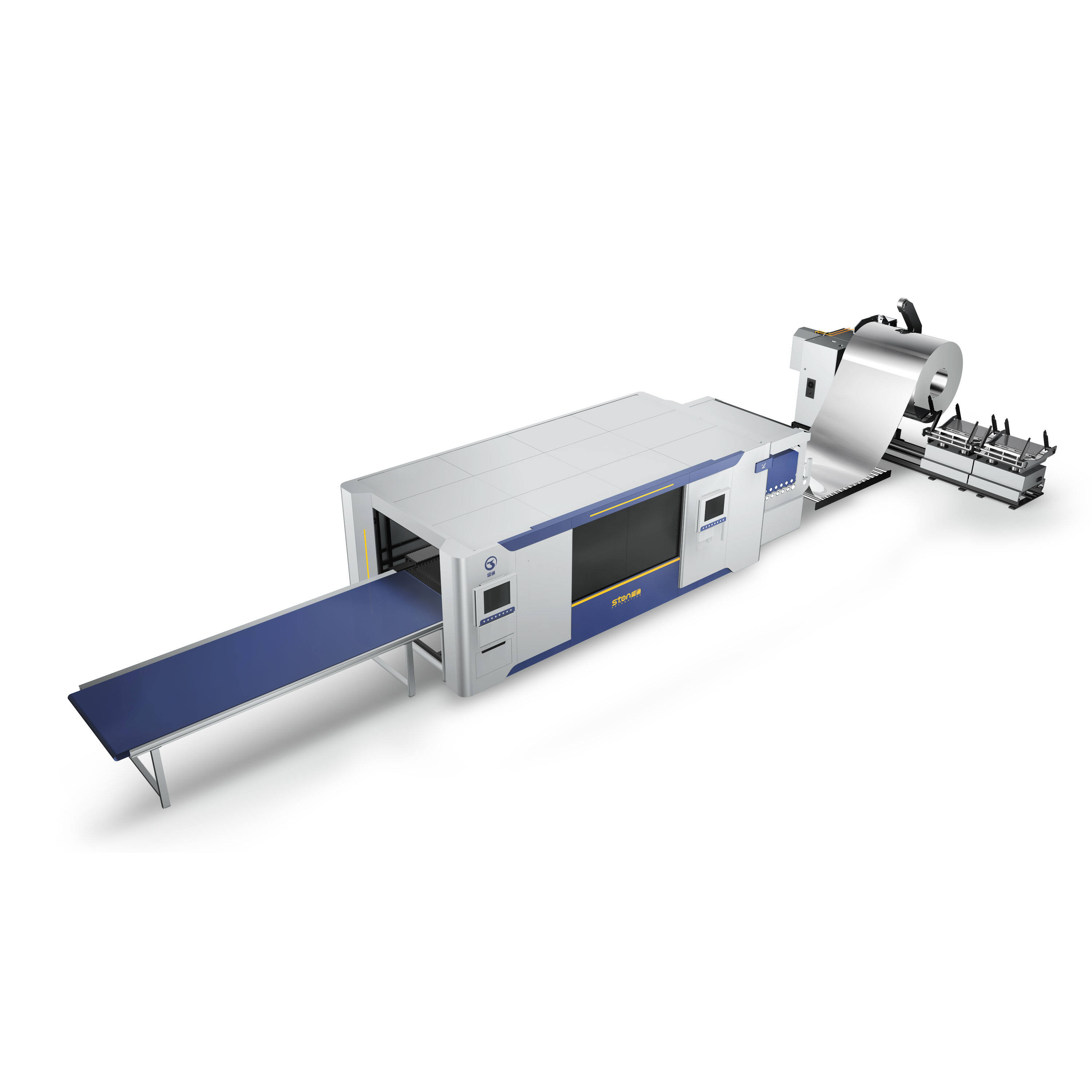
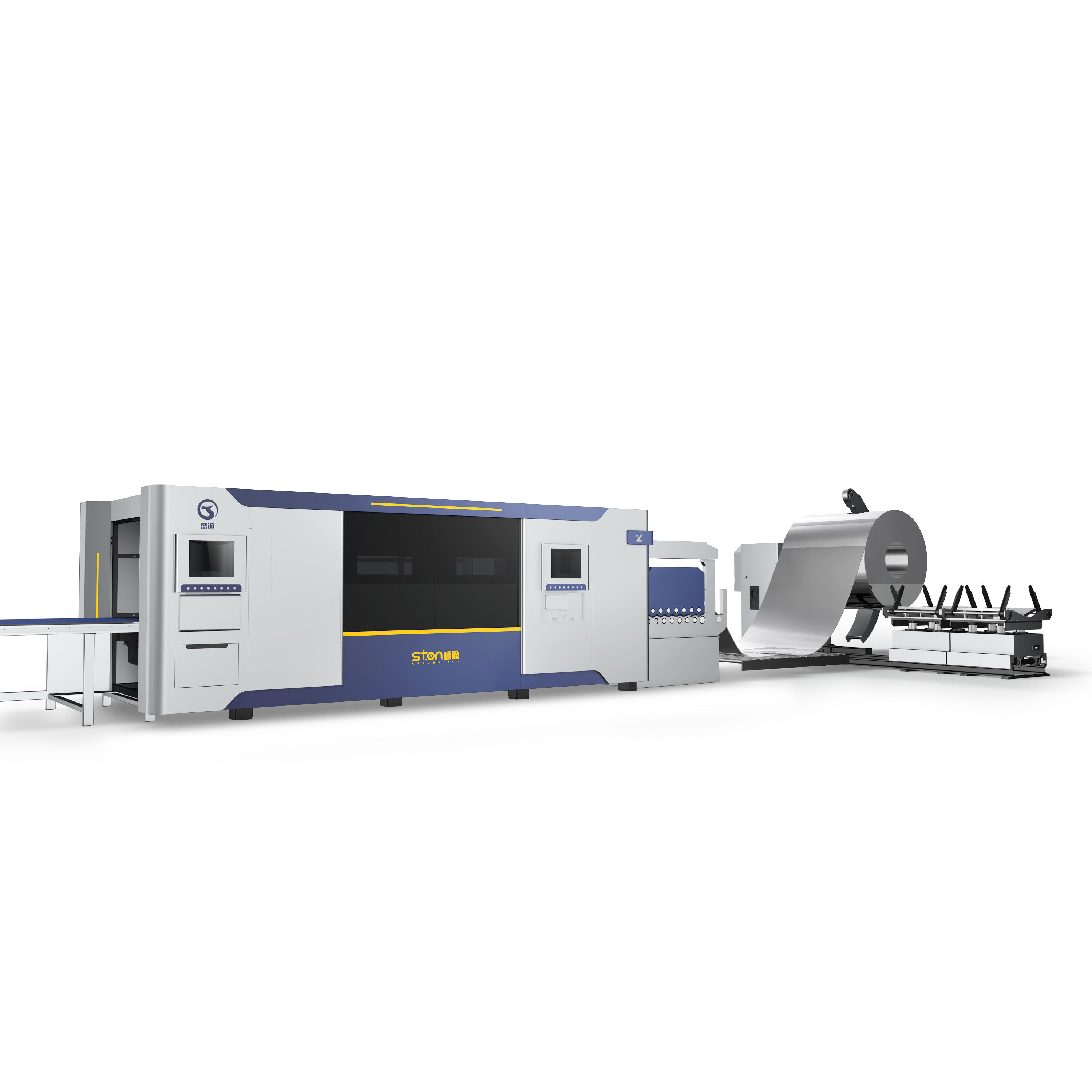
One production line that can effortlessly cut through various materials with precision and speed, ensuring consistent quality every time. STON LZ1401 offers unparalleled efficiency and productivity, making it the ultimate solution for your manufacturing needs. Why Choose STON LZ1401?
Unmatched Quality: Our laser cutting technology ensures precise and consistent results, eliminating the need for rework and reducing material waste.
Cost-Effective: By optimizing production time and reducing material waste, the STON LZ1401 helps you save on operational costs.
Future-Proof: As technology continues to evolve, the STON LZ1401 is designed to adapt and grow with your business.
Equipment parameters
|
|
raw materials |
Cold rolled sheet, galvanized sheet, stainless steel |
|
2 |
plate thickness |
0.5mm ~ 2.0mm |
|
3 |
plate width |
1000mm~1500mm |
|
4 |
Weight per roll |
≤10T |
|
5 |
Inside diameter of roll |
Ø508mm-Ø630mm |
|
6 |
outer diameter of roll |
Ø1000 ~ Ø1600mm |
Finished product parameters
|
1 |
surface quality |
The surface of the strip is flat and does not add any processing defects; |
|
2 |
Leveling accuracy |
±1mm / m2 |
|
3 |
Diagonal accuracy |
≤1mm/2000mm |
Unit Parameters
|
1 |
Belt speed |
5m/min |
|
2 |
Line speed of the unit |
Straightening machine line speed 0~12m/min (adjustable) |
|
3 |
Running Elevation |
+800mm |
|
6 |
running direction |
(Subject to final plant process layout) |
Working conditions for equipment use
|
1 |
Power conditions |
3φalternating current, 400V±5%,50Hz±2% |
|
2 |
Air source (compressed air) |
Pressure: 0.5~0.6MPa Displacement: 0.6m3/min |
|
3 |
water source |
No special requirements |
Equipment Painting
|
1 |
Mainframe Paint Color |
standard equipment |
|
2 |
Mobile, security and other components |
Configuration according to primary color (yellow/orange) |
|
3 |
Electrical cabinets, operating consoles, fuel tanks |
standard equipment |
Equipment Main Configuration
|
No. |
Category |
Name |
Origin and Brand |
Quantity |
|
1 |
laser |
fiber laser |
Shenzhen Chuangxin 6000W |
1 |
|
2 |
laser head |
fiber laser cutting head |
Shanghai Jiaqiang |
1 |
|
3 |
Cooling system |
water cooler |
Wuhan Hanli |
1 |
|
4
|
CNC system
|
Motion control system |
Shanghai Weihong |
1 |
|
Servo Motion System |
Shenzhen Weichuang |
4 |
||
|
Reduction gear |
Japan Beto |
3 |
||
|
Electrical Components |
Schneider, France |
1 |
||
|
Pneumatic Components |
Anwuochi, Germany/Yadek, Taiwan |
1 |
||
|
5
|
Machine body
|
Operating table |
Cantilever type |
1 |
|
Guide rail |
Taiwan Heqing |
1 |
||
|
Slider |
Taiwan Heqing |
10 |
||
|
Rack and pinion |
Taiwan Kotai |
1 |
||
|
Bed |
Welding and aging treatment of square tube |
1 |
||
|
Smoke exhaust |
Smoke duct |
1 |
||
|
6
|
Auxiliary facilities
|
Material rack |
10T hydraulic material rack |
1 |
|
Leveling machine |
15-roller precision leveling machine |
1 |
||
|
Splicing machine |
Roller splicing table / belt plate splicing platform |
1 |
||
|
Air compressor |
1.6Mpa air compressor specialized for laser |
1 |
Working environment requirements
|
Item |
Name |
Requirements |
Remarks |
|
Power supply
|
Total installed capacity Voltage |
≤50KVA 380V/220V±5% |
recommended to use 100kva capacity power supply Other areas must be installed with automatic voltage and current stabilizers. |
|
Grounding resistance |
≤4 ohm |
||
|
There should be no strong electromagnetic signal interference near the installation equipment. Avoid radio transmitting stations or relay stations around the installation site. |
|||
|
Water |
Water cooler water |
must use purified, deionized or distilled waterGases |
|
|
gas |
Oxygen, Nitrogen |
Purity > 99.5% |
Parameters vary according to material processing |
|
Air compressor |
Pressure ≥1.6mpa |
||
|
Work Environment
|
Temperature |
5-40 degrees |
|
|
Humidity |
≤80%, no condensation |
||
|
Foundation |
Amplitude <50um, amplitude acceleration <0.05g; no large stamping vibration equipment nearby. |
If the source of vibration need to do anti-vibration trench |
|
|
Equipment space requirements to ensure that no smoke and dust, to avoid metal polishing and grinding and other dusty working environment, and must be installed anti-static flooring, connecting shielded wire |
|||
Feeding trolley
1.Technical parameters:
Load capacity: 20T
Moving speed: 5-7 m/min
Horizontal movement: hydraulic motor
2.The trolley is operated by handheld wireless operation box, the volume is lifted up from the material preparation table and moved to the position of the axis of the reel of the unwinder, and the inner hole of the material volume is penetrated into the reel of the unwinder, then the trolley will fall down and back to the original position.
3.The upper roll trolley is mainly composed of V-shaped saddle pallet, body and four-guide column lifting mechanism.
4.The car body is welded structural parts, four-wheeled structure, the car body is driven by the motor, so that the trolley moves on the track.
5.The lifting mechanism consists of lifting body, guiding mechanism and lifting hydraulic cylinder, the lifting body adopts the structure of four guide columns, lifting and lowering smoothly.
6.The upper surface of the loading trolley is a support platform composed of V-shaped saddle tray. When the trolley is working, the hydraulic cylinder lifts the car body to lift or lower the volume, and the motor drives the wheels of the trolley to rotate, so that the trolley moves forward or backward on the track. When working, the V-shaped tray on the top of the trolley is lifted by the hydraulic cylinder to jack up the rolls and lift the rolls to the required height, and then the motor-driven mechanism drives the loading trolley along the radial direction of the aluminum rolls on the track and tops up the plate rolls to the center of the support cylinder of the unwinder, and then the rolls are lifted up tightly with the shaft of the unwinder movement.
7.The cable and oil pipe of the loading trolley are protected by the support chain.
8.Oil pipes and cables are protected by drag chains.
Hydraulic Cantilever Uncoiler
1.Technical parameters:
Type: cantilever type, with side hydraulic auxiliary support, hydraulic rise and fall.
Load capacity: ≤10T
Arbor tensioning range 50mm
Expansion and tightening By hydraulic drive wedge
Drive / power AC7.5kw
Brake Pneumatic disc brake
2.Function: Uncoiler is used to open the strip coil and establish synchronized residual material with leveler.
3. Body and base:
The machine body and base are welded structure with hot aging treatment.
4. Mandrel:
The mandrel rise and fall is realized by hydraulic cylinder driving the expanding sleeve.
The unwinder mandrel consists of three expansion sleeves.
Spindle material: 40Cr, tempering treatment.
Reel: four fan-shaped plate composition, fan plate concave-convex staggered type, so as not to blade on the inner layer of the plate to produce on the mark. Rising and shrinking cylinder drive is hydraulically driven, reel a piece of curved plate with a scale.
5. Power transmission:
In the process of automatic operation, the strip is actively discharged by the uncoiler, and the motor, through the control system, produces a buffer residual material.
6. In the process of unwinding, the parameters of the motor (speed, torque, etc.) are controlled according to the parameters of the rolled material
7.Main motor and main drive: the motor has the following functions during the unwinding process:
Synchronized residual material.
sheet introduction.
Pneumatic brake at the motor to brake the machine in case of stoppage or “emergency stop”.
Uncoiler drive mode: motor reducer transmission to the gear box, gear box gear drive tensioning spindle drive.
Reel auxiliary support
In order to prevent the mandrel from sagging, there is a hydraulic auxiliary support device, which is driven by an oil cylinder.
The support arm is raised and lowered by the oil cylinder, and is in a self-locking state after it is raised;
Pneumatic system: it is composed of cylinder, valve and pipeline, and the buyer provides its own gas source.
Anti-scratch roller conveyor (composed of bottom beam rollers)
Side guide centering device
1.Use: The device is used for side guide centering and deviation correction of steel strip.
2. Technical parameters
Maximum opening width 1650mm
Minimum opening width 1000mm
Material of guiding roller GCr15, HRC60-62
3.Structure: roller type, adopting guide column screw structure and handwheel adjustment.
4. The roller is placed on the slider, which is operated by the handwheel to move in the guide column on the frame. The width of the plate can be adjusted on the left and right sides individually.
5.A horizontal pressure roller is set on the feeding side to prevent the steel belt from jumping out of the guiding range of the vertical roller.
Four-weight type fine straightening machine
1.Equipment parameters
Number of nipping rollers 2
Number of leveling rollers 13
Number of supporting rollers 3 rows on top and bottom
Diameter of leveling rollers φ100mm×1700mm
Material of leveling roller 40Cr, hardness ≥HRC58-62 (tempering, quenching,)
Support roller material 40Cr, hardness ≥ HB250-275 (tempering, quenching, chrome plating)
Main motor power 30kw (servo motor)
Main reducer hard gear reducer
2. Form: four-weight type
3. Pinch roller wrapped with rubber, upper roller cylinder pressed down.
4. Leveling roller: the leveling roller is the main key working part of the machine, the material of the leveling roller is 40Cr, the machining process is as follows: discharging - rough machining - tempering - semi-finishing machining - quenching - fine grinding, the surface hardness is up to The surface hardness is more than HRC58 and the surface finish is Ra0.8mm. The bearings of the work rolls adopt self-aligning bearings or needle bearings, which have large bearing capacity, small friction and long service life. The upper and lower rows of work rollers are equipped with driving system, so that the upper and lower rows of work rollers are actively rotating; the upper row of work rollers can be driven by the motor to lift vertically at the same time, and also can be adjusted to the feeding and discharging ends, so that the leveling rollers are tilted (i.e., the upper and lower rollers form a harmonic attenuating straightening to improve the leveling quality of the plates).
5. Support rollers: In order to ensure the leveling accuracy and rigidity of the leveling rollers, there are support rollers on the top and bottom, the material of which is 40Cr, and the bearings are needle bearings for rollers. The support roller adopts the inclined iron mechanism which can be adjusted in the vertical direction. The support rolls are adjusted manually.
6. Power system: the main transmission system is centrally driven by a motor, and the motor reducer of the upper roller lifting transmission system adopts an integral structure with a compact and beautiful appearance.
Hydraulic and pneumatic system
1.Composition:
Hydraulic station and hydraulic pipeline.
pneumatic system.
2.Performance Overview:
adopts the integrated pump station to provide hydraulic power to each cylinder, and is equipped with corresponding relief valves, pressure gauges, regulators, check valves, solenoid valves and so on.
3.the machine tool table:
The use of high-quality steel plates and tubes welded frame structure welding, secondary aging treatment, large gantry milling machine precision machining, these design and processing means to ensure that the machine tool has excellent seismic resistance, high rigidity and stability. The working table adopts
Top-type intensive worktable, rotating platform design, can be processed at the same time ready for the next loading, significantly improving the efficiency of work.
4.dust removal system: the worktable adopts centralized dust absorption design, equipped with dust absorption pipeline, for removing dust, exhaust gas and other substances in the production process.
5.Transmission system: It adopts high-precision grinding rack and pinion precise transmission and servo control system to ensure the smoothness and precision of the machine tool in its high-speed movement state.
6.CNC control system.
CNC cutting control program is based on windows system development, and CNC control system can realize the full docking of laser cutting professional CNC software, using professional PC industrial control machine operation, graphical interface, easy to operate, friendly interface, easy to learn, convenient operation, CNC CNC program is easy to edit, readable. AutoCAD, CorelDraw and other professional drafting software, equipped with cutting process parameters database, cutting parameters can be adjusted in real time during the cutting process to achieve the best cutting quality.
7. nesting software:
(1) specifically for the development of CNC cutting machines, drawing programming nesting software for use on the computer. The main functions include CAD drawing, the new version of CAM-DUCT duct decomposition software, DXF/DWG optimization, interactive nesting, automatic programming, as well as cutting simulation verification and cost calculation.
(2) CAM-DUCT air duct software software comes with 300+ air duct graphic software can be a single layout multiple graphic super plate size graphic can be realized automatically split splicing automatically leave a good splicing mouth size.
(3) Nesting software is the core technology of CNC cutting machine to realize “full-time cutting, high-efficiency cutting and high nesting rate cutting, which is the fundamental guarantee to effectively save steel and improve cutting efficiency.
Cooling mode
Professional water cooling system, dual temperature dual control can be realized, two waterways were cooling the two core locations, the temperature of the refrigeration unit to the digital table display, the water temperature exceeds the specified temperature of the refrigeration unit will automatically refrigerate the water temperature is lower than the specified temperature of the refrigeration unit will automatically stop refrigeration.
Machine tool size

The 3015 model has an effective cutting stroke of 3 meters long * 1.5 meters wide, the total length of the machine occupies about 20 meters, and the width occupies about 5 meters.
Service Commitment
Pre-sale service:
According to the development needs of customers, from the point of view of the actual use of customers, to provide appropriate technical guidance and a full set of equipment information;
Solve the various problems raised by customers, from the technical feasibility considerations, for customers or to assist customers in the design and development of laser processing program;
Provide equipment display so that customers can visit the inspection, sampling, test machine and so on.
In-sale service:
The actual use of the customer's machine site inspection and analysis, according to the customer's site to assist users in planning and design of the site as well as water, electricity, gas arrangements for the equipment and so on;
Provide customers with a full set of equipment operation manuals, equipment operators to provide training to customers;
After-sales service:
In the user's use of the site, the customer's equipment operators for the actual operation of the processing, daily maintenance of equipment and safe use of the protection of the training to ensure that the user can master the equipment operating procedures and methods as soon as possible, and can independently use the equipment for production and processing;
The whole set of equipment in the user after installation and commissioning, since the date of training into the machine one year warranty period, the laser two years warranty period;
In the warranty period, the company will also assign customer service specialists to the user's equipment from time to time to carry out technical patrols on the work site, the equipment to do from time to time routine maintenance and inspection, to answer questions raised by the user.
Other matters
1、Project progress
Cycle time of about 45-60 working days, according to the contract cycle time to complete the design, manufacturing and acceptance of work and sent to the demand side;
2、Installation and commissioning
Equipment shipped to the demand side, 7-10 days of installation and commissioning cycle;



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE