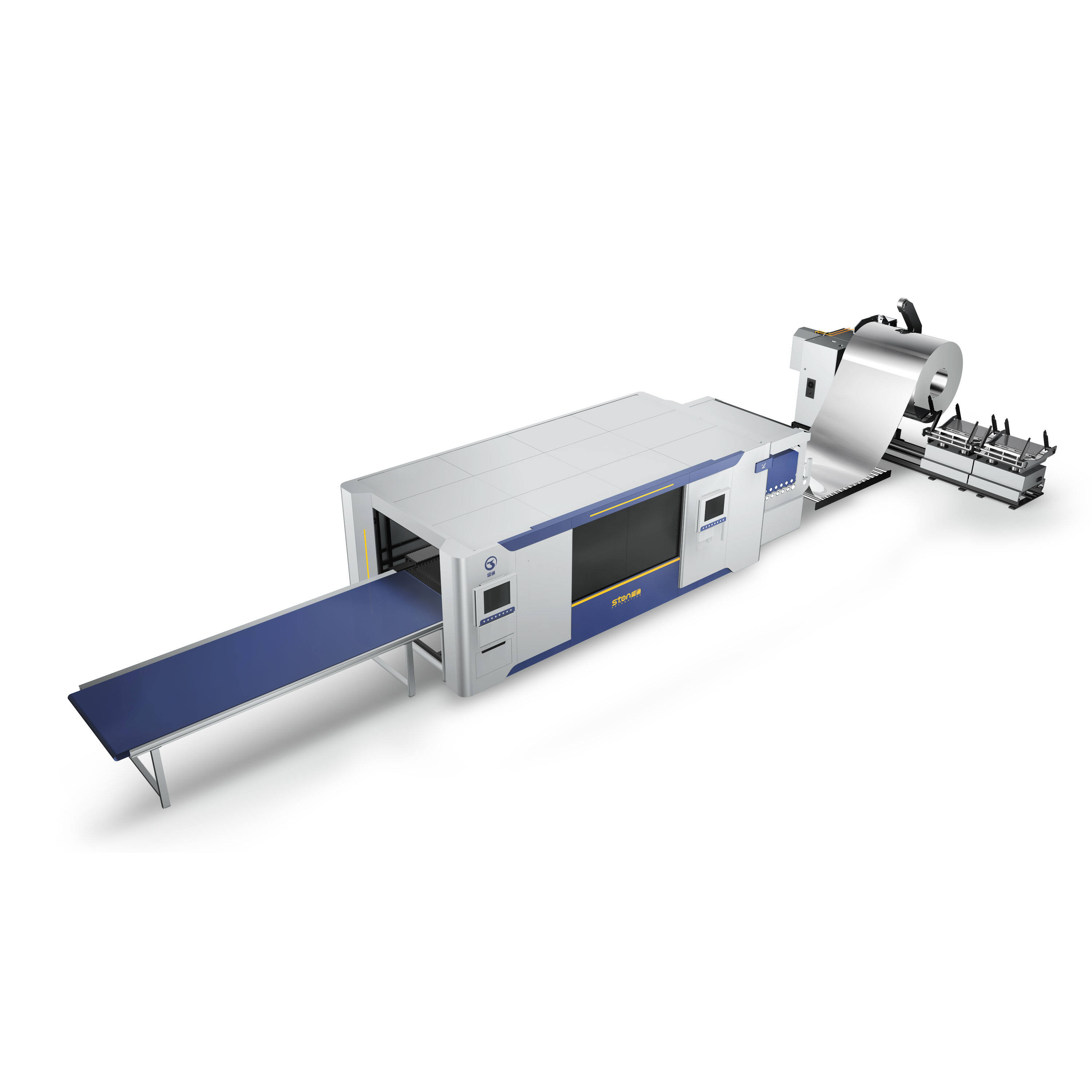
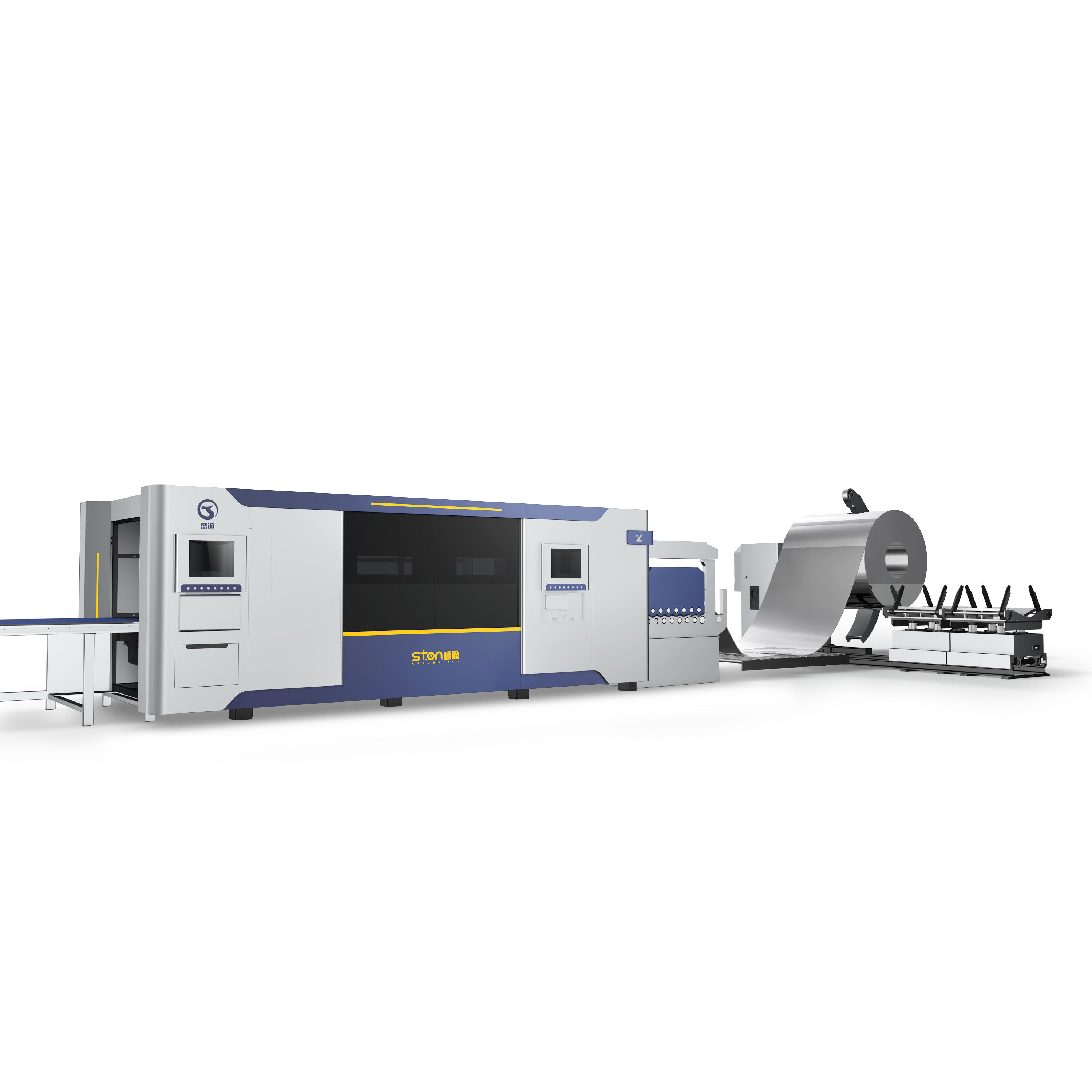
Egy gyártási sor, amely különböző anyagokat képes pontosan és gyorsan vágani, mindig konzisztens minőséget biztosítva. A STON LZ1401 nem érhető el páros hatékonysággal és termelékenységgel, ami teszi a legjobb megoldásnak a gyártási igényeid szempontjából. Miért választanád a STON LZ1401-et?
Egyéni minőség: A laser-vágási technológiank pontos és konzisztens eredményeket biztosít, eliminálva a újraiparosítást és csökkentve az anyagi hulladékot.
Költséghatékony: A termelési idő optimalizálásával és az anyagi hulladék csökkentésével a STON LZ1401 segít megtakarítani az operatív költségeket.
Jövőre kész: Ahogy a technológia folyamatosan fejlődik, a STON LZ1401 olyan tervezésű, hogy alkalmazkodjon és növekedjen a vállalatoddal.
Berendezés paraméterei
|
|
nyersanyagok |
Hűtött tolású lap, galvanizált lap, rostmentes acél |
|
2 |
lapvastagság |
0,5mm ~ 2,0mm |
|
3 |
lapszélesség |
1000mm~1500mm |
|
4 |
Tömeg per tolla |
≤10T |
|
5 |
A tolla belső átmérője |
ø508mm-Ø630mm |
|
6 |
a tolla külső átmérője |
ø1000 ~ Ø1600mm |
Végső termék paraméterei
|
1 |
felszíni minőség |
A lánc felülete sík és nem tartalmazza a feldolgozási hibákat; |
|
2 |
Kijáró pontosság |
±1mm / m2 |
|
3 |
Átlós pontosság |
≤1mm/2000mm |
Egység paraméterei
|
1 |
Szalag sebessége |
5m/perc |
|
2 |
Az egység sávszámítása |
Kijogtatóvonal sebessége 0~12m/perc (szabályozható) |
|
3 |
Futási emelet |
+800mm |
|
6 |
futási irány |
(Vegyesen a végleges telephelyi folyamat elrendezésétől függ) |
Műszerhasználati munkafeltételek
|
1 |
Energigátlás |
3φ váltakozó áram, 400V±5%, 50Hz±2% |
|
2 |
Léghajtás (tömörített levegő) |
Nyomás: 0.5~0.6MPa Áramlás: 0.6m3/perc |
|
3 |
vízhordó |
Nincs különleges követelmény |
Berendezés festése
|
1 |
Főkötél festékszín |
szabványos berendezés |
|
2 |
Mozgó, biztonsági és más komponensek |
Konfiguráció az elsődleges színnel (sárga/narancs) |
|
3 |
Elektromos szekrények, műveleti konzolok, üzemanyagtartályok |
szabványos berendezés |
Eszköz fő konfiguráció
|
Nem. |
Kategória |
Név |
Származás és márkа |
Mennyiség |
|
1 |
lézer |
fiber lézer |
Shenzhen Chuangxin 6000W |
1 |
|
2 |
lézer Fej |
szál lézer vágó fej |
Shanghai Jiaqiang |
1 |
|
3 |
Hűtőrendszer |
vílzáró |
Wuhan Hanli |
1 |
|
4
|
CNC RENDSZER
|
Mozgásvezérlő Rendszer |
Shanghai Weihong |
1 |
|
Servómozgató rendszer |
Shenzhen Weichuang |
4 |
||
|
Csökkentő fogaskerék |
Japán Beto |
3 |
||
|
Elektromos alkatrészek |
Schneider, Franciaország |
1 |
||
|
PNEUMATIKUS RÁPKONTÓR |
Anwuochi, Németország/Yadek, Tádzsikország |
1 |
||
|
5
|
Géptest
|
A kezelési asztal |
Kijáró típus |
1 |
|
Útvezető sín |
Távan Heqing |
1 |
||
|
Csúszka |
Távan Heqing |
10 |
||
|
Fogaskerék és fogasker |
Távan Kotai |
1 |
||
|
Ágy |
Négyzetes cső kiszivárgatása és öregségi kezelése |
1 |
||
|
Dúszfúvás |
Dúszgép |
1 |
||
|
6
|
Segédláteszközök
|
Anyagrác |
10T hidraulikus anyagrác |
1 |
|
Egyenesítő gép |
15-görcsös precíziós egyenesítő gép |
1 |
||
|
Csatoló gép |
Gördüléses csatoló asztal / szalagcsatoló platform |
1 |
||
|
Légkompresszor |
1.6Mpa légnyomású szivattyú, amely kifejezettan laserrel használatos |
1 |
Munkakörnyezeti igények
|
Tétel |
Név |
Keltetések |
Megjegyzések |
|
Energiaellátás
|
Teljes telepített kapacitás Feszültség |
≤50KVA 380V\/220V±5% |
ajánlott 100kva kapacitású áramellátást használni. Más területeken automatikus feszültségi és áramerősség-szabályzókat kell telepíteni. |
|
Talpvezeték ellenállása |
≤4 óhám |
||
|
A telepítési berendezés mellett nem lehet erős elektromos vagy magnetikus jelezési zavaró tényező. Kerülje a rádió-átviteli állomásokat vagy -újraadókat a telepítési hely környékén. |
|||
|
Víz |
Vílhűtő víz |
szükség van renszelt, deionizált vagy destillált vízre Gázok |
|
|
gáz |
Oxigén, Nitrogén |
Tisztaság > 99,5% |
A paraméterek aanyagfeldolgozás szerint változnak |
|
Légkompresszor |
Nyomás ≥1,6mpa |
||
|
Munkakörnyezet
|
Hőmérséklet |
5-40 fok |
|
|
Páratartalom |
≤80%, nincs kondenzáció |
||
|
Alapítvány |
Amplitúdó <50um, amplitúdós gyorsulás <0,05g; nem lehet nagy ütéses rezgéses berendezés közel. |
Ha van rezgéforzás forrása, akkor antirezgési árok kell, hogy legyen |
|
|
A berendezés térkövetelményei arra kényszerítik, hogy ne legyen szén és por, kerülje a fémmaróra és más poros munkakörnyezeteket, és telepíteni kell statikatlan padlót, valamint kapcsolni skövett vezetéket |
|||
Ellátó kocsi
1. Technikai paraméterek:
Tömegtartalék: 20T
Mozi sebesség: 5-7 m/perc
Vízszintes mozgás: hidraulikus motor
2. A kocsi kezüzemelt nélküli műveleti dobozzal van ellátva, amely fel veszi a anyag előkészítési asztaltól a kötél átmérőjét, elmozdítja azt az unwinderek rögzítési tengelyének helyzetébe, és az anyag térfogatának belső lyukát behajtja az unwinderek rögzítési tengelyébe, majd a kocsi lecsúszik és visszatér az eredeti helyzetbe.
3. A felső rögzítési kocsira vonatkozóan ez elsősorban V alakú ülésű palettából, testből és négy irányítási oszlop emelkedési mechanizmusából áll.
4. A jármű testének hosszúságú szerkezetű részei összevágott strukturális részek, négy kerekes szerkezet, a jármű testét a motor hajtja, így a kocsi a pályán mozog.
5. Az emelkedési mechanizmus az emelkedési testből, az irányítási mechanizmusból és az emelkedési hidraulikus hengerből áll, az emelkedési test négy irányítási oszlopból áll, amelyek szabályosan emelkednek és lesüllyednek.
6. A betöltő kocsi felszíne egy V alakú nyeres tálból álló támogató platform. Amikor a kocsi működik, a hidraulikus henger emeli a járműt, hogy emelje vagy tegye le a térfogatot, és a motor a kocsi kerekeinek forgását vezérli, így a kocsi előre vagy hátra mozog a pályán. A működés közben a kocsi tetején lévő V alakú tál a hidraulikus henger által emelve emeli fel a gödröket, és emeli őket a szükséges magasságra, majd a motorvezérelt mechanizmus elmozdítja a betöltő kocsit az alumínium gödrök sugáris irányában a pályán, és kitölti a gödröket a kibontó támogató henger közepére, majd a gödröket szorosan összekapcsolják a kibontó tengelyével.
7. A betöltő kocsinál a kéblek és olajcsövek támaszkettővel vannak védve.
8. Az olajcsövek és kéblek húzókettőkkel vannak védve.
Hydraulic Cantilever Uncoiler
1. Technikai paraméterek:
Típus: kijáró típus, oldali hidraulikus segédtámogatással, hidraulikus emelés és leszállás.
Tömegtartóképesség: ≤10T
Feszítési tartomány a fáklyán 50mm
Kibontás és szorítás hidraulikus hajtású csúszóval
Hajtás / teljesítmény AC7.5kw
Lomb Pneumatikus lemezlomb
2.Függvény: A kifedő berendezés az áramlatos köteg kinyitására és a szinkronizált maradványok létrehozására használható a kiegyenlítővel.
3. Test és alaplap:
A gép testének és alapjának a szerkezetét forró öregségkezeléses törésmérnöki módszerrel hajtották végre.
4. Fáklya:
A mandrel emelkedése és leszállása hidraulikus henger vezérlésével valósul meg, amely a bővítő csuklót mozdítja.
A feltekerő mandrel három bővítő csuklóból áll.
Tengermaterial: 40Cr, lázaskezelés.
Reel: négy fanalapból álló szerkezet, a fanalap konkáv-konvex elrendezésű, hogy ne jelenjenek meg nyomvonalak a lap belső rétegében. A növekedési és szűkülési henger hidraulikus vezérlésű, a reel egy görbében levő lap van skálával ellátva.
5. Hatalomátadás:
Az automatikus működés folyamán a raktat aktívan kiszabadul a feltekerőről, és a motor, a vezérlőrendszer segítségével, puffert eredményez a maradékanyaghoz.
6. A feltekerés folyamán a motor paramétereit (sebesség, nyomaték stb.) a tekerés anyaga paramétereinek megfelelően szabályozzuk.
7.Főmotor és fővezetékes: a motor a következő funkciókat végzi el a feltekerés folyamán:
Szinkronizált maradékanyag.
lap bevezetése.
Pneumatikus fék a motoron, amely megakadályozza a gép forgását állomány vagy „vészhelyzet” esetén.
Kifekésslő hajtómód: a motor csökkentő által a vázlati oldalhajtóhoz való továbbítása, feszítő tengely hajtása.
Reel segédtámogató
Annak elkerülése érdekében, hogy a mandrel lehulljon, van hidraulikus segédtámogató berendezés, amely olajhenger által hajtott.
A támogató kar az olajhenger által emelkedik és leszáll, és emelkedés után önmagában zároló állapotba kerül;
Légcsatorna rendszer: henger, szervó és csőkből áll, és a vevő saját légforrást biztosít.
Kerékáramlásos szállítmány (alsó varrógép kerékpárrendszerből áll)
Oldali irányító középre igazító berendezés
1. Használat: A berendezés oldali irányításhoz és középre igazításhoz való használatra szolgál acélrúdoknál.
2. Technikai paraméterek
Maximális nyitási szélesség 1650mm
Minimális nyitási szélesség 1000mm
Anyag a vezérlő gurítóhoz GCr15, HRC60-62
3. Struktúra: gurítós, útmutató oszlop csavarstruktúrát és kezekkel működtetett karikát alkalmaz.
4. A gurítót a csúszkára helyezik, amelyet kezekkel működtetett karika által mozgatnak az osztrubános oszlopon a tartón. A lap szélessége egyénileg beállítható a bal és jobb oldalon.
5. Egy vízszintes nyomógurítót állítottak be a feldobási oldalon, hogy megakadályozza a vasföldözék ugrását a függőleges gurító vezérlési tartományon kívül.
Négy-súlyos finom derékszínös gép
1. Berendezési paraméterek
Nyomógurítók száma 2
Deríteszkagurítók száma 13
Tartó guruk száma 3 sor fent és lent
Kijogtató guruk átmérője φ100mm×1700mm
Kijogtató guruból készült anyag 40Cr, keménység ≥HRC58-62 (fémesítés, gyomberesítés)
Tartó guruból készült anyag 40Cr, keménység ≥HB250-275 (fémesítés, gyomberesítés, krómzás)
Főmotor teljesítménye 30kw (szervomotor)
Főcsökkentő merev fogaskerék csökkentő
2. Forma: négyszemélyes típus
3. Nyomó guruban gumizált felület, a felső gurú hengeres nyomás alatt van.
4. Vízszintelvegő gurító: a vízszintelvegő gurító a gép fő működési része, a gurító anyaga 40Cr, a feldolgozási folyamat a következő: kiürítés - zokonos feldolgozás - visszaszorítás - félkész feldolgozás - keményítés - finom kitérdeztetés, a felületi merevség legalább HRC58, a felületi rugalmasság pedig Ra0.8mm. A munkagurítóknak a tengelyei önzáró vagy rúdcsavar-bárányfogójú tengelyeket használnak, amelyek nagy terhelési kapacitással rendelkeznek, kis súrlódással és hosszú szolgáltételel vesznek. A felső és alsó sorokban található munkagurítók vezetékes rendszerrel rendelkeznek, így mindkét sorban lévő munkagurítók aktívan forganak; a felső sorbeli munkagurítókat a motor meghajtja függőlegesen, egyszerre emelheti, és az előzetes illesztési és kibocsátási oldalon is beállítható, hogy a vízszintelvegő gurítók hajlássá váljanak (azaz a felső és alsó gurítók harmonikus csökkenést alkotnak, amely javítja a lapok vízszintelvegési minőségét).
5. Támogató görcsek: A görcsök szintezési pontosságának és merevségének biztosítása érdekében van támogató görcs felső és alsó részben, amelyek anyaga a 40Cr, és a görcsök tengerei rúdcsavarok. A támogató görcs hajlásszerkezetet alkalmaz, amely függőleges irányban igazítható. A támogató görcsek kézzel igazíthatók.
6. Energiaszolgáltatási rendszer: az elsődleges átviteli rendszer egy motorral központilag meghajtott, és a felső görcs emelési átviteli rendszer motora csökkentője egységes szerkezetet alkot, kompakt és szép kinézetű.
Hidraulikus és légtechnikai rendszer
1. Összetevők:
Hidraulikai állomás és hidraulikai csövek.
légtechnikai rendszer.
2. Teljesítmény áttekintése:
egy integrált bómállomást használ, amely hidraulikai erőforrást szolgáltat minden hengerhez, és rendelkezik megfelelő túlforgási értékesítővel, nyomás-mérővel, szabályozóval, visszaforduló értékesítővel, elektromos értékesítővel stb.
3. a gépadagéz asztala:
A magas minőségű acéltáblák és -csövek használata, a kisvont keretstruktúra悍dés, a második életkorbeli öregségkezelés, valamint a nagy portmillereszélyes pontosságú feldolgozása biztosítja, hogy a gépészeti eszköz kitűnő szénsavmentesítési tulajdonságokkal, magas merevséggel és stabilitással rendelkezik. A munkamenet alkalmazza
Felső típusú koncentráló munkamenetet, forgó platform tervezését, amely lehetővé teszi a következő betöltésre való előkészítést a feldolgozás közben, jelentősen növelve a munka hatékonyságát.
4. por távolítási rendszer: a munkamenet koncentráló porfogadást alkalmaz, porfogadó csövekkel ellátva, a termelési folyamat során létrejött por, kifüstölési gázok és más anyagok eltávolítására.
5. átviteli rendszer: magas pontosságú burkoló fogaskerék-és fogaskerékes pontos átvitel és szervóvezérlési rendszert alkalmaz, hogy biztosítsa a gépészeti eszköz huzamos mozgásában található simaságát és pontosságát.
6. CNC vezérlőrendszer.
A CNC vágó ellenőrző program Windows rendszeren alapul, és a CNC ellenőrző rendszer teljes integrációt valósít meg a laser-vágásra specializált CNC szoftverrel, professionális PC ipari vezérlési gép művelettel, grafikus felülettel, könnyen használható, barátságos felülettel, könnyen megtanulható, kényelmes működés, a CNC program könnyen szerkeszthető, olvasható. AutoCAD, CorelDraw és más professionális tervezési szoftverekkel, vágási folyamatparaméter-adatbázissal ellátva, a vágási paramétereket valós időben lehet szabályozni a vágási folyamat során az optimális vágási minőség eléréséhez.
7. behelyezkedési szoftver:
(1) kifejezetten CNC vágógépek fejlesztésére szolgáló rajzprogramozási behelyezkedési szoftver számítógépen való használatra. A fő funkciók közé tartozik a CAD rajzolás, a CAM-DUCT duct bontó szoftver új verziója, DXF/DWG optimalizálás, interaktív behelyezkedés, automatikus programozás, valamint vágási szimuláció és költségkalkuláció.
(2) A CAM-DUCT légvezeték szoftver 300-nál több légvezeték grafikus szoftverrel rendelkezik, amely egyetlen elrendezésből több grafikus elemű super lap méretű grafikát hozhat létre, és automatikusan feloszthatja, illetve automatikusan összekapcsolhatja a jól működő csatlakozási helyeket.
(3) A zárólapkészítési szoftver a CNC vágógép alapvető technológiája, amely lehetővé teszi a „teljes időben történő vágást, nagy hatékonyságú vágást és magas zárólapkészítési arányú vágást, ami az élesztés megtakarításának és a vágási hatékonyság növelésének alapvető garanciája.
Hűtő üzemmód
Professionális vízellátó rendszer, amely két hőmérsékletet és két vezérlést valósít meg, két vízvezeték hűti le a két központi helyet, a hűtőegység hőmérséklete számokkal jelenik meg, ha a víz hőmérséklete meghaladja a megadott hőmérsékletet, a hűtőegység automatikusan hűti, ha a víz hőmérséklete alacsonyabb, mint a megadott hőmérséklet, a hűtőegység automatikusan leáll.
Gépi szerszám mérete

A 3015 modellnek hatékony, 3 méter hosszú * 1,5 méter széles vágóútja van, a gép teljes hossza kb. 20 méter, és a szélessége kb. 5 méter.
Szolgáltatási kötelezettségvállalás
Előzetes értékesítési szolgáltatás:
A felelők fejlesztési igényeinek megfelelően, a felhasználók valós használatáról kiindulva, megfelelő technikai tanácsot és teljes készüléki információkat nyújtunk;
Megoldjuk a felhasználók által felvetett különböző problémákat, a technikai megvalósíthatóság figyelembevételével, segítünk a felhasználóknak vagy segítjük őket a laserfeldolgozó program tervezésében és fejlesztésében;
Készülékek bemutatását biztosítjuk, hogy a felhasználók látogathassanak, vizsgálhassanak, mintát vegyenek, tesztelhetik a gépet stb.
Eladás közbeni szolgáltatás:
A felhasználók gépénél való tényleges használat helyszínén végzett vizsgálat és elemzés, a felhasználó helyszínénél való segítségnyújtás a hely tervezéséhez és a telek víz, elektromos és gáz elrendezéséhez a készülékek számára stb.
Teljes készletű berendezési műveleti kézikönyvek biztosítása a vásárlóknak, valamint a berendezés operátorainak képzése a vásárlók számára;
Utánüzemeltetési szolgáltatás:
A felhasználó használati helyén a vásárló berendezés-operátorainak valós idejű feldolgozásra irányuló képzése, a berendezés naponta történő karbantartására és biztonságos használatára vonatkozóan, hogy biztosítsuk, hogy a felhasználó minél hamarabb meg tudja tanulni a berendezés műveleti eljárásait és módszereit, és önállóan használhatja a berendezést a termeléshez és a feldolgozáshoz;
A teljes berendezés telepítése és beállítása után az ügyfél oldalán a képzés kezdete óta egy éves garanciai időszak van a gépre, a laser esetében pedig két éves garanciai időszak van;
A garanciaperiodus alatt a cég továbbra is hozzárendel különleges ügyfélszolgálati szakembereket a felhasználó berendezésének technikai menetrendjeinek végrehajtásához a munkahelyen, a berendezés rendszeres karbantartására és ellenőrzésére, valamint a felhasználó által felmerülő kérdések megválaszolására.
Egyéb ügyek
1、Projekt haladása
A ciklusidő kb. 45-60 munkanap, a szerződési ciklus szerint kell befejezni a tervezést, gyártást és a munkák elfogadását, majd elküldeni a kérő felé;
2、Telepítés és betekintés
A berendezés a kérőhöz szállítva, 7-10 napos telepítési és betekintési ciklus;



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE