Vertaistuessaan perinteisiin kaareuttimoihin, CNC-kaareuttimet tarjoavat paremman kaareutumantarkkuuden ja tehokkuuden, mahdollistavat 30 %:n kasvun kaareutumisten määrässä samanaikaisesti.
Malli: PBS/PBE 1500mm-4100mm
Ohjainmerkki: DELEM, CYBELEC, ESA
Kapasiteetit: 30T - 5000T
| Koneen malli | kaarautumisvoima (KN) |
Kaareutuvan leveyden (mm) |
Sarakeväli (mm) |
Avoin korkeus (mm) |
Kuularuumen syvyys (mm) |
Sylinterin matka (mm) |
pystyslata | sivupaneeli | liukin | Päämoottorin teho (KW) |
Hydraulinen öljyn paino (L) |
nopeus (mm/s) | Ulkomitat (mm) | ||||
| paksuudet (mm) | ajaa | neutralisoida | paluu matka | Mitattu pituus | leveys | Korkeus | |||||||||||
| PBS-63/1500 | 600 | 1500 | 1200 | 580 | 350 | 215 | 70 | 40 | 50 | 8.7 | 130 | 185 | 19 | 180 | 2000 | 1620 | 2470 |
| PBS-63/2100 | 600 | 2100 | 1600 | 580 | 350 | 215 | 70 | 40 | 50 | 8.7 | 170 | 185 | 19 | 180 | 2600 | 1620 | 2470 |
| PBS-63/2550 | 600 | 2550 | 2050 | 580 | 350 | 215 | 70 | 40 | 50 | 8.7 | 200 | 185 | 19 | 180 | 3150 | 1620 | 2500 |
| PBS-100/3200 | 1000 | 3200 | 2700 | 580 | 390 | 215 | 80 | 50 | 60 | 10.8 | 300 | 220 | 17 | 210 | 3720 | 1720 | 2550 |
| PBS-100/4100 | 1000 | 4100 | 3600 | 580 | 390 | 215 | 90 | 50 | 70 | 10.8 | 400 | 220 | 17 | 180 | 4620 | 1720 | 2550 |
| PBS-150/3200 | 1500 | 3200 | 2700 | 580 | 405 | 215 | 90 | 60 | 70 | 13.2 | 300 | 180 | 14 | 180 | 3780 | 1730 | 2600 |
| PBS-150/4100 | 1500 | 4100 | 3600 | 580 | 405 | 215 | 100 | 60 | 80 | 13.2 | 400 | 180 | 14 | 170 | 4680 | 1730 | 2600 |
| PBS-220/3200 | 2200 | 3200 | 2700 | 580 | 405 | 215 | 100 | 70 | 80 | 16.7 | 300 | 160 | 12 | 160 | 3830 | 1800 | 2670 |
| PBS-220/4100 | 2200 | 4100 | 3600 | 580 | 405 | 215 | 110 | 70 | 90 | 16.7 | 400 | 160 | 12 | 150 | 4730 | 1800 | 2670 |
Huomautukset; N on akselien lukumäärä, mukaan lukien Y1, Y2, X, R ja muut akselit; V on kompensointiakseli (mekaaninen kompensointi)
PBS100T CNC-koneen konfiguraatiolista
|
- Ei, ei, ei. - Mitä? |
Name |
Malli |
Brändi |
|
|
1 |
CNC-järjestelmä |
DA53T |
DELEM, Alankomaat |
|
|
2 |
Takavetojen servomoottori |
EM3G-09 |
ESTUN |
|
|
3 |
Takavetojen servomoottorin ajuri |
ED3L-10AMA |
ESTUN |
|
|
4
|
Hydraulijärjestelmä Pääventtiilit
|
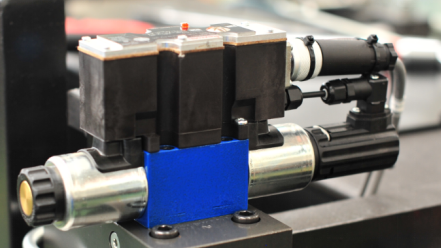
Elektrohydraulinen servo-hydraulisen venttiilimanifolddi |
Bosch-Rexroth, Saksamaa |
|
|
Synkronointi ohjausyksikkö
|
a. Takapaineenventtiili |
|
||
|
b. Venttiili |
|
|||
|
c. Proportionaaliset servosventtielit |
|
|||
|
Hydraulinen ohjauslaitteisto
|
a. Patenttiventtiili |
|||
|
b. Painepiiri |
|
|||
|
c. Suunnantyöntiventtielit |
|
|||
|
d. Proportionaaliset painemääritysventtielit |
|
|||
|
5 |
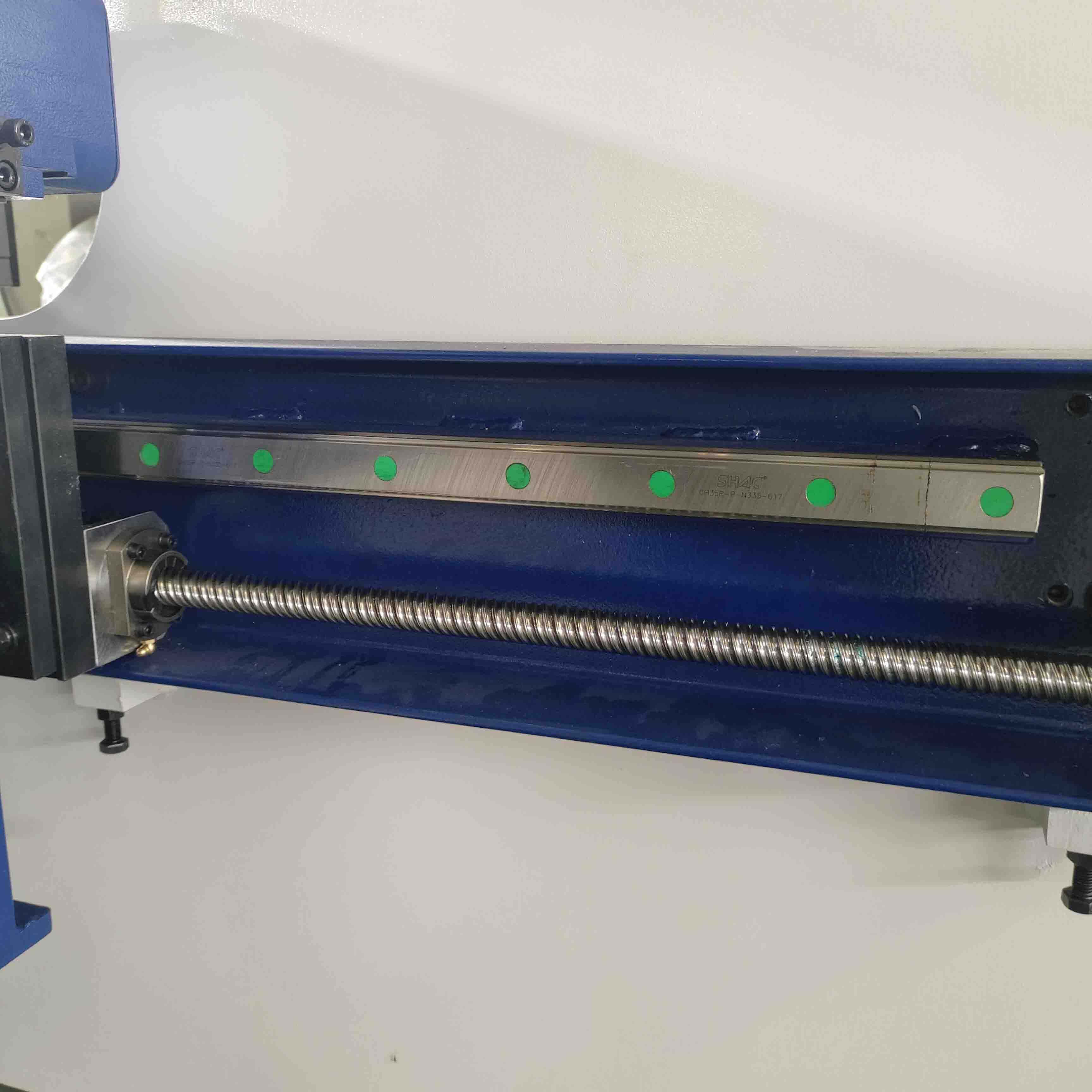
Suoraviivaiset ohjausradat
|
35 |
AIRTAC/SHAC |
|
|
25 |
AIRTAC/SHAC |
|||
|
6 |
Pallojuksellinen viseri |
880/1000 |
PMI/Saksa VOLLEY |
|
|
7 |
Öljypumppu |
LXPG1H-20 |
Bosch-Rexroth, Saksamaa |
|
|
8 |
Sylinterin lipas |
A-kokonaisuus koko sarja lippejä |
PARKER tai SKF. |
|
|
9
|
Koko sarja korkean paineen johtoja
|
1.GE16 ZSR 3/4EDCF |
PARKER/BRENNAN (Yhdysvallat)
|
|
|
2.GE28 LR3/4EDOMDCF |
||||
|
3. W10 ZLCF |
||||
|
4. WH10 ZSR KDSCF |
||||
|
5. WH10 ZLR KDSCF jne. |
||||
|
10 |
Kytkimet |
GGRMP |
SIT |
|
|
11 |
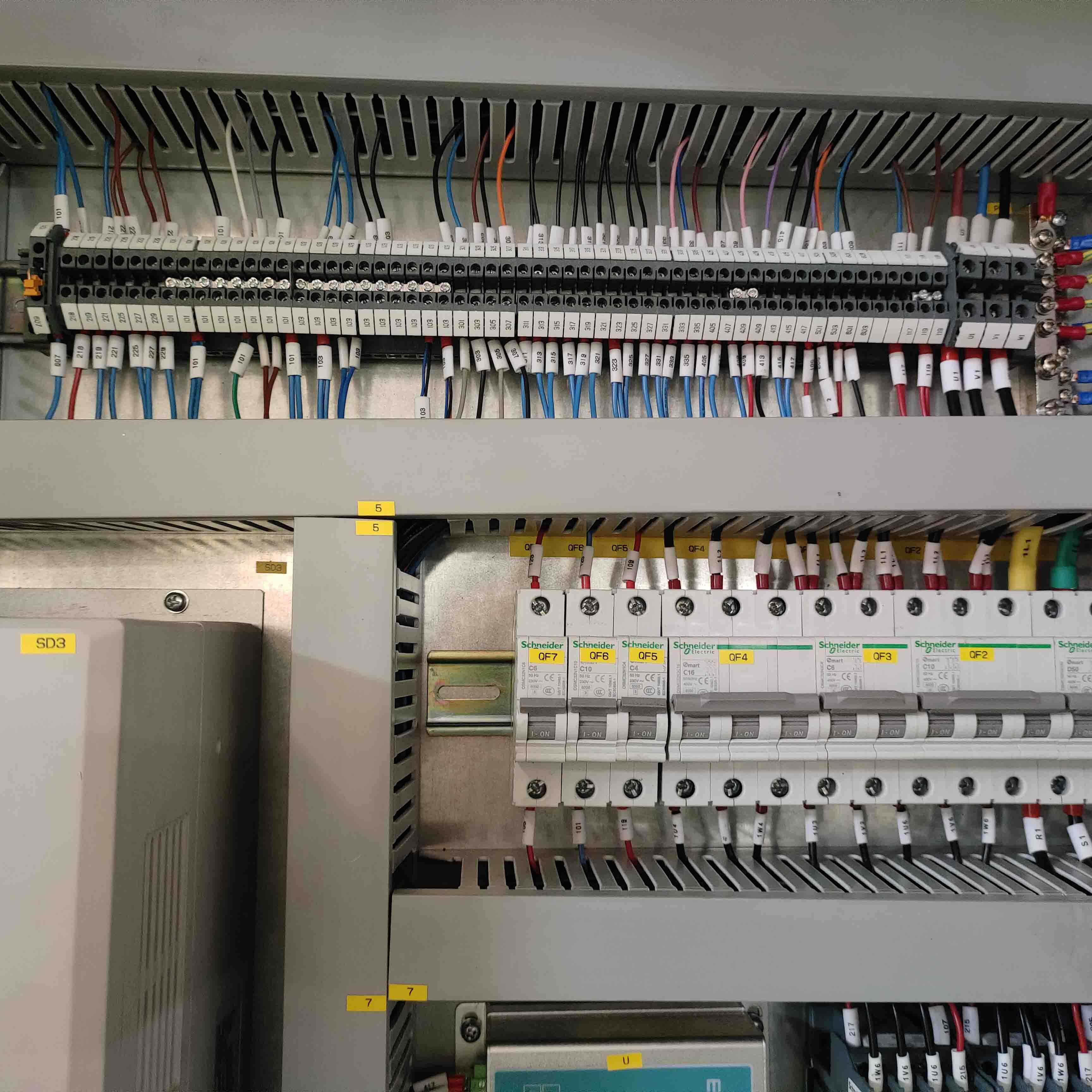
AC-kontaktit/painikkeet |
LC1D, XB2B, OSM |
Schneiderin mukaan |
|
|
12 |
Jalkakummutin |
HRF-HD5NX |
Etelä-Korea Kaikun |
|
|
13 |
Pääservomoottori |
EMB-1ZDDRC22(10.8KW) |
ESTUN |
|
|
14 |
Pääsiiväajurin |
PRONET-1ZDDRC |
ESTUN |
|
|
15 |
Magneettikaava |
MPS/GVS215LC |
OPKON, Turkki |
|
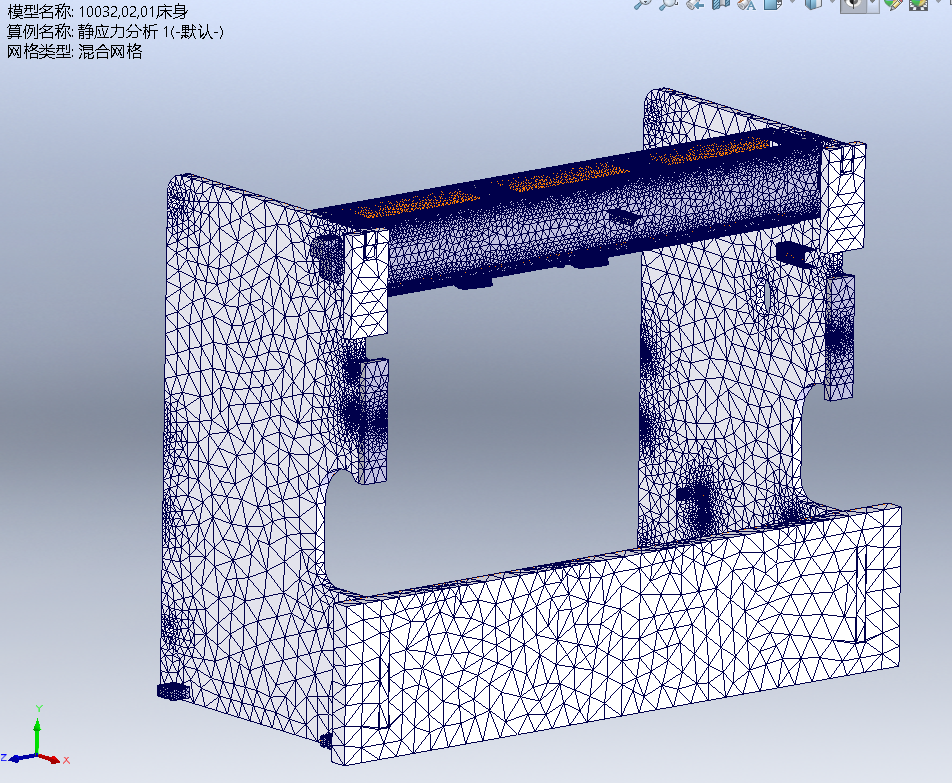
Koneen runko on suunniteltu äärellisilmion optimoinnin avulla varmistaakseen, että koneella on korkea vahvuus ja jousto käytössä.
Vertaistettaessa perinteisiin CNC-kaarettukoneisiin päämoottorina käytetään siivämoottoria, lisätään paineanturi, moottorin nopeus kasvaa, nesteen täyttövirta sekä öljypummin siirtymäkasvavat, ja Y-akselin liike on pehmeämpää ja tehokkaampaa; kaarettuoton tehokkuus on 30 % parempi verrattuna markkinoiden johtaviin malleihin.
Pääajuri käyttää servo-moottoreita, Y-akselin nopeus jokaisessa tilassa on erilainen, mikä vähentää huomattavasti hydraulisen ylivuodon aiheuttamaa energiakulutusta, alentaa öljyn lämpötilaa ja säästää 30-40 %, koska öljyn lämpötila on matala, hydraulinen öljy kestää merkittävästi kauemmin;
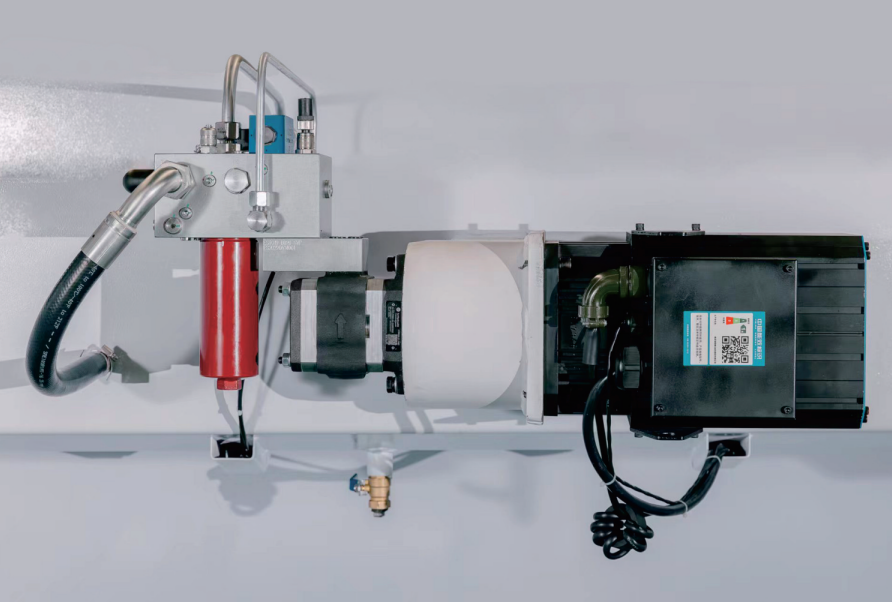
Saksalaisen Rexrothin täysin suljetun sähkö-hydraulisen servosynkronointijärjestelmän käyttö varmistaa konekaluston korkean vakauden ja tarkkuuden korkeanopeudessa toimittaessa.
Suljettu korkeus, kurkkauksen syvyys, sisäinen lohkon välimatka ja liukun matka ovat suunniteltu paremmin, mitä verrattuna pääasiallisiin kaareuttimoihin parannuksia on tehty, helpottavat isojen ja monimutkaisien työpaltojen kaareuttamista ja noutamista, ja parempi toteutus on mahdollista ilman ylimääräisiä kustannuksia.
Koko teräslevy on kytketty kokonaisena, mikä antaa vahvan vastarinnan vibratieille.
Vibration-ikästyksestä poistetaan kehysrakenteen sisäinen jännitys, mikä takaa hyvän vakauden ja estää kehyksen muodollisen muutoksen.
Kehys muovataan viisikulmaisessa moottorikeskuksessa, mikä takaa jokaisen kiinnityspintaan suhteellisen suorakulmaisuuden ja yhdensuuntaisuuden.

Kehyksen kurpitsa on varustettu ”C”-muotoisella mekanismilla, joka takee kaarennuksen tarkkuuden ja vakauden.
Öljylitistysliittimet ja putkien yhdistimet ovat Yhdysvaltojen PARKER/SKF tai Yhdysvaltojen BRENNAN -merkkejä; ne ovat tehokkaasti litistyksissä ja pitkäikäisiä;
Hyödynnetään edistyneintä täysi suljetun silmukan sähköhydraulista servo-synkronointijärjestelmää;
Kone työskentelee jatkuvasti arvoituksen mukaisella kuormituksella, kun taas hydraulijärjestelmä varmistaa ilman vuotoja sekä jatkuvan ja tarkkoja käsittelytoimintoja;
Takaperän nopeus on nopea ja paikannuksen tarkkuus korkea;
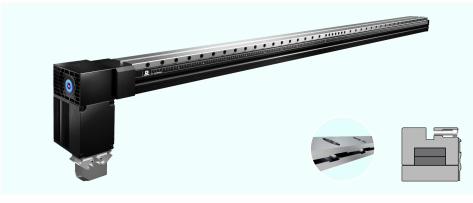
X- ja R-akselit ohjataan tuotetuilla palleriulinoin, joita ohjaa digitaaliset AC-palvelumoottorit, jotka sisältävät takaperän hallintafunktion ja joita ohjaa lineaariset ohjausradat;
Pysäytysniski liikkuu vasemmalle ja oikealle lineaarirataa pitkin, ja sillä on tarkentusfunktio eteen- ja taaksepäin suunnassa, mikä tekee sen helpoksi käyttää ja antaa korkean tarkkuuden;
Erityisen pysäytysrakenteen käyttö, jolla on yksi~kolme pysäytysniskifunktiota, laajentaa materiaalin pysäytysalueita;

Sähkökomponentit ovat ulkomaisia tai yhteisyrityksen merkkituotteita, jotka täyttävät kansainväliset standardit, ja sähköhallintolaatikko on varustettu jäähdytyslaitteella;
Analoginen kabeli on peiliä, mikä poistaa sähköisen häiriön;
Sähköhallintolaatikon termityyppi täyttää kansallisen standardin IP54-suojausluokan;
Jalkapainike käyttää kaksiosaisia jalkapedaleja, jotka voidaan painaa ylös ja alas, mikä tekee niistä käteviä ja yksinkertaisia;
Mekaanisen kompensointiontaimien keskikoriste ja universaalinen tasasijoittaminen;
Tiheän pistesijainnin vinoviipalikompensoinnin rakenteen käyttö, joka täyttää kokonaisen työkalun kaarennuksen kulman tarkkuusvaatimuksen.
Standardi integroituun vaihtomotoriin, alumiiniliasuunaan ja mittauskaavioon;
Korjaus suljetussa silmukassa, korkean tarkkuuden hallinta, korjausmäärä lasketaan ja asetetaan CNC-järjestelmällä automaattisesti varmistaakseen koko pituuden kaarennuskulman yhdenmukaisuuden;
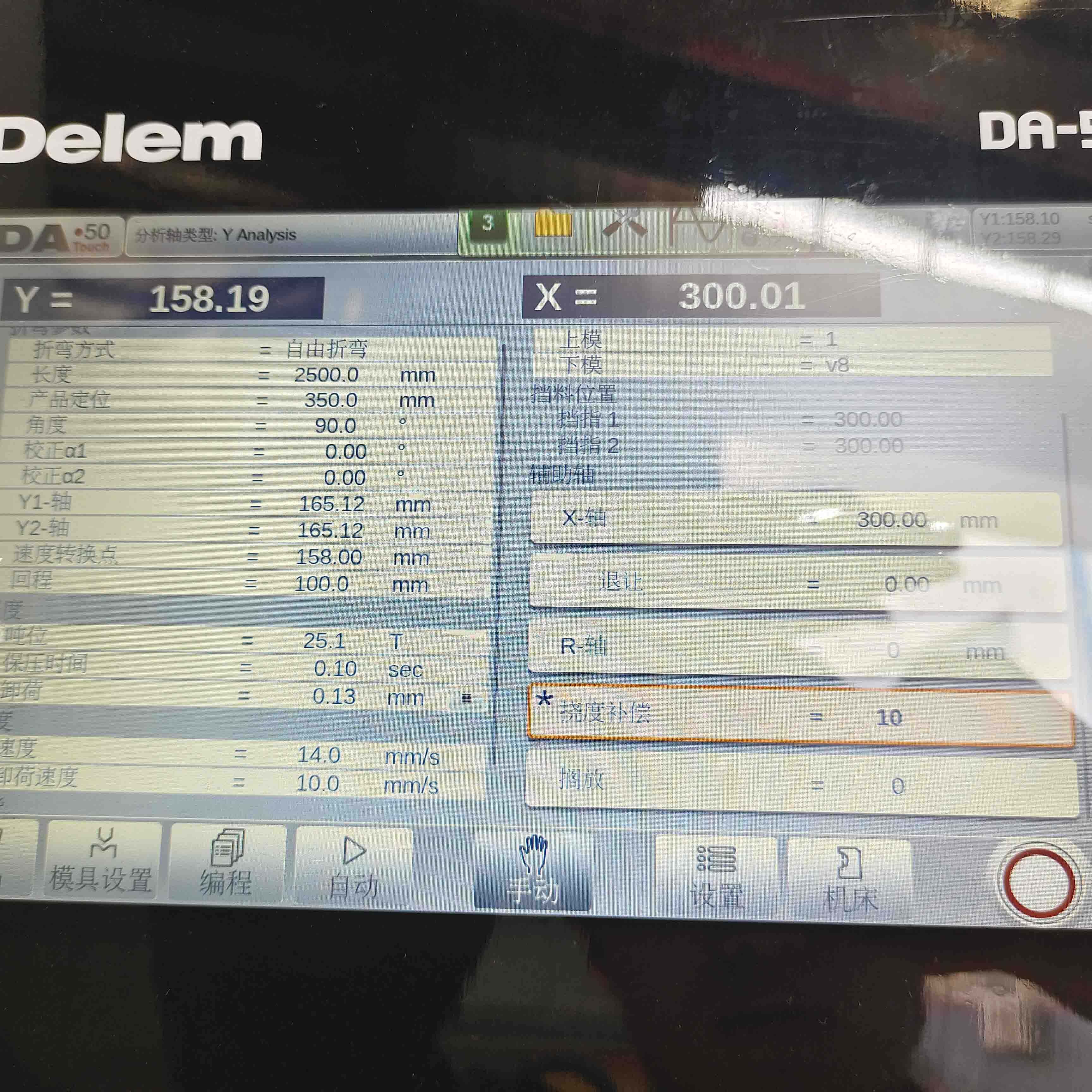
Alankomaiden DELEM-yhtiön DA53T-numerohallintajärjestelmä
1, 10.1” korkean resoluution totuusväri TFT-näyttö;
2, Enintään neljän akselin hallinta (Y1, Y2, X, R-akseli);
3, 266MHZ-prosessori;
4, sisäinen tallennustila 1 GB;
5, USB-tallennusliittymä, RS232-liittymä;
6, muokkaukset, 30 ylämuovia, 30 alamuoverta;
7, sisäänrakennettu ohjelmoitava PLC, vakaa ja luotettava, logiikan kautta voidaan säästää laitteistojohtoja;
8, yhden sivun mittakaavaparametrien nopea ohjelmointi, navigointipikanäppäimet;
9, taulukon vinosuhteen kompensaatio lasketaan automaattisesti;
10, standardidataohjelmointi, graafinen ohjelmointi valinnainen, suuren kaaren, painevedonlyönnin tukee;
11, hätäpysäytysvaihde paneelilla;
12, kaarevuuspaineen automaattinen laskenta, muokkauksen turvavyöhyke;
13, verkkoyhteydessä olevat suoritusanalyysityökalut;
14, kulman korjausdatanpohja;
15, järjestelmän diagnostiikkatoiminto;
16, Delem-Linux käyttöliittymä varmistaa järjestelmän vakion toiminnan, tukee välitöntä sammutusta;
17, standardi offline-ohjelmointiohjelma;
18, valinnainen kaksinkertainen laiteyhteysfunktio;
19, diagnostiikkafunktiot, voivat seurata IO-digitaalista, analogisen seurantaa ja jokaisen akselin tilaa;
20, koneen työaikojen ja kaarettujen kertojen automaattinen kokonaislaskenta;




 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE