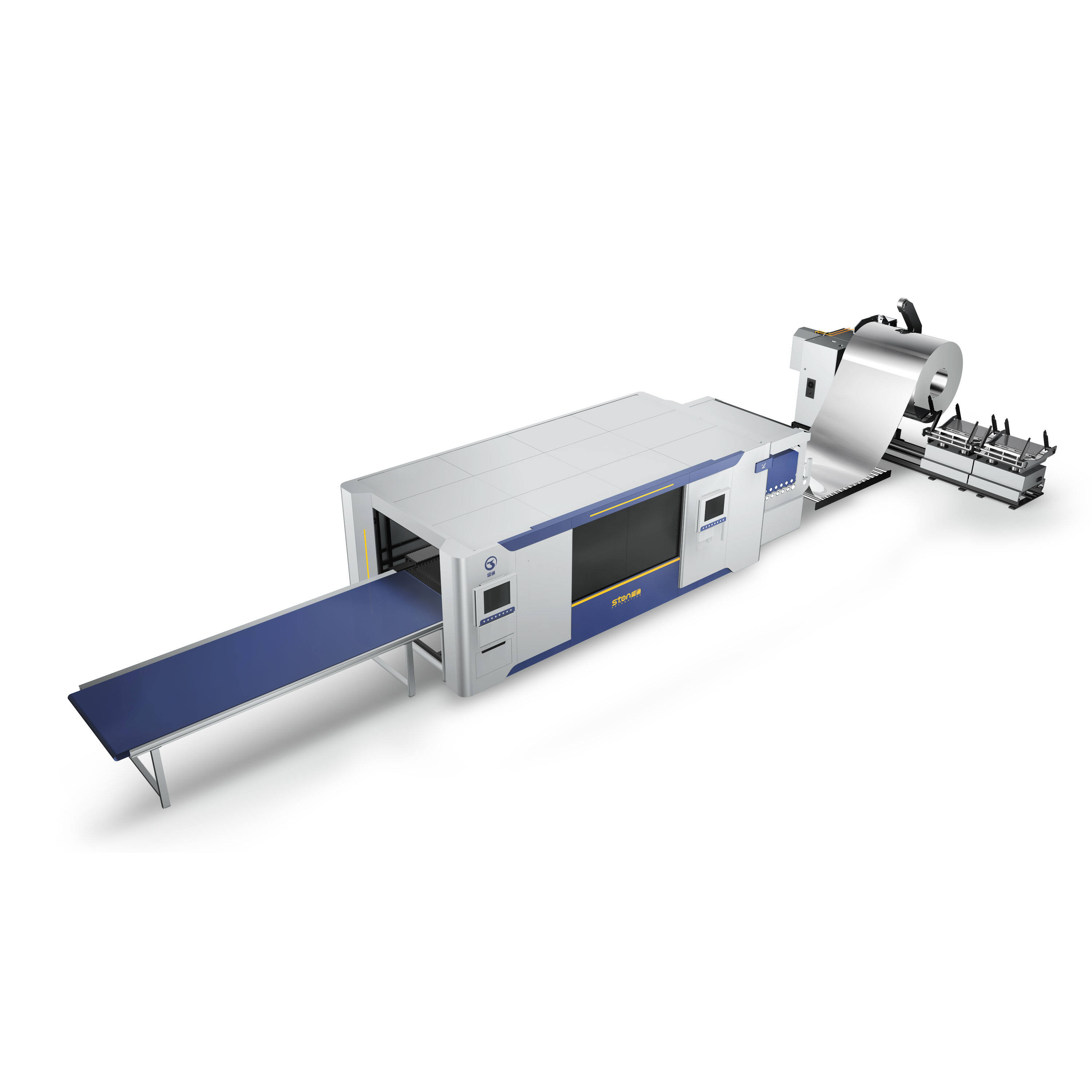
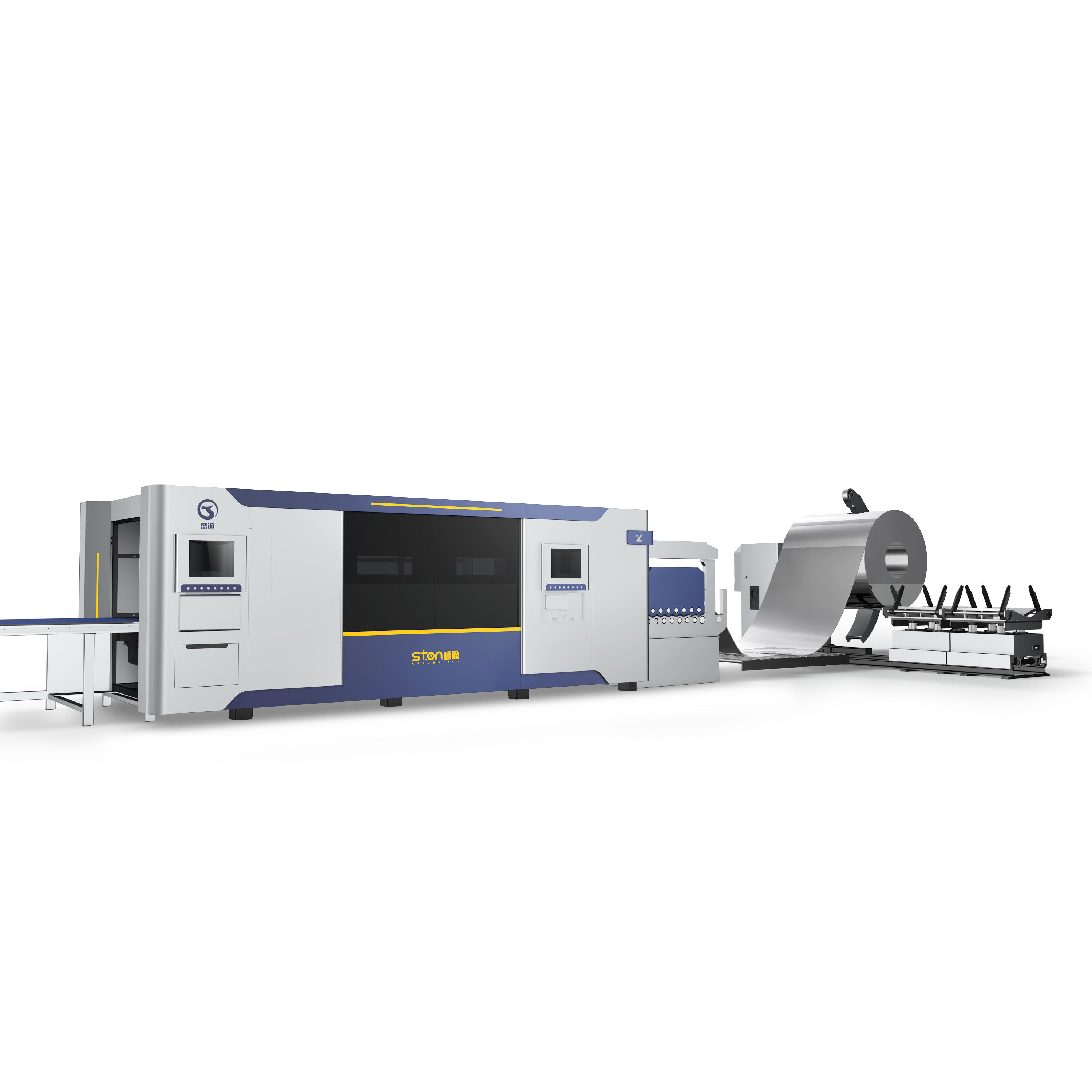
Jedna výrobná linka, ktorá dokáže ľahostovo rezať rôzne materiály s presnosťou a rýchlosťou, zabezpečujúc konzistentnú kvalitu za každého okolností. STON LZ1401 ponúka neoparitelnú efektivitu a produktivitu, čo robí z nej ideálnu riešenie pre vaše výrobné potreby. Prečo vybrať STON LZ1401?
Neoparitelná kvalita: Naša laserová technológia reźby zabezpečuje presné a konzistentné výsledky, vynechávajúc potrebu prepracovania a znížením množstva odpadu materiálu.
Ekonomické: Optimalizáciou času výroby a znížením množstva odpadného materiálu pomáha STON LZ1401 ušetriť na operatívnych nákladoch.
Prijateľný pre budúcnosť: Keď sa technológia ďalej vyvíja, je STON LZ1401 navrhnutý tak, aby sa prispôsobil a rastol s vašou firmou.
Parametre zariadenia
|
|
surowiny |
Chladiace sa valcovanie, galvanizované plechy, nerdzavé ocele |
|
2 |
hrúbka plechu |
0.5mm ~ 2.0mm |
|
3 |
šírka plechu |
1000mm~1500mm |
|
4 |
Hmotnosť na val |
≤10T |
|
5 |
Vnútorný priemer valca |
ø508mm-Ø630mm |
|
6 |
vonkajší priemer valca |
ø1000 ~ Ø1600mm |
Parametre hotového produktu
|
1 |
kvalita povrchu |
Povrch pásma je rovnomerný a neobsahuje žiadne úpravné defekty; |
|
2 |
Presnosť vyrovnania |
±1mm / m2 |
|
3 |
Presnosť uhlopriečky |
≤1mm/2000mm |
Parametre jednotky
|
1 |
Rýchlosť pásu |
5m/min |
|
2 |
Rýchlosť linky jednotky |
Rýchlosť linky vyrovnávacej strojnej 0~12m/min (prispôsobiteľná) |
|
3 |
Prevádzková výška |
+800mm |
|
6 |
smer prevádzky |
(Podlieha konečnému rozloženiu technologického procesu) |
Podmienky prevádzky vybavenia
|
1 |
Podmienky napájania |
3φ striedavý prúd, 400V±5%, 50Hz±2% |
|
2 |
Zdroj vzduchu (kompresný vzduch) |
Tlak: 0.5~0.6MPa Objem: 0.6m3/min |
|
3 |
zdroj vody |
Žiadne špeciálne požiadavky |
Maľba zariadenia
|
1 |
Farba naštiepovacej jednotky |
šTANDARDNÉ VÝBAVNICTVO |
|
2 |
Hybky, bezpečnostné a ďalšie komponenty |
Konfigurácia podľa hlnej farby (žltá/pomarančová) |
|
3 |
Elektrické skrine, operačné konzole, palivové nádrže |
šTANDARDNÉ VÝBAVNICTVO |
Hlavná konfigurácia vybavenia
|
NIE. |
Kategória |
Meno |
Pôvod a značka |
Množstvo |
|
1 |
laser |
vláknový laser |
Shenzhen Chuangxin 6000W |
1 |
|
2 |
laserová hlava |
hlava na rezanie vláknovým laserom |
Shanghai Jiaqiang |
1 |
|
3 |
Chladiaci systém |
vodný chladidlo |
Wuhan Hanli |
1 |
|
4
|
CNC systém
|
Systém motion control |
Shanghai Weihong |
1 |
|
Servo pohybový systém |
Shenzhen Weichuang |
4 |
||
|
Redukčné prenosové koliesko |
Japonsko Beto |
3 |
||
|
Elektrické komponenty |
Schneider, Francúzsko |
1 |
||
|
Pneumatické komponenty |
Anwuochi, Nemecko/Yadek, Tchajwan |
1 |
||
|
5
|
Telo stroja
|
Opravný stôl |
Konsolový typ |
1 |
|
Vodiaca lišta |
Tchajwanská Heqing |
1 |
||
|
Posuvný blok |
Tchajwanská Heqing |
10 |
||
|
Hrúbka a kolesie |
Tajvan Kotaj |
1 |
||
|
Posteľ |
Svarovanie a starnutie čtvercového potrubia |
1 |
||
|
Odsávacia trať pre dým |
Trať na odsávanie dymu |
1 |
||
|
6
|
Pomocné zařadenia
|
Nositeľ materiálu |
10T hydraulický nositeľ materiálu |
1 |
|
Vyrovnávací stroj |
vyšesilný vyrovnávací stroj s 15 valami |
1 |
||
|
Zlepovalný stroj |
Stoliček na spojovanie rulónov / platforma na spojovanie pásu |
1 |
||
|
Vzduchový kompresor |
1.6Mpa kompresor vzduchu specializovaný pre laser |
1 |
Požiadavky na pracovné prostredie
|
Položka |
Meno |
Požiadavky |
Poznámky |
|
Napájanie
|
Celková nainštalovaná kapacita Napätie |
≤50KVA 380V\/220V±5% |
odporúča sa používanie zdroja elektrovody s kapacitou 100kva. V iných oblastiach musia byť nainštalované automatické stabilizátory napätia a prúdu. |
|
Odpor zazemlenia |
≤4 ohm |
||
|
V blízkosti nainštalovaného zariadenia by nemalo byť žiadne silné elektromagnetické signálové rušenie. Vyhnite sa vysielajúcim staniciam alebo relé staniciam v okolí montážnej miestnosti. |
|||
|
Voda |
Voda pre chladicí systém |
musíte použiť vyčistenú, deionizovanú alebo destilovanú voduPlynov |
|
|
plyn |
Kyslík, Nitrogén |
Čistota > 99,5 % |
Parametre sa líšia podľa materiálu na spracovanie |
|
Vzduchový kompresor |
Ťažobný tlak ≥1,6 Mpa |
||
|
Pracovné prostredie
|
Teplota |
5-40 stupňov |
|
|
Vlhkosť |
≤80 %, bez kondenzácie |
||
|
Základ |
Amplituda <50 µm, zrýchlenie amplitudy <0,05 g; v blízkosti nie sú žiadne veľké vibrácie odrazového stroja. |
Ak je zdrojom vibrácií potrebné vykonať protivibráčny prikop |
|
|
Požiadavky na priestor zařadenia vybavenia zabezpečujú, že v ňom nebude kúri a prach, aby sa vyhli polievaniu metálov a mačkaniu a inému prácu v prachovom prostredí, a musí byť nainštalovaná protistatická podlaha, pripojená štítovitá drôtovina |
|||
Košový vozík na kŕmenie
1.Technické parametre:
Nosnosť: 20T
Rýchlosť pohybu: 5-7 m/min
Horizontálny pohyb: hydraulický motor
2.Vozík sa riadi cez držaný bezdrôtový ovládací panel, objem je zdvihnutý z prípravného stola a presunutý na pozíciu osy bobína rozvináca, a vnútorná diera objemu je proniknutá do bobíny rozvináca, potom sa vozík spustí a vráti späť do pôvodnej pozície.
3.Horný válec košového vozíka sa skladá hlavne z V-tvarnej sedliacej palety, tela a mechanizmu zdvihania štyroch vodičových stĺpcov.
4.Telo vozíka je svarová konštrukčná časť, štvorkolová konštrukcia, telo vozíka je pohánane motorm, takže sa vozík pohybuje po kolejach.
5.Mechanizmus zdvihania sa skladá z tela zdvihania, vodiaceho mechanizmu a hydraulického valcového cylindra, tela zdvihania používa štruktúru štyroch vodičových stĺpcov, zdvihanie a spúšťanie sa vykonáva hladko.
6. Horná povrchová časť nosného vozíka je podporková platforma zostavená z V-otvarého sedlového podnosu. Keď vozík pracuje, hydraulická valcová výberka zvedá teleso na výšku alebo ho spúšta, a motor otáča kolesá vozíka, takže sa vozík pohybuje dopredu alebo dozadu po kolejach. Pri práci je V-otvarý podnos na vrchoch vozíka zvedaný hydraulickou valcovou výberkou, aby zvedol valce na požadovanú výšku, a potom mechanizmus pohánjaný motorm pohybuje nosným vozíkom v radiálnej smerovosti po kolejiach s aluminiovými valcami a doplní panelové valce do stredu podpory valcového rozvinnaca, a potom sa valce zvednú pevne s hmotnosťou pohybu rozvinnaca.
7. Kabely a olejové trubky nosného vozíka sú chránené podporenou reťazovou sústavou.
8. Olejové trubky a kable sú chránené tahacími reťazmi.
Hydraulic Cantilever Uncoiler
1.Technické parametre:
Typ: kantilérový typ, s bočnou hydraulickou pomocnou podporou, hydraulickým vzostupom a klesaním.
Nosnosť: ≤10T
Rozsah namáhania vretena 50mm
Rozšírenie a utiahnutie hydraulickým pohonом楔
Pohon\/výkon AC7.5kw
Brzda Pneumatická disková brzda
2.Funkcia: Rozvláčna slúži na otvorenie plechového valca a založenie synchronizovaného zvyšného materiálu s vyrovnávačom.
3. Telo a základňa:
Strojové telo a základňa sú sváranou štruktúrou s tepelnou starostenlivou úpravou.
4. Vreteno:
Výška a klesanie mandrely sa realizuje pohonovou hydraulickou valcovou rúrou.
Mandrela rozvätocného zariadenia sa skladá z troch expanzívnych rúr.
Materiál vretena: 40Cr, tepelná úprava.
Bubnový mechanismus: štvorčlenná kompozícia fanúškových plátov, konkávno-konvexná usporiadanie fanúškových plátov, aby sa na vnútornom pláti nevytvorili žiadne označenia. Pohyb a hydraulický pohon sú hydraulicky pohánené, bubnový mechanizmus má časť zakriveného pláta so škálou.
5. Prevod síly:
Počas automatického prevádzkovania sa pásmo aktívne uvoľňuje z rozvätocného zariadenia, a motore, cez riadiace systémy, vytvára vyrovnávaciu zásobu materiálu.
6. Počas rozvätocného procesu sa parametre motora (rýchlosť, moment atď.) riadia podľa parametrov valca.
7.Hlavný motor a hlavný pohon: motor počas procesu rozvätocného zariadenia má nasledujúce funkcie:
Synchronizácia zvyšného materiálu.
zavedenie listu.
Pneumatická brzda na motore brzdí stroj v prípade zastavenia alebo „náhlej zastavovej“.
Režim pohonu rozvinky: motoreduktorová prevodnica do prenosové skrinky, pohon napätia štvrtkom skrinky pohybuje pohonovou šlichtou.
Pomocná podpora baleniace
Aby sa predišlo poklesu mandrelov, je k dispozícii hydraulický pomocný podpôrný zariadenie, ktoré je pohánane olejovým valcom.
Podporna rameno sa zdvihá a spúšťa pomocou olejového valca a po jeho zdvihnutí je v stave samozámknutia;
Pneumatika: Skladá sa z valcov, ventilov a potrubí, a zdroj vzduchu poskytuje nákupujúci.
Protiskrátocné valcové konvejér (skladá sa z dolnej nosných valcov)
Zariadenie na stredové usmerňovanie bočných vodičov
1. Použitie: Zariadenie slúži na bočné centrovacie usmerňovanie a opravu odchýlky plechového pásma.
2. Technické parametre
Maximálna výška otvorenia 1650mm
Minimálna výška otvorenia 1000mm
Materiál vodiaceho valíka GCr15, HRC60-62
3. Stavba: valcová forma, používa štruktúru vodicého stĺpca s víkom a ručkové prispôsobenie.
4. Valík je umiestnený na klznici, ktorá sa pohybuje po vodicom stĺpci na rámku pomocou ručky. Šírka pláta sa môže na oboch stranách jednotlivo prispôsobiť.
5. Na strane zásobníka je umiestnený horizontálny tlakový valík, ktorý zabráňuje vyskočeniu ocele z vodiacej oblasti vertikálneho valíka.
Štyrohmotová precizná vyrovnávacia strojna
1. Parametre zariadenia
Počet chytných valcov 2
Počet vyrovnávacích valcov 13
Počet podporených valcov 3 rady hore a dole
Priemer vyrovnávajúcich valcov φ100mm×1700mm
Materiál vyrovnávacieho valca 40Cr, tvrdnosť ≥HRC58-62 (nateranie, kovanie)
Materiál podporeného valca 40Cr, tvrdnosť ≥HB250-275 (nateranie, kovanie, nahradenie chromom)
Výkon hlavného motora 30kw (servomotor)
Hlavný reduktor s tvrdým zubárom
2. Forma: štyrihmotový typ
3. Držačný valiec obložený gumou, horný valiec hydraulicky zdvihnutý.
4. Vyrovnávacia valcová: vyrovnávaci val je hlavnou pracouou časťou stroja, materiálom vyrovnávacích valcov je 40Cr, technologický postup je nasledovný: vypustenie - hrubé obrábanie - zpevnenie - polodokončené obrábanie - tvrdenie - presné šlehanie, poverchová tvrdošť dosahuje viac ako HRC58 a poverchová hrubosť je Ra0.8mm. Ložiská pracovných valcov používajú samovyrážajúce ložiská alebo iglové ložiská, ktoré majú veľkú nosnosť, malé trenie a dlhý životnost. Horné a dolné radice pracovných valcov sú vybavené pohonovým systémom, takže horné a dolné radice pracovných valcov sa otáčajú aktívne; horný rad pracovných valcov môže byť pohánaný motorm na pohyb vertikálne hore a dole, a tiež môže byť prispôsobený na vložkové a výstupné koncové časti, aby sa vyrovnávacie valy naklonili (t.j., horné a dolné valy tvoria harmonické tlmené rovnanie, čo zlepšuje kvalitu vyrovnania platieb).
5. Nosné valce: Aby sa zabezpečila presnosť vyrovnávania a pevnosť vyrovnávacích valcov, sú na vrchu a spodku nosné valce, z ktorých je materiál 40Cr, a valce sú opatrené hrotovými ložiskami. Nosný val adoptuje naklonený železový mechanizmus, ktorý sa dá regulovať v zvislom smere. Nosné valce sa regulujú manuálne.
6. Systém pohybu: hlavný prenosový systém je centrálnie pohánjaný motorm, a reduktor motora pre vysiakovací prenosový systém má integrálnu štruktúru s kompaktným a pekným vzhľadom.
Hydraulický a pneumatický systém
1. Štruktúra:
Hydraulická stanica a hydraulické potrubia.
pneumatický systém.
2. Prehľad vlastností:
používa integrovanú pumpy stanici na poskytovanie hydraulickej moci jednotlivým cylindrom a je vybavená príslušnými bezpečnostnými ventilmi, tlakomerníkmi, regulátormi, ventili proti návratu a elektromagnetickými ventilmi atď.
3. stolička stroja:
Použitie kvalitných oceleových plátov a rúr, sváraná rámova štruktúra, svarovanie, sekundárne zastaranie, presná obrábacia strojnícka obrabovací stroj pre veľké portálne frézovanie, tieto dizajnové a technologické prostriedky zabezpečujú, že strojnícka obrabovací stroj má vynikajúcu odolnosť proti zemetraseniam, vysokú pevnosť a stabilitu. Pracovný stôl používa
Horná intenzívna pracovná plocha, rotujúci diskový dizajn, môže byť spracovaný pripravený na ďalšie nahratie, čo významne zvyšuje účinnosť práce.
4.systém odstraňovania prachu: pracovná plocha používa centralizovaný systém absorpcie prachu, vybavený trubkami na absorpciu prachu, na odstránenie prachu, výfukových plynov a iných látok v procese výroby.
5.Prenosový systém: Používa presný šésťový systém so šésťovým presným prenosom a servoregulačný systém, aby sa zabezpečila hladkosť a presnosť strojníckej obrabovacej mašiny v jej stave vysokorýchlostného pohybu.
6.CNC riadiaci systém.
Program na ovládanie CNC režania je vyvinutý na základe systému Windows a CNC ovládací systém dokáže plne spojiť profesionálny CNC softvér pre laserové režanie. Používa sa profesionálna PC industriálna kontrolná jednotka s operáciou, grafické rozhranie, jednoduché na ovládanie, priateľské rozhranie, ľahko sa učí, pohodlná operácia, CNC program je jednoduchý na úpravu, čitateľný. AutoCAD, CorelDraw a iné profesionálne softvéry na vytváranie nákresov, spolu so databázou technologických parametrov režania, kde sa technologické parametre režania dajú počas procesu režania prispôsobiť v reálnom čase pre dosiahnutie najlepšej kvality režania.
7. softvér na usporiadanie:
(1) špeciálne vyvinutý pre CNC rezačné stroje, softvér na vytváranie výkresov a usporiadanie na počítači. Hlavné funkcie zahŕňajú tvorbu CAD výkresov, novú verziu softvéru CAM-DUCT na dekompozíciu trubiek, optimalizáciu DXF/DWG, interaktívne usporiadanie, automatické programovanie, ako aj simuláciu režania a výpočet nákladov.
(2) Softvér CAM-DUCT na vedenie vzduchu obsahuje 300+ grafický softvér pre vedenie vzduchu, ktorý môže vykonať jednotlivé rozloženie s viacerými grafickými super veľkosťami a dokáže automaticky rozdeliť a spojiť priemerne ústie.
(3) Nestovací softvér je jadrová technológia CNC rezačnej počítačovej jednotky na dosiahnutie „neustáleho rezania, efektívneho rezania a vysokého koeficientu použitia pri rezaní“, čo je základnou zárukou účinného šetrenia ocele a zvyšovania efektívnosti rezaní.
Chladiaci režim
Profesionálny vodné chladenie, môže sa dosiahnuť dual teplota dual kontrola, dve vodné cesty chladenia dvoch jadier, teplota chladicnej jednotky sa zobrazuje na digitálnom paneli, ak sa vodná teplota priblíži určenej teplote, chladicá jednotka sa automaticky spustí, ak je vodná teplota nižšia ako určená teplota, chladicá jednotka sa automaticky zastaví.
Rozmery strojov

Model 3015 má efektívny rezací chod 3 metre dlhý * 1,5 metre široký, celková dĺžka stroja zaberá približne 20 metrov a šírka zaberá približne 5 metrov.
Záväzok servisu
Predprodejná služba:
Podľa vývojových potrieb zákazníkov, z hľadiska ich skutočného používania, poskytnúť primerané technické poradenstvo a kompletné informácie o vybavení;
Riešiť rôzne problémy, ktoré zákazníci uvedú, z hľadiska technickej realizovateľnosti, pre zákazníkov alebo im pomôcť pri návrhu a vývoji programu na laserovú spracovanie;
Poskytovať ukážku vybavenia, aby mohli zákazníci navštíviť inšpekciu, vzorkovanie, testovanie stroja a podobne.
Servis po predaji:
Skutočná inšpekcia a analýza miesta použitia stroja zákazníka, podľa miesta zákazníka pomôcť používateľom v plánovaní a dizajne miesta, ako aj usporiadanie vody, elektrovody, plynu pre vybavenie a podobne;
Poskytnutie zákazníkom úplného súboru operačných manuálov pre vybavenie a školenie operátorov vybavenia pre zákazníkov;
Služby po predaji:
Na mieste používateľa pri používaní sa poskytne školenie operátorom vybavenia zakázника v oblasti skutočnej operácie, denné údržby vybavenia a bezpečného používania, aby sa zabezpečilo, že používateľ môže co najskôr ovládať operačné postupy a metódy vybavenia a môže nezávisle používať vybavenie na výrobu a spracovanie;
Po montáži a nastavení celej sady vybavenia u používateľa platí od dátumu trénингu do spustenia stroja garančná doba jedného roku, garančná doba pre laser je dva roky;
V rámci garančnej doby bude spoločnosť pridelením odborníkov na služobnom obchode aj na miesto práce používateľa čas od času vykonávať technické inspekcie vybavenia, vykonávať rutinnú údržbu a kontrolu vybavenia a odpovedať na otázky zvýšené používateľom.
Ďalšie záležitosti
1、Postup projektu
Cyklus trvania asi 45-60 pracovných dní, podľa zmluvného časového rámca na dokončenie návrhu, výroby a akceptácie práce a odoslania strane požiadavky;
2、Inštalácia a nastavenie
Zariadenie je dopravené strane požiadavky, cyklus inštalácie a nastavenia trvá 7-10 dní;



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE