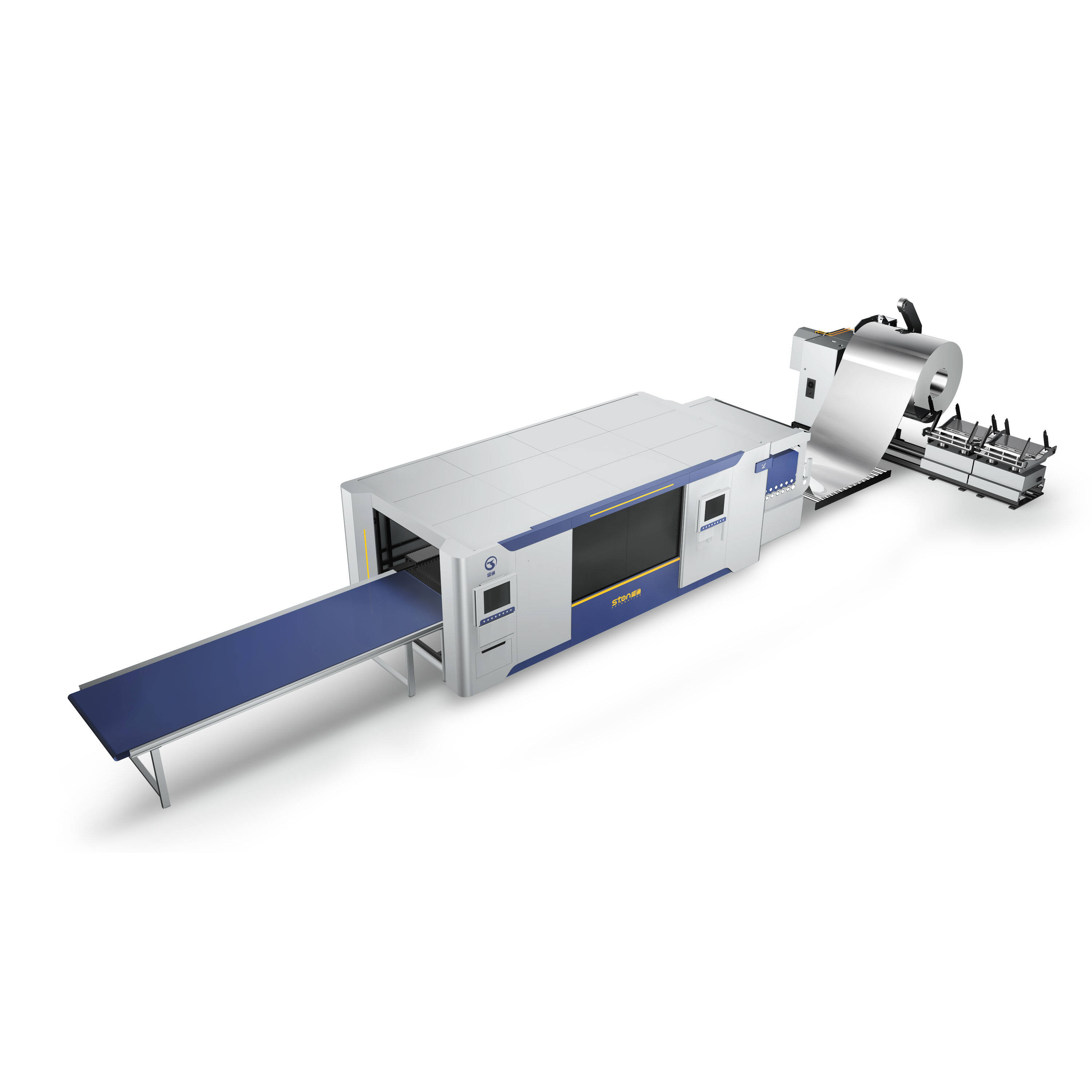
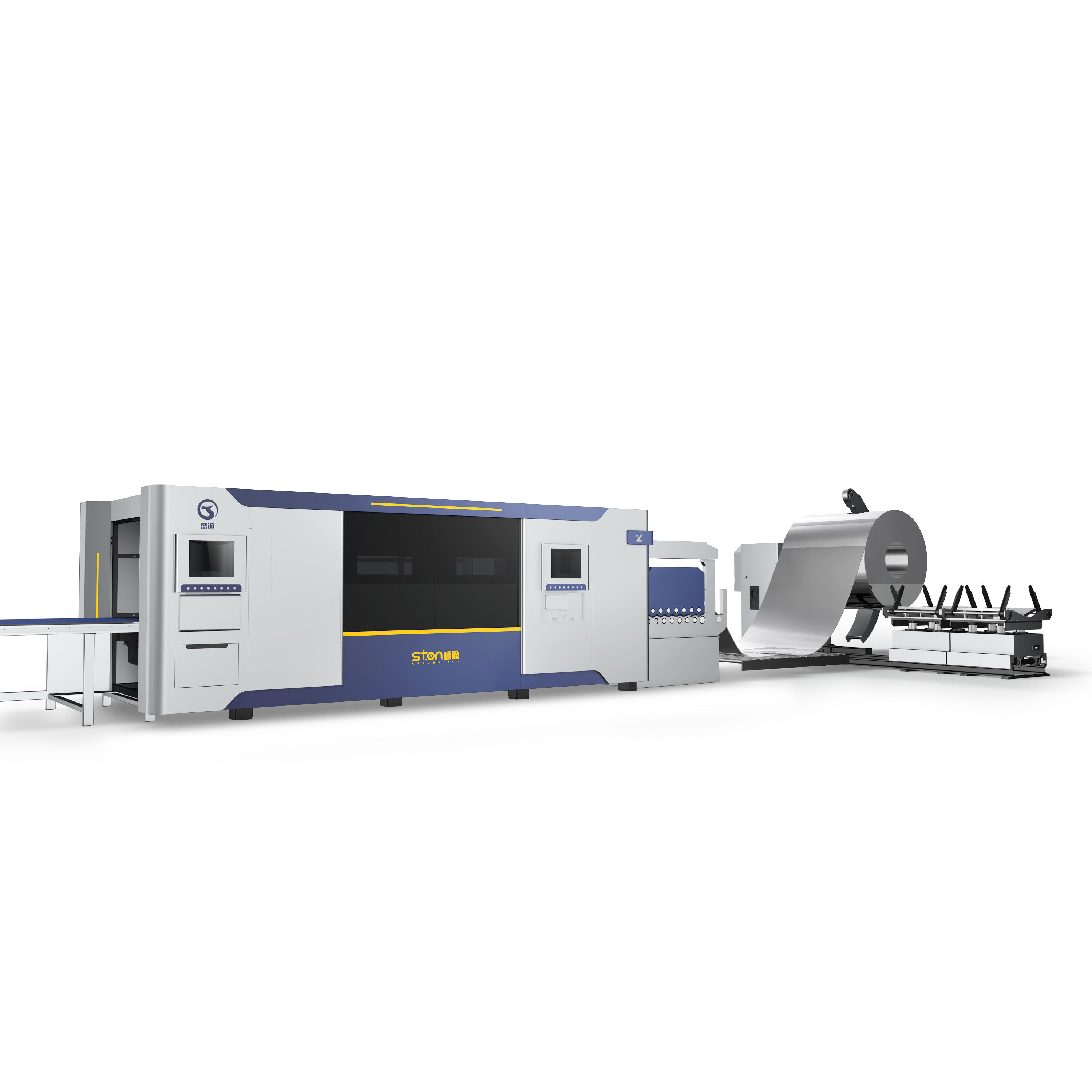
Jedna proizvodna linija koja može lako presijecati različite materijale sa preciznošću i brzinom, osiguravajući konstantnu kvalitetu svaki put. STON LZ1401 nudi neprimorivu efikasnost i produktivnost, čime postaje savršeno rešenje za vaše proizvodne potrebe. Zašto izabrati STON LZ1401?
Neuporediva kvaliteta: Naša laser tehnologija za secanje osigurava precizne i konstantne rezultate, uklanjajući potrebu za ponovnim radom i smanjujući gubitak materijala.
Ekonomska efikasnost: Optimizacijom vremena proizvodnje i smanjivanjem otpada materijala, STON LZ1401 vam pomaže da štedite na operativnim troškovima.
Osigurano buduće: Kako se tehnologija nastavlja da evoluiruje, STON LZ1401 je dizajniran da se prilagođava i raste uz vaš posao.
Parametri opreme
|
|
sirovine |
Hladno valjeni list, galvanizovani list, nerđajući čelik |
|
2 |
debljina ploče |
0.5mm ~ 2.0mm |
|
3 |
širina liste |
1000mm~1500mm |
|
4 |
Težina po rolku |
≤10T |
|
5 |
Unutrašnji prečnik rolke |
ø508mm-Ø630mm |
|
6 |
vanjski prečnik valjka |
ø1000 ~ Ø1600mm |
Parametri završnog proizvoda
|
1 |
kvalitet površine |
Površina trake je ravna i ne sadrži nikakve procesne defektnosti; |
|
2 |
Preciznost izravnavanja |
±1mm / m2 |
|
3 |
Diagonalna preciznost |
≤1mm/2000mm |
Parametri jedinice
|
1 |
Brzina trake |
5m/min |
|
2 |
Brzina linije aparata |
Brzina ravnanja mašine 0~12m/min (prilagodljivo) |
|
3 |
Visina rada |
+800mm |
|
6 |
pravac rada |
(Podložno konačnom rasporedu procesa u zavičaju) |
Radne uslove za upotrebu opreme
|
1 |
Uslovi snage |
3φ alternativni tok, 400V±5%, 50Hz±2% |
|
2 |
Izvor vazduha (stisnuti vazduh) |
Pritisak: 0.5~0.6MPa Dizal: 0.6m3/min |
|
3 |
izvor vode |
Nema posebnih zahteva |
Bojenje opreme
|
1 |
Boja bojenja glavnog tela |
sTANDARDNA OPREMA |
|
2 |
Mobilni, bezbednosni i drugi komponenti |
Konfiguracija prema osnovnoj boji (žuta/narančasta) |
|
3 |
Električne skrinije, operativne konzole, goriva čevovi |
sTANDARDNA OPREMA |
Glavna konfiguracija opreme
|
Ne. |
Категорија |
Ime |
Porijeklo i brend |
Количина |
|
1 |
laser |
фибер Ласер |
Shenzhen Chuangxin 6000W |
1 |
|
2 |
ласерска глава |
glava za sečenje vlaknastim laserom |
Shanghai Jiaqiang |
1 |
|
3 |
Система хлађења |
водно хладнице |
Wuhan Hanli |
1 |
|
4
|
CNC SISTEM
|
Sistem za kontrolu kretanja |
Shanghai Weihong |
1 |
|
Servo kretanja sistema |
Shenzhen Weichuang |
4 |
||
|
Redukcioni gear |
Japan Beto |
3 |
||
|
Električni komponenti |
Schneider, Francuska |
1 |
||
|
Пневматичне компоненте |
Anwuochi, Nemačka/Yadek, Tajvan |
1 |
||
|
5
|
Telo mašine
|
Таблица за операцију |
Konstruktivni tip |
1 |
|
VODILICA |
Taјvan Heqing |
1 |
||
|
Klizna |
Taјvan Heqing |
10 |
||
|
Red i čevna šešava |
Taјvan Kotai |
1 |
||
|
Krevet |
Svarivanje i starenje kvadratne cijevi |
1 |
||
|
Ispravljanje dima |
Dimnjak |
1 |
||
|
6
|
Pomoćne opreme
|
Stojilo za materijal |
hidraulički stojak za materijal 10T |
1 |
|
Mehanizam za ravnanje |
precizni mehanizam za ravnanje sa 15 valjaka |
1 |
||
|
Mehanizam za spojivanje |
Sto za spojivanje valjaka / platforma za spojivanje bela ploče |
1 |
||
|
Аир Цомпрессор |
1.6Mpa vazdušni kompresor posebno namenjen za laser |
1 |
Zahtevi radnog okruženja
|
Stavka |
Ime |
Употреба |
Napomene |
|
Извор енергије
|
Ukupna instalirana kapacitet napona |
≤50KVA 380V∕220V±5% |
preporučuje se da se koristi snabdevanje energijom kapaciteta od 100kva, a u drugim oblastima mora biti instalirano automatsko regulacione uređaje za stabilizaciju napona i struje. |
|
Оптерећујућа резистенција |
≤4 охм |
||
|
Близу опреме за монтажу не би требало да постоји јако електромагнетно симулационо засекирање. Избегавати радијалне предајнике или релетерску станицу око места монтаже. |
|||
|
Vode |
Вода за хладњачу |
мора да се користи очишћена, дијонизована или дистилована вода |
|
|
гас |
Кисикон, Азот |
Чисточа > 99.5% |
Параметри се мењају у зависности од материјала за обраду |
|
Аир Цомпрессор |
Притисак ≥1.6мпа |
||
|
Radno okruženje
|
Температура |
5-40 степени |
|
|
Vlažnost |
≤80%, bez kondenzacije |
||
|
Фондација |
Amplituda <50um, amplituda akceleracije <0.05g; u blizini nema velikih mašina za štampanje vibracije. |
Ako je izvor vibracije potrebno napraviti protivvibracionu groblju |
|
|
Prostorninske zahteve za opremom treba da osiguraju da nema dima i prašine, izbegavati radne okruženja sa metalnim ciljanjem i driljenjem koji stvaraju prah, a mora biti instalirana podloga sa antistatičkim efektom, povezana štitena žica |
|||
Kolica za snabdevanje
1. Tehnički parametri:
Nosivost: 20T
Brzina kretanja: 5-7 m/min
Horizontalno kretanje: hidraulički motor
2. Kolica se upravlja rucnim bežičnim operativnim kutijom, zapremina se podigne s pripremne tablice materijala i premešta na poziciju ose bobine dekotila, a unutrašnji otvor materijalne zapremine se probija kroz bobinu dekotila, zatim će se kolica spustiti i vratiti na početnu poziciju.
3. Gornji valjani vagon je glavno sastavljen od V-obližnog sedišta, tela i mehanizma za podizanje sa četiri vodena stuba.
4. Telo vagona je savijeno konstruktivno dijelovi, sa četverozagonskom strukturom, telo vagona je pogoni motorom, što omogućava da se vagon kretao po pruzi.
5. Mehанизam za podizanje se sastoji od tela za podizanje, vodnog mehanizma i hidrauličkog cilindra za podizanje, telo za podizanje koristi strukturu sa četiri vodena stuba, gde se podizanje i spuštanje vrše jednoliko.
6. Gornja površina opterećivača je nosačka platforma sastavljena od V-obližnog sedišta. Kada opterećivač radi, hidraulički cilindar podiže telo automobila da poveća ili smanji volumen, a motor privodi točkove opterećivača u rotaciju, što omogućava opterećivaču da se kreće napred ili nazad po pruzi. Tijekom rada, V-obližno sedište na vrhu opterećivača podiže se hidrauličkim cilindrom kako bi izdvojilo role i podiglo ih na zahtevanu visinu, a zatim motorizovani mehanizam privodi opterećivač da se kretao duž radialnog pravca aluminijumskih rola po pruzi i dopuni rolne liste do centra nosačkog cilindra raspiljivača, nakon čega se role podižu i spajaju sa oskom raspiljivača.
7. Kabeli i ulja opterećivača su zaštićeni nosačkom lanacem.
8. Ulja i kabeli su zaštićeni prevlečnim lancem.
Hidraulički konzolni raspiljivač
1. Tehnički parametri:
Tip: konzolni tip, sa bočnom hidrauličkom pomoćnom podrškom, hidrauličko izdvajanje i spuštanje.
Nosivost: ≤10T
Opseg napetosti vijka 50mm
Proširivanje i zatezivanje hidrauličkim pogonom uz pomoć klinove
Pogon / snaga AC7.5kw
Torma Pneumaticki disk tormilo
2.Funkcija: Otpinilac se koristi za otvaranje metalne spirale i uspostavljanje sinhronizovanih ostataka materijala sa ravnačom.
3. Telo i baza:
Telo stroja i baza su svariva struktura sa termičkom obradom.
4. Vijak:
Pomeranje mandrela je realizovano pomoću hidrauličkog cilindra koji vozi proširivu oplućicu.
Mandrel debljaca sastoji se od tri proširive oplućice.
Material vretena: 40Cr, termičko tretiranje.
Bobina: četvorosložena kompozicija od ventilatorskih ploča, sa ventilatorskim pločama raspoređenim u udubljenost-izduženost, kako bi se izbeglo da se na unutrašnjoj plasti pojavljuju oznake. Povećanje i smanjenje cilindra vođenja je hidraulički pogonjen, a bobina ima jednu zakrivljenu ploču sa merom.
5. Prenos snage:
Tokom automatske operacije, traka aktivno se ispušta iz debljaca, a motor, putem upravljačkog sistema, stvara bufer preostalog materijala.
6. Tokućem procesu otpakivanja, parametri motora (brzina, moment itd.) kontrolisu se prema parametrima valjka materijala.
7. Glavni motor i glavni pogon: motor ima sledeće funkcije tijekom procesa otpakivanja:
Sinkronizacija preostalog materijala.
uvod papira.
Pneumaticki sav zaustavljač na moturu da bi se mašina zaustavila u slučaju stajanja ili 'hitnog zaustavljanja'.
Način pogona debljiva: prenos smanjenja brzine motora do kutija, kutija sa zupčanim pogonom napetosnog valja.
Pomoćna podrška za bobinu
Da bi se sprečilo propadanje mandrela, postoji hidrauličko pomoćno uređaj za podršku, koji je pogonjen hidrauličkim cilindrom.
Podržavajući rukav se podiže i spušta hidrauličkim cilindrom, a nakon što se podigne, nalazi se u samoblokirajućem stanju;
Pneumaticki sistem: sastoji se od cilindra, klape i cijevi, a kupac pruža vlastiti izvor plina.
Antiskriveni rolni transport (sastoji se od donjeg grede sa rolama)
Uređaj za centralno usmeravanje po strani
1. Upotreba: Uređaj se koristi za centralno usmeravanje i ispravljanje odstupanja oceljske trake.
2. Tehnički parametri
Maksimalna širina otvaranja 1650mm
Minimalna širina otvaranja 1000mm
Material vodiljke GCr15, HRC60-62
3. Struktura: rolna, koristi vodiljnu kolonu sa šrafovom strukturom i ručnom prilagodbi.
4. Rol je postavljen na klizac, koji se pokreće ručkom da bi se pomerao uzduž vodiljne kolone na okviru. Širina ploče može se prilagoditi zasebno s leve i desne strane.
5. Postoji horizontalni pritisni rol na strani za unos materijala kako bi se sprečilo da se čelikaška traka izbaci iz vodiljke vertikalnog rola.
Četverozagonski tip finog ravnanja
1. Parametri opreme
Broj držačkih rolova 2
Broj ravnačkih rolova 13
Broj nosnih valjeva 3 reda na vrhu i dole
Prečnik ravnačkih valjeva φ100mm×1700mm
Materijal ravnačkog valja 40Cr, tvrdoća ≥HRC58-62 (temperiranje, štampanje)
Materijal nosnog valja 40Cr, tvrdoća ≥HB250-275 (temperiranje, štampanje, hromiranje)
Snaga glavnog motora 30kw (servo motor)
Glavni reduktor čvrst zubasti reduktor
2. Oblik: četvorobrojni tip
3. Sisavni val je obložen gumom, gornji val pritisnut cilindrom.
4. Ravnački valj: ravnački valj je glavni radni deo mašine, materijal ravnačkog valja je 40Cr, tehnološki postupak je sledeći: otpuštanje - grubo obrada - tempiranje - poluobležno obrada - kaljenje - fino šlehanje, površinska tvrdost je više od HRC58 i površinska granulacija je Ra0.8mm. Podložne lopte rada koriste samopoređive lopte ili iglare lopte, koje imaju veliku nosivost, malu trenje i dugi radni život. Gornji i donji redovi radnih valjeva su opremljeni pogonskim sistemom, tako da gornji i donji redovi radnih valjeva aktivno rotiraju; gornji red radnih valjeva može biti poganjan motorom da se podize vertikalno istovremeno, a takođe može biti prilagođen ulaznom i izlaznom kraju, tako da su ravnački valjevi nagibani (to jest, gornji i donji valjevi formiraju harmonijsko smanjenje ispravljanja kako bi se poboljšala kvaliteta ravnanja ploča).
5. Poduporni valovi: Da bi se osigurala tačnost ravnanja i čvrstost ravničkih valova, postoji poduporni valovi na vrhu i dole, a materijal od koga su napravljeni je 40Cr, a osovine su iglne osovine za valove. Poduporni val koristi mehanizam nagiba od željeza koji se može prilagoditi u vertikalnom smeru. Poduporni valovi se regulišu ručno.
6. Sistem snage: glavni prenosni sistem centralno se vozi motorm, a motoreduktor sistema za podizanje gornjeg vala koristi integralnu strukturu sa skladnim i lepim izgledom.
Hidraulički i pneumaticki sistem
1. Sačinjavajuće delove:
Hidraulička stanica i hidrauličke cijevi.
pneumaticki sistem.
2. Pregled performansi:
koristi integrisan pumpni station da pruži hidrauličku snagu svakoj cilindru, a opremljen je odgovarajućim sigurnosnim ventili, manometrima, regulatorima, jednosmernim ventili, elektromagnetskim ventili i slično.
3. strojnički sto:
Korišćenje visokokvalitetnih očelovitih ploča i cevova, spajanje ramne konstrukcije za svarenje, sekundarno starijevanje, precizna obrada na velikom grednom frezarskom stroju, ovi dizajn i načini obrade osiguravaju da strojni grad ima odličnu otpornost na potres, visoku čvrstoću i stabilnost. Radna površina koristi
Gornji tip intenzivne radne površine, rotacioni koncept platforme, omogućava istovremeno obradu i pripremu za sledeće učitavanje, znatno poboljšavajući efikasnost rada.
4.sistem uklanjanja prašine: radna površina koristi centralizovano štitište za prašinu, opremljena kanalima za štitište, za uklanjanje prašine, izduvnih plinova i drugih materija u procesu proizvodnje.
5.sistem prenosa: koristi visokoprecizni maštani sistem sa preciznim prenosom i servoupravljanjem, što osigurava glatkost i preciznost strojnog alata u stanju visoke brzine kretanja.
6.CNC upravljački sistem.
Program za upravljanje CNC režanjem je razvijen na osnovu sistema Windows, a CNC upravni sistem može da ostvari potpunu integraciju sa profesionalnim CNC softverom za laser režanje. Koristi se profesionalna industrijska mašina sa kontrolnim računarom, grafički interfejs, lako se koristi, prijateljski interfejs, lako se uči, udobno se operiše, program za CNC je lako uređivati, čitljiv. AutoCAD, CorelDraw i drugi profesionalni softveri za crtanje, dopuštaju bazu podataka s parametrima procesa režanja, a parametri režanja se mogu prilagoditi u stvarnom vremenu tijekom procesa režanja kako bi se postigla najbolja kvaliteta režanja.
7. softver za grupisanje:
(1) posebno je razvijen za CNC režalne mašine, softver za crtanje i programiranje grupisanja namenjen za korišćenje na računaru. Glavne funkcije uključuju CAD crtanje, novu verziju softvera CAM-DUCT za dekompoziciju dućana, optimizaciju DXF/DWG, interaktivno grupisanje, automatsko programiranje, kao i simulaciju režanja i izračun troškova.
(2) Softver CAM-DUCT za aerodukse uključuje 300+ grafičkih programa za aerodukse koji mogu da ostvare jedno raspoređivanje sa više grafičkih super ploča, a veličina grafičkog priloga može biti automatski podijeljena i spojena, pri čemu se automatski ostavlja dobar otvor za spajanje.
(3) Softver za grupisanje je jezgra tehnologije strojeva za CNC režanje kako bi se ostvarilo „stalno režanje, efikasno režanje i režanje sa visokim stepenom grupisanja“, što je osnovna garancija za učinkovito štednju čelika i povećanje efikasnosti režanja.
Режим хлађења
Profesionalni vodeni hlađenja sistem omogućava dvostruko temperaturno dvostruko upravljanje, dve vodene ceste hladile dva ključna mesta, temperatura hlađenja jedinice prikazuje se na digitalnom tabli, kada se temperatura vode poveća iznad određene temperature, jedinica za hlađenje automatski smanjuje temperaturu, dok će jedinica za hlađenje automatski prestati da hladí kada je temperatura vode niža od određene temperature.
Величина алата

Model 3015 ima efektivan rezni hod dužine od 3 metra * 1.5 metra širine, ukupna dužina mašine zauzima oko 20 metara, a širina zauzima oko 5 metara.
Obaveza za servis
Препродајна услуга:
Prema razvojnim potrebama klijenata, uzimajući u obzir stvarno korišćenje klijenata, pružiti odgovarajuće tehničko vodstvo i kompletnu informacije o opremi;
Rešiti razne probleme koje podiže klijenti, uzimajući u obzir tehničku mogućnost, za klijente ili da pomogne klijentima u dizajnu i razvoju programa za lasersku obradu;
Pružiti prikaz opreme kako bi klijenti mogli da posete inspekciju, uzorkovanje, testiranje mašine i slično.
Servis tijekom prodaje:
Stvarna upotreba mašine na mestu inspekcije i analize klijenta, prema mjestu klijenta pomoći korisnicima u planiranju i projektovanju lokacije kao i rasporeda vode, struje, plina za opremu i slično;
Pružiti kupcima potpuni skup operativnih priručnika za opremu, a operatorima opreme omogućiti obuku kupaca;
Сервис након продаје:
Na mestu korišćenja korisnika, operatori opreme trebaju da pruže obuku za stvarno upravljanje procesom, dnevnu održavanje opreme i sigurno korišćenje zaštite kako bi se osiguralo da korisnik može što pre usvojiti postupke i načine rada sa opremom, te da neovisno koristi opremu za proizvodnju i obradu;
Ceo skup opreme nakon instalacije i podešavanja kod korisnika ima garanciju od jedan godinu dana od datuma početka obuke, a laser ima garanciju od dve godine;
U periodu garancije, kompanija će takođe dodijeliti specijaliste za obuku korisničkoj opremi kako bi izvršili tehničke inspekcije na radnom mestu, pravilno održavali i pregledivali opremu, kao i odgovarali na pitanja koje korisnik postavlja.
Ostala pitanja
1、Napredak projekta
Vremenski period od oko 45-60 radnih dana, prema ugovoru vremenski period za završetak dizajna, proizvodnje i prihvatanja rada te šalji na stranu tražioca;
2、Montaža i usaglašavanje
Oprema je dostavljena strani tražioca, ciklus montaže i usaglašavanja traje 7-10 dana;



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE