristamisen prosessissa moottorin parametrit (nopeus, vääntömomentti jne.) ohjataan rullattavan materiaalin parametrien mukaan.
7.Päämoottori ja pääajatus: moottorilla on seuraavat toiminnot koristamisen aikana:
Synkronoidun jälkimmäisen materiaalin kanssa.
levyn esittäminen.
Pneumaattinen jarru moottorilla pysäyttää koneen pysähtymisen tai 'hätäjarrun' tapauksessa.
Keraukemoodi: moottori vähentäjän välityksellä siirtyy geaarilaatikkoon, geaarilaatikko ohjaa jännityssärkien ajausta.
Reelin apumuisto
Jotta mandreli ei kaadu, on olemassa hydraulinen apumuistolaite, joka ajetaan öljylitistysilindyllä.
Tukikäsivartalo nostetaan ja lasketaan öljylitistysilindyllä, ja se on itse lukittava tilassa, kun se on nousemassa;
Pneumaattinen järjestelmä: se koostuu silinderistä, venttiileistä ja putkeista, ja ostaja tarjoaa omasta puolestaan kaasulähteen.
Kaareumien estävä rullalavasto (koostuu pohjavanteista)
Sivujärjestyksen keskityslaite
1.Käyttö: Laite käytetään teräslevyn sivujärjestyksen keskitykseen ja poikkeamien korjaamiseen.
2. Tekniset parametrit
Suurin avaumismitta 1650mm
Pienin avaumismitta 1000mm
Ohjausvetojen materiaali GCr15, HRC60-62
3.Rakenne: vetytyyppinen, käyttää ohjauspilvipylväs-rakennetta ja kätöpyörän säätöä.
4. Veto on asetettu liukulevyllä, jota käytetään kätöpyörällä liikuttamaan ohjauspylvässä kehysrakenteessa. Plaatteen leveyttä voidaan säätää erikseen vasemmalta ja oikealta puolelta.
5.Tasapainoveto asetetaan syöttötynnyrin sivulle estämään teräslihan hyppäämisen pystyveton ohjausrajojen ulkopuolelle.
Neljäs paino -tyyppinen tarkka suorittaja
1.Laitteen parametrit
Niittyvetojen lukumäärä 2
Tasoitussylinterien lukumäärä 13
Tuen rullouksien määrä 3 riviä ylhäällä ja alhaalla
Tasausrullouksen halkaisija φ100mm×1700mm
Tasausrullon materiaali 40Cr, kovuus ≥HRC58-62 (tyydytys, kyhmytys)
Tuen rullon materiaali 40Cr, kovuus ≥HB250-275 (tyydytys, kyhmytys, kromatointi)
Päämoottorin teho 30kw (servomoottori)
Päävähennysgeara hard gear vähennysgeara
2. Muoto: neljä painopainetta
3. Pinnarullot peitetty kauchukilla, ylärinteen sylinteri painaa alas.
4. Tasausrullu: tasausrullu on koneen pääasiallinen työntekijäosa, ja rullun materiaali on 40Cr. Rullun valmistusprosessi on seuraava: lopetus - alustava moottaus - temperointi - puolivalmis moottaus - kovennus - tarkka höyrytys. Pintaan luotu kovuus on yli HRC58, ja pintapohje on Ra0.8mm. Työrullujen käytävät käyttävät itsensäkitkuryhmä tai nihkykynsiä, jotka ovat suuret kantokyvyläiset, vähän kitkeytyvät ja pitkäikäiset. Ylä- ja alarivit työrulluista varustetaan ajona järjestelmällä, jotta molemmat rivit pyörivät itsestään; yläosa rulluja voidaan moottorin ohjauksella nostaa pystysuunnassa samalla ja niitä voidaan säätää myös syöttö- ja jälkiprosessointi -päätteille, jotta tasausrullut muodostavat harmonisen heikennyksen (eli ylä- ja alarullut muodostavat harmonisen heikennyksen suorittamaan parantamaan levyjen tasauslaatua).
5. Tukirullot: Jotta tasausrullien tarkkuus ja joustavuus voidaan taata, on molemmilla puolilla tukirullit, joiden materiaali on 40Cr, ja rullien kantajina ovat nihkykantajat. Tukirullolla on vinoutettu rautamekanismi, jota voidaan säätää pystysuunnassa. Tukirullit säädetään manuaalisesti.
6. Voimajärjestelmä: pääsiirtojärjestelmä ajetaan keskitetysti moottorilla, ja yläpuoleisen rullan nostosiestelmän moottorireduktio käyttää yhtenäistä rakennetta, jolla on kompakti ja kaunis ulkonäkö.
Hydraulinen ja pneumaattinen järjestelmä
1. Rakenne:
Hydraulinen asema ja hydrauliset putket.
pneumaattinen järjestelmä.
2. Toiminnallisuuden yleiskatsaus:
käyttää integroitu pumpulaitetta, joka toimittaa hydraulista voimaa jokaiselle sylinterille, ja on varustettu vastaavilla purkuserkkeillä, painemittareilla, säätimillä, takaperäisillä ventteillä, elektromagneettisilla ventteillä ja niin edelleen.
3. konekaluston pöytä:
Korkealaatuisia teräslevyjä ja -putkia käyttävän kaarisuodatinrakenteen kaariyhteydet, toistuvan ikäytymiskäsittelyn sekä suuren porttausmolemmoin precision-mekaaninen käsittely, nämä suunnittelut ja prosessit varmistavat, että konepöydällä on erinomainen maanjäristyskestävyys, korkea joustavuus ja vakaus. Työpöytä käyttää
Yläpuolella tiivistetty työpöytä, pyörivä alusta suunnitelmassa, mikä mahdollistaa seuraavan latauksen valmistelun samalla kun työnnetään, merkittävästi parantamalla työntehon tehokkuutta.
4.pölypoistojarjestelmä: Työpöytä käyttää keskitetyn pölynhymäytyksen suunnitelmaa, varustettuna pölynhymäytysohjaimilla, poistaakseen pölyä, hinkuja ja muita aineksia tuotantoprosessissa.
5.Liikenneprofiili: Se käyttää korkean tarkkuuden viilattua riippumattomaa hampurilaisjärjestelmää ja servojohtojärjestelmää varmistaakseen konepöydän sileän ja tarkkojen liikkeiden suorittamisen korkealla nopeudella.
6.CNC-johdantojärjestelmä.
CNC-leikkauskontrolliohjelman perustana on Windows-järjestelmäkehitys, ja CNC-kontrollohjelmisto mahdollistaa täydellisen yhteensopivuuden laserleikkauksen erikoisohjelmiston kanssa. Käytetään ammattimaisia PC-tekniikan hallintakoneita, graafinen käyttöliittymä, helppo käyttää, ystävällinen käyttöliittymä, helposti oppiminen, kätevä käyttö, CNC-ohjelma on helppo muokata ja se on luettava. AutoCAD, CorelDraw ja muita ammattimaisia piirtämisojelmistoja, varustettu leikkausprosessiparametrien tietokannalla, joka mahdollistaa leikkausparametrien reaaliaikaisen säätämisen leikkausprosessin aikana saavuttaakseen parhaan leikkauslaatun.
7. sisäpakkaukset ohjelmisto:
(1) kehitetty erityisesti CNC-leikkauksien käyttöön, piirtäminen, ohjelmointi ja sisäpakkaukset ohjelmiston käyttö tietokoneella. Päätoiminnot sisältävät CAD-piirtämisen, uuden version CAM-DUCT putkisten hajottusoftwaren, DXF/DWG-optimoituja ominaisuuksia, vuorovaikutteista sisäpakkauksia, automaattista ohjelmointia sekä leikkaussimulaation vahvistamista ja kustannuslaskentaa.
(2) CAM-DUCT -ilmaohjauksen ohjelmisto sisältää 300+ ilmaohjauksen graafisen ohjelmiston, joka voi tehdä yksittäisen asetteluun useita graafisia super-levyjä, ja levyjen automaattinen jako sekä automaattinen sidontakokojen säilyttäminen onnistuu.
(3) Pakkausohjelmiston ydin teknologia CNC-leikkauskoneessa mahdollistaa ”koko-aikaista leikkausta, tehokasta leikkausta ja korkean pakkaustehon leikkausta”, mikä on perustava takee teräksen säästämiseksi ja leikkaustehon parantamiseksi tehokkaasti.
Jäähdytystila
Ammattimainen vesi-jäähdytysjärjestelmä, jossa voidaan saavuttaa kaksinkertainen lämpötila ja kaksinkertainen valvonta. Kaksi vesivirtaa jäähdyttää kahta keskipisteessä olevaa sijaintia, jäähdytyslaitteen lämpötila näytetään digitaalisesti, ja jos veden lämpötila ylittää määritellyn lämpötilan, jäähdytyslaitteisto käynnistyy automaattisesti, ja jos veden lämpötila laskee alle määritellyn lämpötilan, jäähdytys pysähtyy automaattisesti.
Koneen mitat

Mallin 3015 tehokas leikkaussiirto on 3 metriä pitkä * 1,5 metriä leveä, koko laite vie noin 20 metriä pituudessa ja 5 metriä leveydessä.
Palvelulupaus
Ennenmyyntipalvelu:
Tietojen kehitystarpeiden mukaan annetaan asiakkaille sopivaa teknistä ohjausta ja kokonaisvaltaista laitteistotietoja käyttöönottotilanteesta lähtien.
Ratkaise asiakkaiden esittämät erilaiset ongelmat ja harkitse niitä teknisen toteutettavuuden kannalta auttaaksesi asiakkaita tai kehittämään laseriprosessiohjelman heidän kanssaan.
Tarjoa laitteiston näyttelyä, jotta asiakkaat voivat vierailua varten tarkastaa, ottaa näytteitä ja testata koneita jne.
Myynnissä oleva palvelu:
Asiakkaan todellisen koneen käyttöpaikan tarkastus ja analyysi sekä asiakkaan perustamispaikan suunnittelu ja -suunnittelu veden, sähkön ja kaasun järjestelyjen osalta laitteistoa varten.
Tarjoa asiakkaille täydellinen laitteisto-operaattorien käyttöohjeet, ja tarjota laitteistoon liittyvää koulutusta asiakkaille;
Myyntipalvelu:
Käyttäjän käyttöpaikalla annetaan asiakkaan laitteistokuljettajille koulutus todellisen operaation suorittamiseksi, laitteiden päivittäisen huollon sekä turvallisen käytön suojaamiseksi, jotta käyttäjä voi hallita laitteiston käyttöproseduureja ja -menetelmiä mahdollisimman pian ja pystyä itsenäisesti käyttämään laitetta tuotannon ja käsittelyn kannalta;
Koko laitepaketin asennuksen ja testauksen jälkeen käyttäjälle alkavalle koulutukselle on yhden vuoden takuuajo, laserlaitepuolella kaksi vuotta takua;
Takuuajan aikana yritys määrittää myös asiakaspalvelun asiantuntijoita tekemään teknisiä tarkasteluja käyttäjän laitteille työpaikalla säännöllisesti, tehdä laitteille säännöllistä huoltoa ja tarkastusta sekä vastata käyttäjän esittämiin kysymyksiin.
Muita asioita
1、Projektin edistyminen
Kierrosaika noin 45-60 työpäivää, mukaisesti sopimuksen kierrosajalle suunnittelu, valmistus ja hyväksyntätyöt suoritetaan ja lähetetään tarjoajan puolelle;
2、Asennus ja komission perustaminen
Laite toimitettu tarjoajan puolelle, 7-10 päivän asennus- ja komission perustamiskierros;



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE