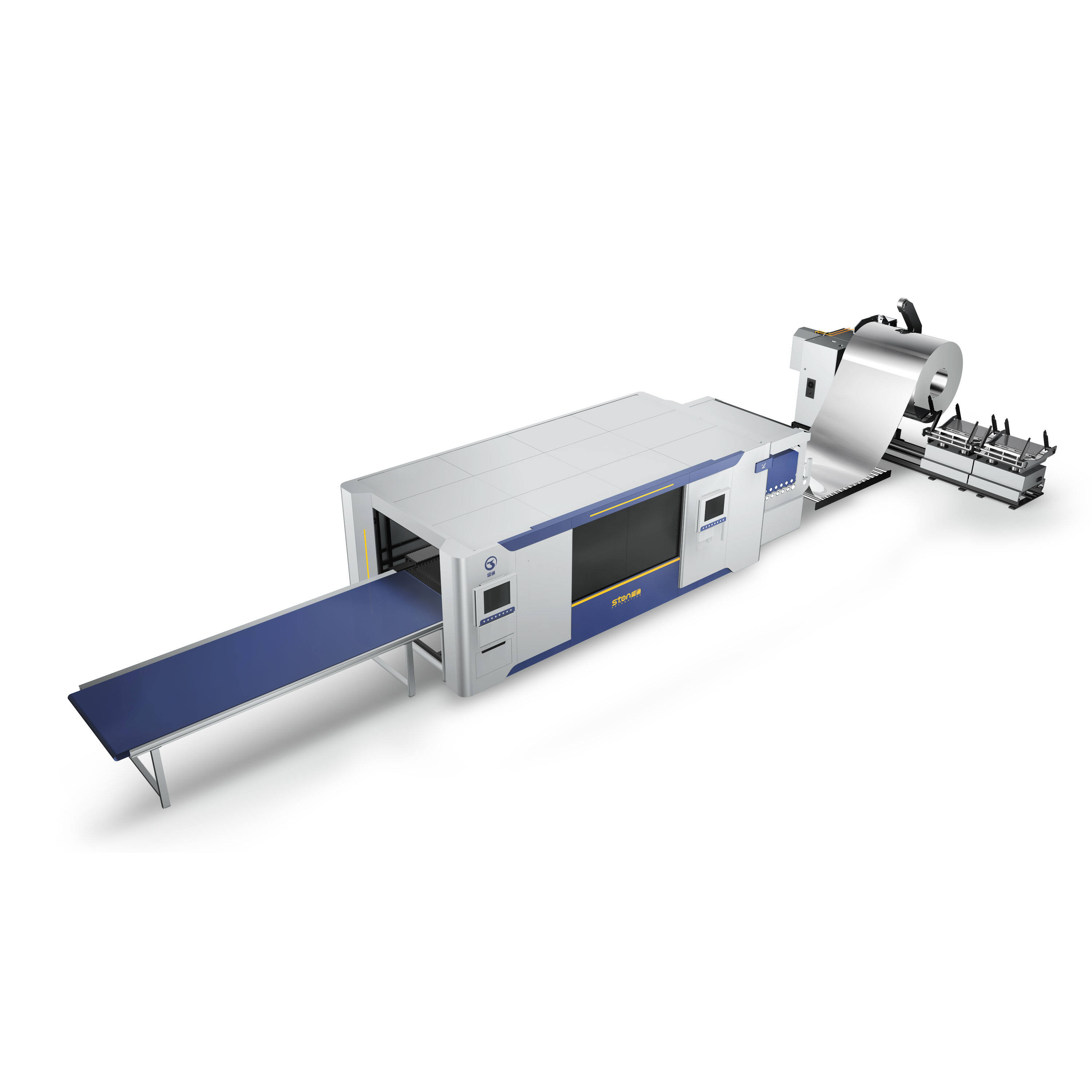
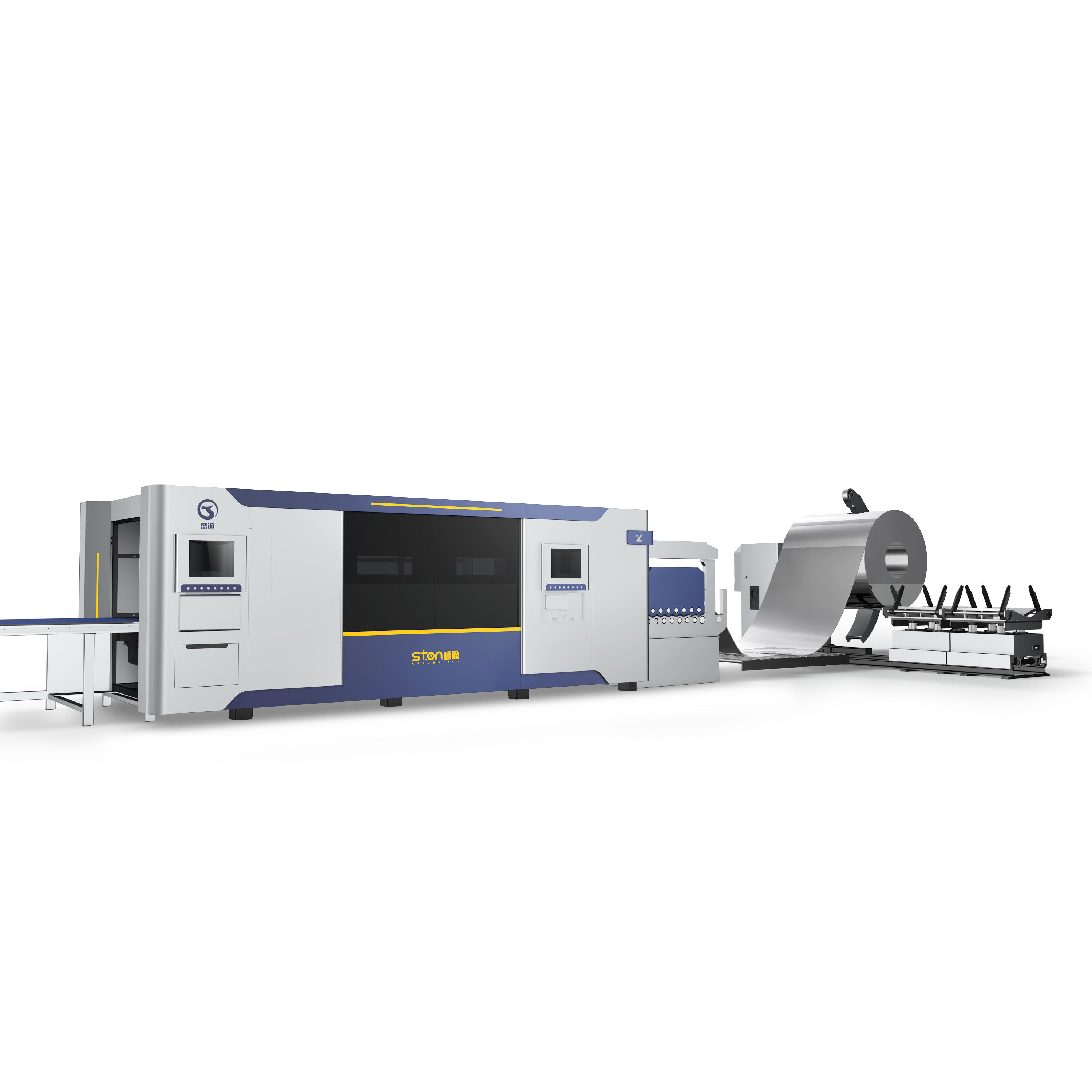
Jedna produkční linka, která dokáže snadno prořezávat různé materiály s přesností a rychlostí, zajišťující konzistentní kvalitu pokaždé. STON LZ1401 nabízí nezapřenou účinnost a produktivitu, čímž je ideálním řešením pro vaše výrobní potřeby. Proč zvolit STON LZ1401?
Nejvyšší kvalita: Naše laserová technologie řezání zajišťuje přesné a konzistentní výsledky, eliminuje potřebu oprav a snižuje zbytek materiálu.
Ekonomické: Optimalizací času produkce a snižováním zbytečného množství materiálu vám STON LZ1401 pomáhá ušetřit provozní náklady.
Připravené na budoucnost: S postupem technologie je STON LZ1401 navržen tak, aby se přizpůsobil a rostl spolu s vaším podnikem.
Parametry zařízení
|
|
suroviny |
Kovový plech tvrdě válcovaný, galvanizovaný plech, nerdzavějící ocel |
|
2 |
houští desky |
0,5mm ~ 2,0mm |
|
3 |
šířka plechu |
1000mm~1500mm |
|
4 |
Hmotnost na balení |
≤10T |
|
5 |
Vnitřní průměr balení |
ø508mm-Ø630mm |
|
6 |
výměrný průměr valku |
ø1000 ~ Ø1600mm |
Parametry hotového produktu
|
1 |
kvalita povrchu |
Plocha pásu je rovinná a neobsahuje žádné zpracovatelské defekty; |
|
2 |
Přesnost vyrovnání |
±1mm⁄m2 |
|
3 |
Diagonální přesnost |
≤1mm⁄2000mm |
Parametry jednotky
|
1 |
Rychlost pásu |
5m/min |
|
2 |
Rychlost linky jednotky |
Rychlost linky vyrovnávacího stroje 0~12m/min (upravitelná) |
|
3 |
Běžná výška |
+800mm |
|
6 |
směr běhu |
(Podléhá konečnému rozvržení procesu výrobní linky) |
Pracovní podmínky pro použití zařízení
|
1 |
Elektrické podmínky |
3f fázový proud, 400V±5%, 50Hz±2% |
|
2 |
Zdroj vzduchu (komprimovaný vzduch) |
Tlak: 0,5~0,6MPa Výkon: 0,6m3/min |
|
3 |
vodozdroj |
Žádné zvláštní požadavky |
Nátěr zařízení
|
1 |
Barva nátěru hlavní konstrukce |
standardní vybavení |
|
2 |
Mobilní, bezpečnostní a další součásti |
Konfigurace podle hlavní barvy (žlutá/naranzová) |
|
3 |
Elektrické skříně, operační konzole, palivové nádrže |
standardní vybavení |
Hlavní konfigurace zařízení
|
Žádný. |
Kategorie |
Jméno |
Původ a značka |
MNOŽSTVÍ |
|
1 |
laser |
vláknitý laser |
Shenzhen Chuangxin 6000W |
1 |
|
2 |
laserová hlava |
vláknová laserová řezací hlava |
Šanghaj Jiaqiang |
1 |
|
3 |
Chladicí systém |
vodní chladič |
Wuhan Hanli |
1 |
|
4
|
CNC SYSTÉM
|
Systém pohybové kontroly |
Šanghaj Weihong |
1 |
|
Servo pohybový systém |
Shenzhen Weichuang |
4 |
||
|
Redukční převod |
Japonsko Beto |
3 |
||
|
Elektrické komponenty |
Schneider, Francie |
1 |
||
|
Pneumatické součásti |
Anwuochi, Německo/Yadek, Tchaj-wan |
1 |
||
|
5
|
Tělo stroje
|
Operační stůl |
Krkový typ |
1 |
|
VODÍCÍ LIŠTA |
Tchajwanská Heqing |
1 |
||
|
Kluzák |
Tchajwanská Heqing |
10 |
||
|
Hřídel a dráha |
Tchajwanská Kotai |
1 |
||
|
Postel |
Sváření a stárnutí čtvercové trubky |
1 |
||
|
Odvádění kouře |
Kouřový kanál |
1 |
||
|
6
|
Pomocné zařízení
|
Materiálová stojánka |
hydraulická nádrž na materiál o kapacitě 10T |
1 |
|
Vyrovnávací stroj |
vysoce přesný vyrovnávací stroj s 15 valy |
1 |
||
|
Spojovací stroj |
Společná stůl pro spojení valů / pásů |
1 |
||
|
Vzduchový kompresor |
1.6Mpa vzduchový kompresor specializovaný pro laser |
1 |
Požadavky na pracovní prostředí
|
Položka |
Jméno |
Požadavky |
Výše uvedené |
|
Napájení
|
Celková nainstalovaná výkonovost Napětí |
≤50KVA 380V\/220V±5% |
doporučuje se použít elektřinu o kapacitě 100kva. V ostatních oblastech musí být nainstalovány automatické stabilizátory napětí a proudu. |
|
Zemní odpor |
≤4 ohm |
||
|
V blízkosti montážního zařízení by neměla být žádná silná elektromagnetická signální interference. Vyhněte se vysílačům nebo relé stanicím v okolí instalace. |
|||
|
Voda |
Vodou chlazený |
je třeba použít vyčištěnou, deionizovanou nebo destilovanou vodu |
|
|
plyn |
Kyslík, Dusík |
Čistota > 99,5 % |
Parametry se liší podle zpracovávaného materiálu |
|
Vzduchový kompresor |
Tlak ≥1,6mpa |
||
|
Pracovní prostředí
|
Teplota |
5-40 stupňů |
|
|
Vlhkost |
≤80%, bez kondenzace |
||
|
Fond |
Amplituda <50um, amplituda zrychlení <0,05g; v blízkosti není velké tlačící vibrační zařízení. |
Pokud je nutné na zdroji vibrací udělat protivibrační příkop |
|
|
Prostorová požadavky na zařízení zajistí, aby nebyl kouř ani prach, vyhnete se pracovnímu prostředí s metalickým líšením a šlehaním a dalšími prachovými procesy, a musí být nainstalováno protistatické podlahové krytí, spojené štítovaným drátem |
|||
Dopravní vozík
1.Technické parametry:
Nosnost: 20T
Rychlost pohybu: 5-7 m/min
Horizontální pohyb: hydraulický motor
2.Vozík je ovládán drženým bezdrátovým operačním boxem, objem materiálu je zdvihnut ze stolu pro přípravu materiálů a přesunut na pozici osy plechu rozválcovače, poté je vnitřní díra materiálového objemu proniknuta do plechu rozválcovače, pak se vozík sníží a vrátí do původní pozice.
3. Horní válecový vozík se skládá převážně z V-tvarého sedlového paletu, těla a mechanismu zdvihání se čtyři vodicími sloupy.
4. Rám vozidla je sváraná konstrukční součást s čtyřkolesovou konstrukcí, pohon vozidla je elektromotorem, který umožňuje pohyb vozíku po kolejích.
5. Zdvihací mechanismus se skládá ze zdvihacího těla, vodicího mechanismu a hydraulického válce na zdvihání, zdvihací tělo má konstrukci se čtyřmi vodicími sloupy, což umožňuje hladké zdvihání a snižování.
6. Horní plocha nákladního vozíku je nosná platforma složená z V-tvaré sedlové misky. Když vozík pracuje, hydraulický válec zdvihne karosérii a zvede nebo sníží objem, a motor pohání kola vozíku, takže se vozík pohybuje dopředu nebo dozadu po kolejích. Během práce je V-tvará miska na vrcholu vozíku zdvihána hydraulickým válcem, který zvedá valy na požadovanou výšku, a poté pohonový mechanismus poháněný motorem přesune nákladní vozík podél radiálního směru aluminiových valů po kolejích a doplní tyče do středu nosného válce rozvínací stanice, a poté jsou valy zdvizeny pevně k ose pohybu rozvínací stanice.
7. Kabely a olejové trubky nákladního vozíku jsou chráněny podpůrnou řetězem.
8. Olejové trubky a kabely jsou chráněny tahacími řetězy.
Hydraulic Cantilever Uncoiler
1.Technické parametry:
Typ: koncepce s výklenkovou konstrukcí, se stranním hydraulickým pomocným podpěrem, hydraulickým zdviháním a spouštěním.
Nosnost: ≤10T
Rozsah napětí stromku 50mm
Roztažení a utažení hydraulickým pohonem klínovitě
Pohon\/výkon AC7.5kw
Brzda Pneumatická disky brzdy
2.Funkce: Otevíráč je používán k rozvitu plechového svazku a zřízení synchronizovaného zbytku materiálu s vyrovnávačem.
3. Tělo a základna:
Tělo stroje a základna jsou svářenou konstrukcí s tepelnou starostlivou úpravou.
4. Stromek:
Výška a snížení mandrulu je realizována pohonem hydraulického válcového mechanismu s rozšiřovací rukavou.
Mandrul rozviječe se skládá z tří rozšiřovacích rukavů.
Materiál vratce: 40Cr, tepelné zpracování.
Bubnový mechanismus: složen z čtyř vějířovitých desk, vějířovité desky jsou konkávně-konvexně posunuté, aby se na vnější vrstvě desek nevyskytovaly stopy po ostří. Pohyb nahoru a dolů je hydraulicky poháněn válcovým mechanismem, bubnový mechanismus má jednu zakřivenou desku s měřítkem.
5. Přenos síly:
Během automatického provozu je páskový materiál aktivně uvolňován rozviječem, a to díky motorku, který vyprodukuje bufer pro zbylý materiál prostřednictvím řídícího systému.
6. Během rozvijání jsou parametry motoru (rychlost, moment atd.) řízeny podle parametrů valeného materiálu.
7.Hlavní motor a hlavní převod: během procesu rozvijání má motor následující funkce:
Synchronizace zbylého materiálu.
zavedení listu.
Pneumatické brzdo u motoru slouží k zastavení stroje v případě nouzového zastavení nebo 'nouzového tlačítka'.
Režim pohonu rozvínáče: převod pohonu motoru s reduktorem na převodník, převod ozubením převodníku na tahací hřídel.
Nápomocný podpůrný mechanismus pro bobinu
Aby se zabránilo propadání mandrlety, je zde hydraulický pomocný podpůrný mechanismus, který je poháněn olejovým válcem.
Podpůrný rameno je zdviháno a snižováno olejovým válcem a po zdvihu se nachází ve stavu automatického uzamčení;
Pneumatický systém: skládá se z válců, ventilů a potrubí, zdroj vzduchu poskytuje nákupce samostatně.
Protiskluzový katrolní převod (skládá se z dolních nosných katrolů)
Zařízení pro středové vedení a centrování
1. Použití: Zařízení se používá pro boční vedení a centrování plechů a jejich odchylkovou korrekci.
2. Technické parametry
Maximální výška otevření 1650mm
Minimální výška otevření 1000mm
Materiál vedení válce GCr15, HRC60-62
3. Konstrukce: válcová, s vedením sloupcové šroubové konstrukce a ručním kolem pro úpravu.
4. Válec je umístěn na posuvném bloku, který je poháněn ručním kolem a pohybuje se po vodícím sloupci na rámci. Šířka plechu lze upravit zvlášť na levé i pravé straně.
5. Na straně přívodu je umístěn horizontální tlačný válec, který zabrání tomu, aby se ocelová páska vytrhla z vedení vertikálního válce.
Čtyřhmotová jemná vyrovnávací stroj
1. Parametry zařízení
Počet tlačných válců 2
Počet vyrovnávacích válců 13
Počet nosných válců 3 řady nahoře a dole
Průměr vyrovnávacích válců φ100mm×1700mm
Materiál vyrovnávacího walce 40Cr, tvrdost ≥HRC58-62 (otužování, tavení)
Materiál nosného walce 40Cr, tvrdost ≥HB250-275 (otužování, tavení, nahrubování chromem)
Výkon hlavního motoru 30kw (servomotor)
Hlavní reduktor s tvrdými zubny
2. Forma: čtyřhmotníkový typ
3. Svírací válec obalený gumou, horní válec je stlačen válcováním.
4. Vyrovnávací válec: vyrovnávací válec je hlavní pracovní část stroje, materiál válců je 40Cr, technologický postup je následující: vypouštění - hrubé obrábění - zpevnění - polodokončené obrábění - tvrdění - přesné brusení, povrchová tvrdota dosahuje více než HRC58 a hladkost povrchu Ra0.8mm. Ložiska pracovních valců používají samoopravovací ložiska nebo jehlová ložiska, která mají velkou nosnost, malé tření a dlouhou životnost. Horní a dolní řady pracovních valců jsou vybaveny pohonovým systémem, takže horní i dolní řada pracovních valců se otáčejí aktivně; horní řada pracovních valců může být poháněna motorem k svislému pohybu současně a lze ji také upravit na koncích nakládky a výkladky, aby byly vyrovnávací válce nakloněny (tedy horní a dolní válce tvoří harmonické tlumené rovnaní, což zvyšuje kvalitu vyrovnání desek).
5. Nosné válečky: Aby byla zajištěna přesnost vyrovnávání a tuhost vařících válečků, jsou na horní i dolní straně nosné válečky, jejichž materiál je 40Cr a ložiska jsou hliníková ložiska pro válečky. Nosný váleček používá nakloněný železný mechanismus, který lze upravit ve svislém směru. Nosné válečky se nastavují ručně.
6. Pohonový systém: hlavní pohonový systém je centrálně ovládán motorem, a reduktor motoru vysunovacího systému horního válečku má integrální konstrukci s kompaktním a estetickým vzhledem.
Hydraulický a pneumatický systém
1. Složení:
Hydraulická stanice a hydraulické potrubí.
pneumatický systém.
2. Stručný popis výkonu:
používá integrovanou pumpovou stanici, která poskytuje hydraulickou sílu jednotlivým válcům a je vybavena odpovídajícími bezpečnostními ventily, manometry, regulátory, klapeňovými ventily, elektromagnetickými ventily atd.
3. stolička stroje:
Použití kvalitních ocelových desek a trubek, svářená konstrukce rámů s výplňovým spojením, sekundární zastaravací úprava, přesná obráběcí operace na velkém portálovém frézním stroji, tyto návrhové a technologické prostředky zajistí, že bude strojní zařízení mít vynikající odolnost proti otřesům, vysokou tuhost a stabilitu. Pracovní stůl používá
Stolovou konstrukci horního typu s intenzivním pracovním plochou, rotující podstavec navržený tak, aby bylo možné zpracovávat současně a připravit další náklad, což významně zvyšuje pracovní efektivitu.
4.systém odsávání prachu: pracovní stůl používá centralizovaný systém pro sběr prachu, vybavený odsávacími potrubími, které slouží ke odstranění prachu, výfukových plynů a dalších látek v procesu výroby.
5.převodový systém: Používá přesný převod šroubovice a ozubeného kola s vysokou přesností a servoregulační systém, který zajistí hladkost a přesnost stroje při jeho vysokorychlostním pohybu.
6.CNC řídící systém.
Program pro řízení CNC frézování je vyvinut na základě systému Windows a systém CNC řízení umožňuje plnou integraci se specializovaným CNC softwarovým řešením pro laserové frézování. Používá se profesionální průmyslový počítač s operačním systémem, grafické rozhraní, snadné ovládání, přátelské uživatelské rozhraní, jednoduché k naučení, pohodlné ovládání. Program CNC je snadno editovatelný a čitelný. AutoCAD, CorelDraw a další specializované programy na vytváření nákresů jsou vybaveny databází technologických parametrů pro frézování, které lze během procesu frézování upravovat v reálném čase pro dosažení nejlepší kvality frézování.
7. software pro uspořádání:
(1) speciálně vyvinutý pro CNC frézovací stroje, software pro vytváření výkresů a uspořádání na počítači. Hlavní funkce zahrnují tvorbu v CAD, novou verzi dekompresního softwaru CAM-DUCT pro trubky, optimalizaci DXF/DWG, interaktivní uspořádání, automatické programování, stejně jako simulaci frézování a výpočet nákladů.
(2) Softwar CAM-DUCT pro větrací trubky obsahuje 300+ grafický software pro větrací trubky, který umožňuje jednoduché rozvržení s více grafickými super desky, velikost grafu může být automaticky rozdělena a automaticky spojena, přičemž se zanechává vhodná velikost spojovacího otvoru.
(3) Nesting software je jádrovní technologie CNC řezacího stroje, která umožňuje „neustálé řezání, efektivní řezání a řezání s vysokou úrovní nesting, což je základní záruka účinného šetření oceli a zvyšování efektivity řezání.
Režim chlazení
Profesionální vodní chladič s dvojitou teplotou a dvojitou kontrolou, dvě vodní cesty chladí dvě jádra, teplota chladicí jednotky se zobrazuje na digitálním panelu, pokud voda přesáhne specifikovanou teplotu, chladicí jednotka začne automaticky chladit, pokud je teplota vody nižší než specifikovaná, chladicí jednotka se automaticky zastaví.
Rozměry stroje

Model 3015 má účinný řezací tah délky 3 metry * 1,5 metru široký, celková délka stroje zabírá asi 20 metrů a šířka zabírá přibližně 5 metrů.
Služební závazek
Predprodejní služba:
Podle rozvojových potřeb zákazníků, z hlediska jejich skutečného použití, poskytnout vhodné technické vedení a kompletní sadu informací o zařízení;
Vyřešit různé problémy, které zákazníci zdvihají, s ohledem na technickou proveditelnost, pro zákazníky nebo k pomoci zákazníkům při návrhu a vývoji programu pro laserovou obrábění;
Poskytovat prezentaci zařízení, aby mohli zákazníci navštívit inspekci, vzorkování, testování stroje atd.
Služby během prodeje:
Skutečné použití stroje na místě zákazníka kontrola a analýza, podle místa zákazníka pomáhat uživatelům v plánování a návrhu místa spolu s uspořádáním vody, elektřiny, plynu pro zařízení atd.
Poskytněte zákazníkům kompletní sadu operačních manuálů pro zařízení a poskytněte školení operátorům zařízení zákazníků;
Zákaznická podpora po prodeji:
Na místě použití uživatelem provede výrobce školení pro operátory zařízení zákazníka, aby zajistil praxi provozu, běžnou údržbu zařízení a bezpečnostní používání, aby uživatel co nejdříve ovládal operační postupy a metody zařízení a mohl nezávisle používat zařízení pro výrobu a zpracování;
Po instalaci a nastavení celé sady zařízení u uživatele platí od data školení do spuštění stroje jednorocní záruka na zařízení a dvouroční záruka na laser;
Během období záruky firma přidělí specialisty pro zákaznickou podporu, kteří budou pravidelně kontrolovat technické parametry zařízení na pracovišti, pravidelně provádět běžnou údržbu a inspekci zařízení a odpovídat na otázky uživatele.
Ostatní položky
1、Průběh projektu
Časový cyklus asi 45-60 pracovních dnů, podle smluvního časového cyklu pro dokončení návrhu, výroby a přijetí práce a odeslání na stranu poptávky;
2、Instalace a nastavení
Vybavení dopravené na stranu poptávky, instalace a nastavení trvají 7-10 dní;



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE