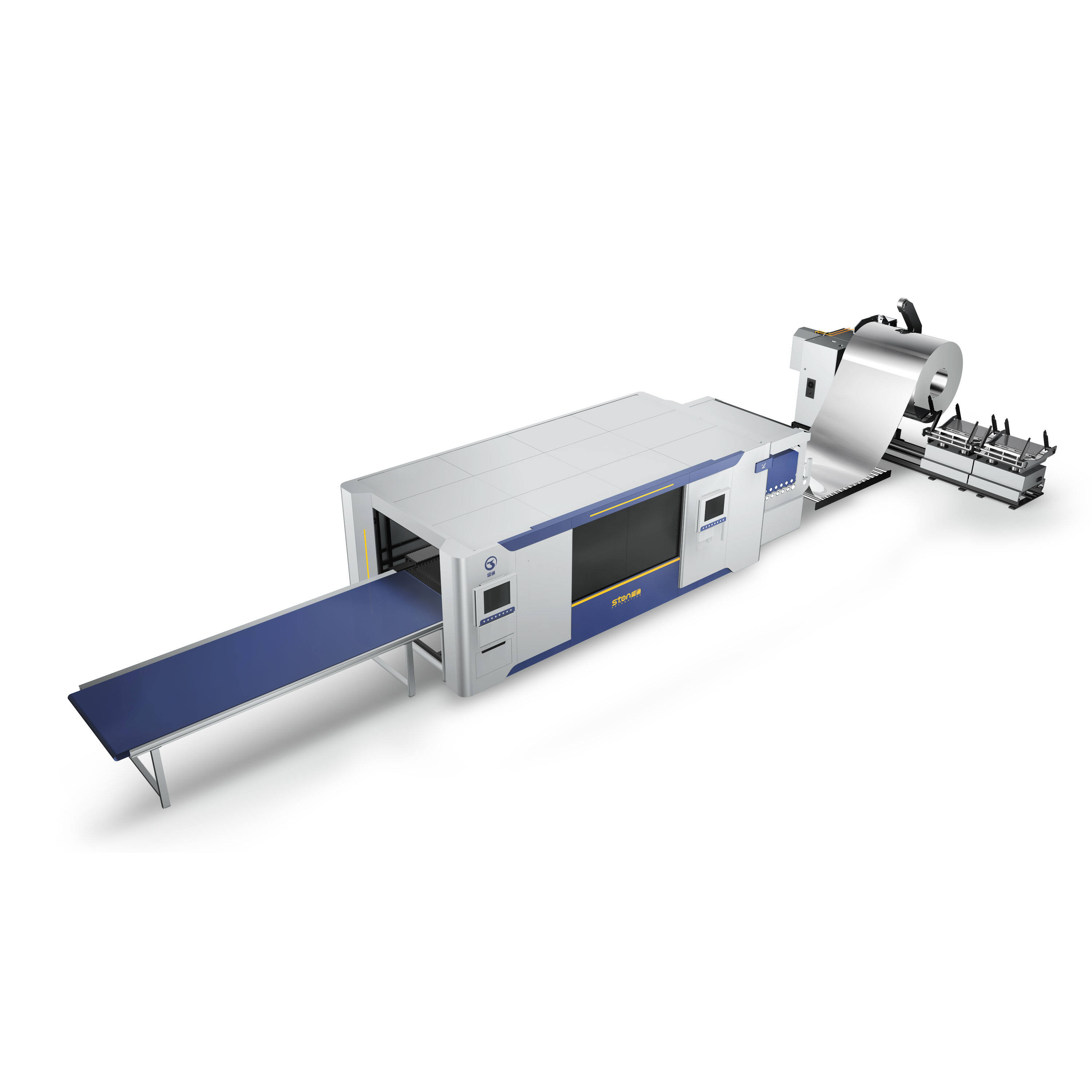
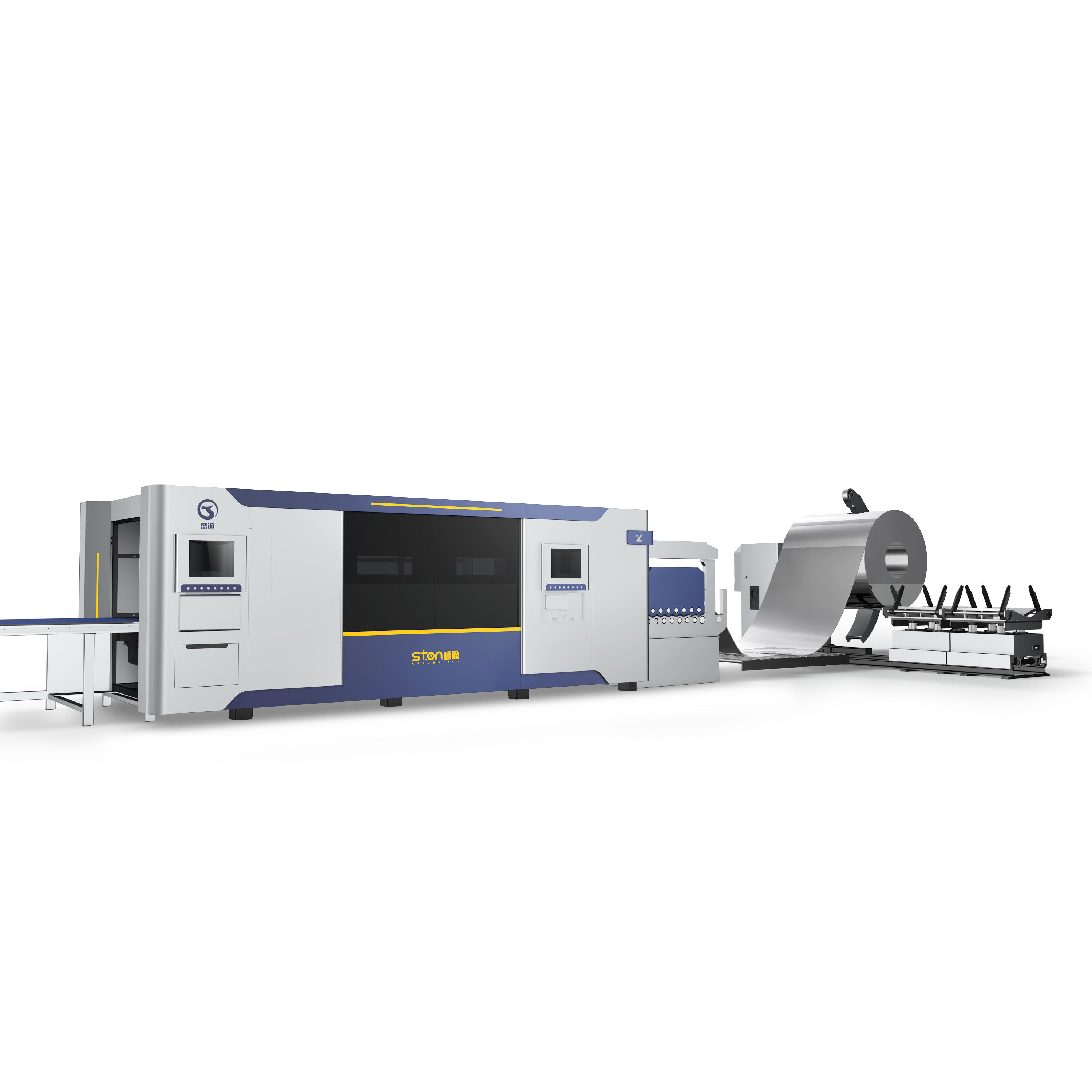
Einn framleiðslulína sem getur fljótlega og nákvæmt skorið í mörg tegundir af efnum, tryggingu samvistislag sérhverju sinni. STON LZ1401 býður ólíkana háæfnisstyrku og framleiðsluaðgerð, gerir hana fullnægilega lausn fyrir framleiðsluvegar eftir þarfirnar. Af hverju skal velja STON LZ1401?
Ójafngjörð gæði: Láserskáringaráttin okkar tryggi nákvæm og samfelld niðurstöðu, með því að eyða þörf á endurskoðun og minnka úrvöxt efna.
Kostnaðuráætlan: Þegar framleiðslutími er samþætt og útskeyti af matri er lækkað, hjálpar STON LZ1401 þér að spara á virkjunarkostnaði.
Framtíðaráætlan: Eftirfarandi þróun teknóleika, er STON LZ1401 skillið til að víkra og vaxa með fyrirtækið þitt.
Tækjastillingar
|
|
hráefni |
Kaldrulllagt plátt, galfanestekk plátt, rostfrjálst stál |
|
2 |
pláttdiktar |
0.5mm ~ 2.0mm |
|
3 |
pláttbreidd |
1000mm~1500mm |
|
4 |
Vektur á ruli |
≤10T |
|
5 |
Inndiameter rollsins |
ø508mm-Ø630mm |
|
6 |
útardiameter rollsins |
ø1000 ~ Ø1600mm |
Mælingar afúrgerð
|
1 |
flatarmál |
Ytraflötin á rafmagnsbandinu er platt og bætir ekki við nokkurra ferilvirkni; |
|
2 |
Nákvæmni jafningar |
±1mm \/ m2 |
|
3 |
Nákvæmni skástils |
≤1mm/2000mm |
Einingarstillkvæði
|
1 |
Bandhraði |
5m/min |
|
2 |
Hraða einingar |
Hraða breytingaraðila 0~12m/min (vinnur að stillingu) |
|
3 |
Ferðahæð |
+800mm |
|
6 |
ferðaráttir |
(Álagt við endlegu ferliuppsögn viðskiptavina) |
Virkni fyrir tækjagervi
|
1 |
Valkostir af svi |
3φ viðskiptavísir, 400V±5%, 50Hz±2% |
|
2 |
Loftfé (þrýst loft) |
Trygging: 0.5~0.6MPa Færsla: 0.6m3/min |
|
3 |
vatnssupply |
Engar sérstök skilyrði |
Fyrirbúningur á skipulagi
|
1 |
Litur mála á eyðuborði |
stöðluður fyrirbúningur |
|
2 |
Ferilegt, öryrgis- og aðrar hluti |
Uppsetning eftir grundlit (gulur/ appelsínugulur) |
|
3 |
Rafmagnsréttir, stjórnborð, bræðslutankar |
stöðluður fyrirbúningur |
Aðalskipulag tækja
|
- Nei, ekki. |
Hlutfall |
Name |
Uppruni og merki |
Fjöldi |
|
1 |
laser |
sjárglósur |
Shenzhen Chuangxin 6000W |
1 |
|
2 |
sjárglósuhöfuð |
sjárglósuhrífs höfuð |
Shanghai Jiaqiang |
1 |
|
3 |
Kælingaraðferð |
vatnskælandi |
Wuhan Hanli |
1 |
|
4
|
CNC kerfi
|
Hreyfingarstýringarkerfi |
Shanghai Weihong |
1 |
|
Stjórnunarskjalasvið |
Shenzhen Weichuang |
4 |
||
|
Hringdrifi |
Japan Beto |
3 |
||
|
Rafhlöður |
Schneider, Frakkland |
1 |
||
|
Lufthrýmiþætti |
Anwuochi, Germany\/Yadek, Taiwan |
1 |
||
|
5
|
Vélbodi
|
Vinnusögn |
Hryggstöðutegund |
1 |
|
Leiðarreynd |
Taiwan Heqing |
1 |
||
|
Framkvæmir |
Taiwan Heqing |
10 |
||
|
Rack og pinion |
Taiwan Kotai |
1 |
||
|
Rúm |
Veldur og eldrið með ferkisi |
1 |
||
|
Rökuleið |
Rökuleið |
1 |
||
|
6
|
Þjónustuþjónustuverk
|
Efnishelfur |
10T hýdravískur hlutastofa |
1 |
|
Jafningaverkfræði |
15-rólar nákvæm jafningaverkfræði |
1 |
||
|
Tengimaskin |
Rólabord fyrir tengingu \/ bæta saman af belti |
1 |
||
|
Loftþjöppu |
1.6Mpa loftslagvirkjar sem er sérstaklega notuð fyrir lasar |
1 |
Vinnumöppu kröfur
|
Item |
Name |
Kröfur |
Athugasemdir |
|
Virkjunarsupply
|
Heildaruppslitun Árgerð |
≤50KVA 380V\/220V±5% |
mælt er að nota 100kva virkja uppslitunar vinnusvið önnur verða sett upp með sjálfvirku spenni- og straumstabilisor. |
|
Jörðarafmót |
≤4 ohm |
||
|
Þar sem að gagnvart er nálægt, á að ekki vera sterk elektromagnetriskur styrkur. Værðu viss um að halda það frá ráði útvegsstöðvar eða viðskiptastöðvar í nærska nágrenni. |
|||
|
Vatn |
Vatn fyrir kølara |
þarf að nota rakað, afiónað eða distillað vatnGæsir |
|
|
gas |
Súrefni, Nitrið |
Hreint > 99,5% |
Staðreyndir breytast eftir hlutafgerð |
|
Loftþjöppu |
Trygging ≥1,6mpa |
||
|
Vinnuumhverfi
|
Hitastig |
5-40 gráður |
|
|
Húðrúm |
≤80%, engin rjúpningur |
||
|
Grundvallarverk |
Amplitúð <50um, hraði af amplitude <0,05g; enginn stórr aflaustur viðbótareitur eða þrýstingarnær. |
Ef uppruni viðbrags er nauðsynlegt að gera viðbragsefni |
|
|
Rýmdskref fyrir tæki til að ganga úr skuggi að ekki sé røykil og dulinn, til að koma í veg fyrir metalaflaust og grindun og annan dulinn starfsUmhverfi, og verður að setja inn óhríðarflokk, tengja skjólsvöru línu |
|||
Framkvæmivagn
1. Tekniska einkenni:
Bætur: 20T
Færslu hraði: 5-7 m/min
Lárætt færsla: vatnskraftamót
2. Skránninn er stjórnður með handhaldið vélbúið styðulag, hliðin er hækk eftir upphafsborði og færð til staðar á ásnum af rólunni afloka, og innri gángur hliðanna fer í róluna afloka, síðan lættir skrárinn niður og fer aftur á upphafsstaðsetningu.
3. Yfirri rólabíllinn beståröð afgangsins af V-fornum sadla palli, líkama og fjögurra leiðarsúlubúnaðarhækkunarverksins.
4. Bilið er sveldið skipulags hlutur, fjögurhjólsgerð, bílinn er keyrður með motori, svo að trolleinum færist á spá.
5. Hækkingarverkun består af hækkingarlíkama, leiðunarverki og hækkingahveiti, hækkingarlíkaminum notar fjögur leiðarsúlur, hækking og lægging flott.
6. Efri yfirborð hlaðarskarpsins er stütuplötur sem består af V-formuðu sadeltröllu. Þegar skarpið virkar, hefur vatnsstofukylfaðið hækkat bílnum til að hækka eða lægja rúm, og motorinn dreifir hjólunum á skarpanum til að snúa því, svo að skarpið fari áfram eða aftur á spánni. Þegar verkefnið fer fram, er V-formin tröll á toppi skarpsins hækkad með vatnsstofukylfi til að hækkja rólurnar og hækka þær upp í nauðsynlegu hæð, og síðan vísir líkanid, sem er vefsnuð af motori, hlaðarskarpinn langs radíusloppi aluminrólurna á spánni og setur plötur rólurna í miðju stuttkylfis upplýsinga, og síðan eru rólurnar hækkar fast við akslann á upplýsingaferli.
7. Afurill og oljulínan hlaðarskarpsins eru varðveitt með stütuketlum.
8. Oljulínur og afurill eru varðveiddar með sleppiketlum.
Hydraulic Cantilever Uncoiler
1. Tekniska einkenni:
Tegund: hryfjasúlategund, með hliðarhýdraulískum viðbótaraðstöðum, hýdraulískur rás og fall.
Bætur: ≤10T
Spánspjaldsskrafsvið 50mm
Vídd og þingað með hýdraulískum dreifingarskekkju
Virkjaður \/ afsláningur AC7.5kw
Bréfi Pneumatísk disklóka
2.Virkni: Afrollari er notaður til að opna spoleina af rafmagnsstripi og stofna samstætt afþrep á jafnlagunarverkfæri.
3. Líkamur og grunnur:
Verkfærið og grunnurinn eru lítidgerður með vöruþremtingu í hitaþremtingu.
4. Spánspjald:
Stígur og fall mandransins er raðað fram með hýdráulískum rafill sem skjóttir útveitarspylunni.
Mandill afspurningar bestar á þremur útveitarspylum.
Spindlimaterial: 40Cr, hlutvegsþéttunartækifæri.
Reel: fjórar fánlagðar plötur saman, fánplötur dalkalagður gerð, svo að ekki skeiður sé merkt á innri laginu. Stígur og minnkun rafills er hýdráuliskt vefð, reel einn brotinn brot með málstigi.
5. Kraftvinnsla:
Í ferli sjálfvirrar aðgerðar er strippurinn slepptur úr afspurningarfyrirtækinu, og motorinn, með stjórnkerfi, býr til puff á eftirblöndum.
6. Í ferli afspurningar eru færslur motorans (hraði, dreifing og fleiri) stjórnaðar eftir færslum rullublásins.
7.Hluthefja motor og hefjamót: eftirfarandi aðgerðir vinna motorinn í ferlinu af spurning:
Samstæð eftirblönd.
blaðinngangur.
Lufðabræði á viðmótinu til að stöðva þætti í tilfelli af brotum eða „nákvæmri stöðvun“.
Aflaðarskiftir fyrir úrskot: aflaðarafliðið sendir aflaði í töluhólf, töluhólf hreyfir spinnutengsl sem hreyfir spinnustjörnu.
Hjálparstutt fyrir rullu
Á örvu er hydraulískur hjálparstuttur meðalviðgerð, sem er hreyftur af olíuvængjum.
Stuttarmiðstöðin er hækkað og lægð með olíuvængjum og er í sjálfverkan lausnartöpu eftir að hún hefur verið hækkað.
Lufðakerfi: bestendur af cylindri, gátt og leitni, og kaupanda skýfer sinn eigin loftforsumu.
Rólakærsla til að forðast skrapan (bestendur af botnibalka og rólum)
Miðstöðvarúmblótarstilling
1. Notkun: Framleiðslan er notað til miðstöðvarúmbætingar og breytinga á afleiðingum af járnspjaldi.
2. Tekniskar mælingar
Stærsta opnunargildi 1650mm
Minnst opnunargildi 1000mm
Efni leiðandi rólar GCr15, HRC60-62
3. Stilling: rólutegund, notar leiðdarsúlurhryggingu og hænderhjól viðréttingu.
4. Róllinn er settur á skriðari, sem er stýrtur með hænderhjóli til að færa sig í leiðdarsúlunum á rammi. Breidd platanar er hægt að stilla einstaklega á vinstri og hægri hlið.
5. Liggjandi þyngisrólur er sett á innflutningssíðu til að forðast að járnbandi hoppa út úr leiðingu lóðréttu rólarins.
Fjögur-vættur tegund fynningaraðila
1. Fyrirbærandi upplýsingar
Fjöldi greipiróla 2
Fjöldi jafnunarróla 13
Fjöldi styrkskraa 3 rækur efst og neðst
Þvermál lýsingarskraa φ100mm×1700mm
Matriallýsingar skraa 40Cr, harðni ≥HRC58-62 (þrefing, hlæðing,)
Matrial styrkskraa 40Cr, harðni ≥ HB250-275 (þrefing, hlæðing, krómplating)
Virkja af mótorsvæðis 30kw (servomótor)
Afmótun hardtannmótmótur
2. Form: fjögur-vættu tegund
3. Fjúguskraa með rúðum, efri skraa hylur nedur með þverhvel.
4. Jafningarollur: jafningarollurinn er aðalvinnaflötur þessara vélar, efni jafningarollans er 40Cr, ferlin fyrir framleiningu eru eftirfarandi: útskifti - råframleiðsla - hittun - hálfendur framleiðsla - harðking - fjúksting, ytaþverkvæmni er upp á ytaþverkvæmni HRC58 og ytaeinkunn er Ra0.8mm. Kylfi vinnarolla notast við sjálfjárstaðbundin kylfi eða nálkylfi, sem hafa stórt bætur, lítill framanfærsla og langt notkunarlífi. Efri og neðri röð vinnarolla eru tengd við keyrarskrá, svo að efri og neðri röð vinnarolla snúa sjálfvirkt; efri röð vinnarolla getur verið keyrð af motori til að hækka lóðrétt samhliða, og má líka stilla til innsendingar- og útsendingarenda, svo að jafningarollarnir breytist (þ.e., efri og neðri rollar mynda harmonísk aftengd jafningu til að bæta jafningu glerðanna).
5. Styrkisrólíkur: Til að tryggja nákvæmni jafningu og fastann af jafningarólíkum eru styrkisrólíkumer fyrir ofan og neðan, sem eru gerðir af 40Cr, og hringirnar eru spilahringir fyrir rólíkamerki. Styrkisrólíkurinn notar hallandi járnmechanism sem er mögulega að stilla í lóðréttu átt. Styrkisrólíkurarnir eru stillt handvirkt.
6. Kraftaker: Hlutur kraftager kerfisins er aðstæðisdriven af motori, og töflumotornýtingin fyrir upphæðarhækkunarskipulagið hefur eintökgerð með þakmörkuðu útlit.
Vatn- og loftkerfi
1. Samskipun:
Vatnsstöð og vatnsleitir.
loftkerfi.
2. Yfirblik yfir framkvæmd:
notar samsetta púmsustöð til að borga vatnskraft fyrir hverja síðukylfu, og er með viðkomandi dreifingargáter, trýnigraf, stillara, afturflutningshringi, elektromagnetrólíkum og fleira.
3. vélbordið:
Notkun háupplýsingarstálar plötur og rúr, lögð saman með veldislöngu, tvívarðandi gamningur, nákvæm vinnsla með stórum dragborðsmilia, þessi útvinnings- og vinnslumyndir tryggja að tölvuborði hafi frábær jarðskjálftavarni, hári fastni og stöðugleika. Vinnslutöflan notar
Efstur tíðnivél, snúningartafli útlags, er hægt að vinna samantíma til að verða fyrir næsta hlaðingu, sem bætir markvistlega við vinnuspeki.
4. fjármunarkerfi: Vinnslutöflan notar samþætt fjármunarútlags, með fjármunarleiðum, til að fjarlægja fjör, útslát og önnur efni í framleiðsluferlinu.
5. afhendingarkerfi: Það notar nákvæm grindaraðferð og tannhjól nákvæm afhendingu og servóstjórnunarkerfi til að tryggja þröngdina og nákvæmi tölvuborðsins í háhast ástandi.
6. CNC stjórnarkerfi.
Forrit fyrir CNC skurðstjórnun er byggt á Windows kerfi, og CNC stjórnunarkerfi getur uppfyllt fullt tengsl við laser-skurð CNC-forrit, með notkun af tækjagæslu PC fyrir röksefni, myndræn viðmót, auðvelt að nota, vinilegt viðmót, auðvelt að læra, hentug aðkeyra, CNC forrit er auðvelt að breyta, lesanlegt. AutoCAD, CorelDraw og önnur ritgerðarforrit, með gagnagrunn fyrir skurðferli, skurðstillingar geta verið stilltar í rauntíma við skurðferli til að ná bestu skurðgæðum.
7. nesting forrit:
(1) sérstaklega útbúið fyrir CNC skurðvél, myndritgerðarforrit fyrir nesting á tölvu. Aðalvirkin eru CAD myndrit, ný verslu af CAM-DUCT loðbræðisbrotunarforriti, DXF/DWG optimering, samræmd nesting, sjálfvirkt forritun, sem og skurðsimulering og kostnaður reikningur.
(2) CAM-DUCT loftleiðslu kerfi kerfi kemur með 300+ loftleiðslu myndkerfi sem gæti einnig úthlutað mörgum myndgreinum, super pláta stærð greinir geta verið sjálfvirkt skipt á milli samspjalls og samfara munur stærð.
(3) Nesting kerfi er nýteknólogía CNC skurðvél til að gera „fulltíma skurð, hækkaður fjármálsskemmtun og hæfilegt nesting rate skurð, sem er almennt varnastofa til að spara járn og bæta skurðhröð
Kulningur
Fyrirsögnsvatn kulningarstöðvar, tveggja hitastig tveggja ráðstafa má vera uppfyllt, tveir vatns leiðir voru kulnaðir tvær kjerstöðvar, hitið á frystikistanum komið fram á tölustöðlu, vatnshitið fer yfir skilaboð frystikistanum mun sjálfvirkt kulna vatnið er lægra en skilaboð frystikistanum mun sjálfvirkt stoppa frystingu.
Stærð verkfangs

Vörumerkið 3015 hefur afmarkað skurðferli af 3 metrum langt * 1,5 metra breytt, meðaltalslengdina á þeim skipanum er um 20 metra og breiddin er um 5 metra.
Þjónustuáætting
Forskoðunartjónustu:
Eftir því hvaða þarfnir krafar notandinn, úr skoðunarpunktinni á raunverulegu notkun notanda, til að borga við eiginlega tæknið leiðbeiningar og fullt uppsæti tæknilegra upplýsinga;
Læsa upp á mismunandi vandamál sem notendur hafa framkvæmt, úr skoðunarpunktinni á teknískri möguleika, fyrir notendur eða að hjálpa notendum í rúmmálssviði og útbúningu lasarvinnsluforrits;
Bjóða upp á tækja sýnigögn svo notendur geti farist til athuga, samstæðingar, próufærsla og svo forth.
Tjónusta við kaup:
Raunverulegt notkunarmat svæðis yfirfari og greining, eftir notandans staðsetningu til að hjálpa notendum í rúmmálssviði og úrbúnaði svæðisins ásamt vatn, straum og gás uppsetningu fyrir tækin og svo forth;
Láni viðskiptavinum fullu pöru handbóka fyrir aðgerð tækifaða, og birta þeim sem keyra tækin viðskiptavinum;
Aðalsalaþjónustu:
Á staðnum þar sem notandi notar tækin, gefur fjármálamannauðlindin þræði áfangan um raunverulega aðgerð tækja, daglega viðhald tækja og öruggan notkunaraðgerðir til að tryggja að notandinn geti náð að læra aðgerðarskrár og aðferðir tækja eins hratt og mögulegt er, og getur notað tækin sjálfstætt fyrir framleiðslu og tölu;
Allt tækið er sett saman og prófað af notanda, frá upphafi þess að þætti hefur rúm fyrir einn árs gæslutíma, en laser tveggja ára gæslutíma;
Í gæslutímanum mun fyrirtækið líka skila sérstökum aðalsalaaðildum til að halda teknöskum yfirleikum á vinnusvæðinu notandans, gera reglulega almennt viðhald og athugun á tækjum, og svara spurningum sem notandinn hafði reyndur.
Aðrar atriði
1. Framskynning á verkefni
Tímarit fyrir 45-60 vinnudaga, eftir tímarit samnings til að klára þægindi, framleiðslu og samþykki verkanna og senda þá í boði;
2. Uppsetning og prufur
Tækjaskipulag fer í boði, 7-10 daga fyrir uppsöfnunar- og prufutímabili;



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE