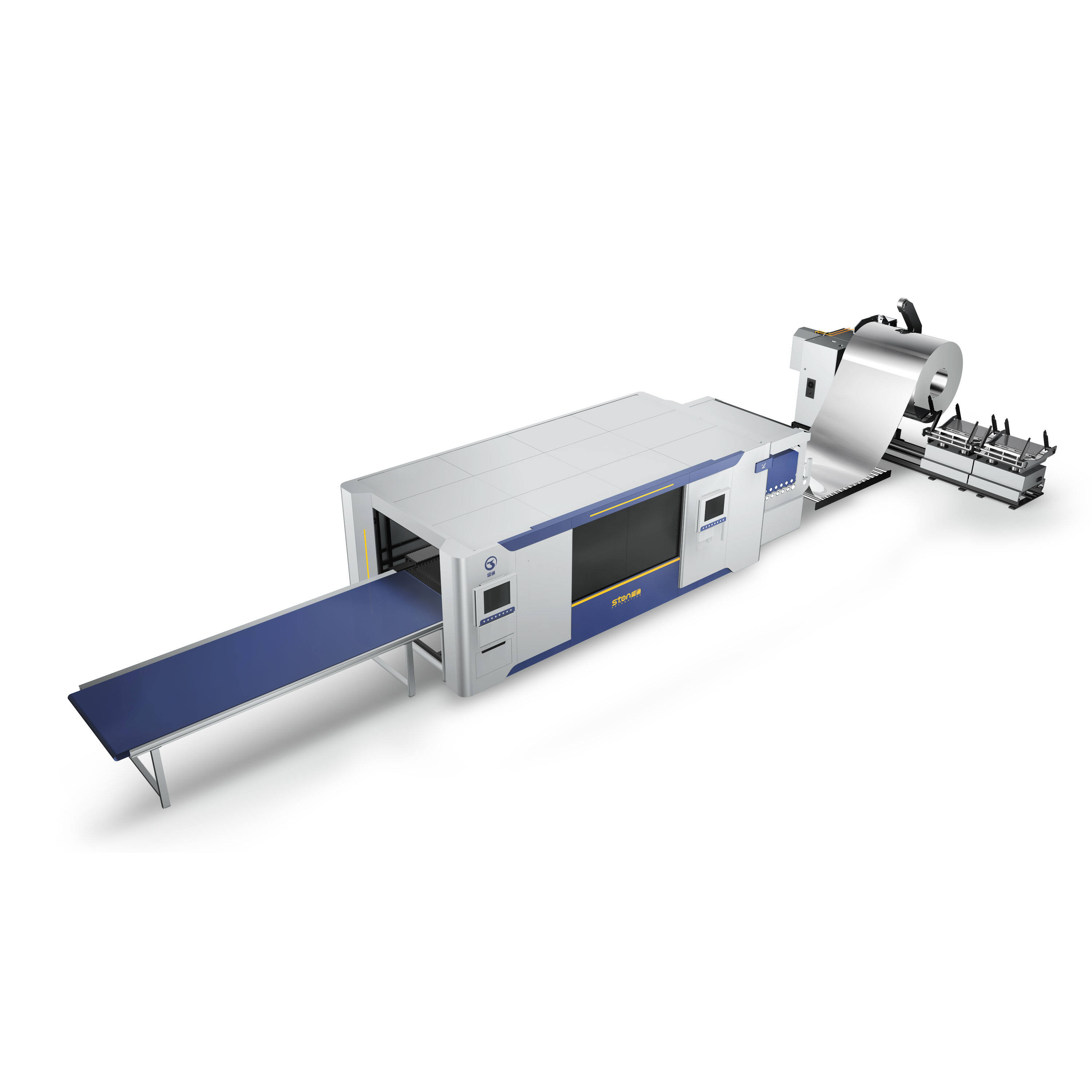
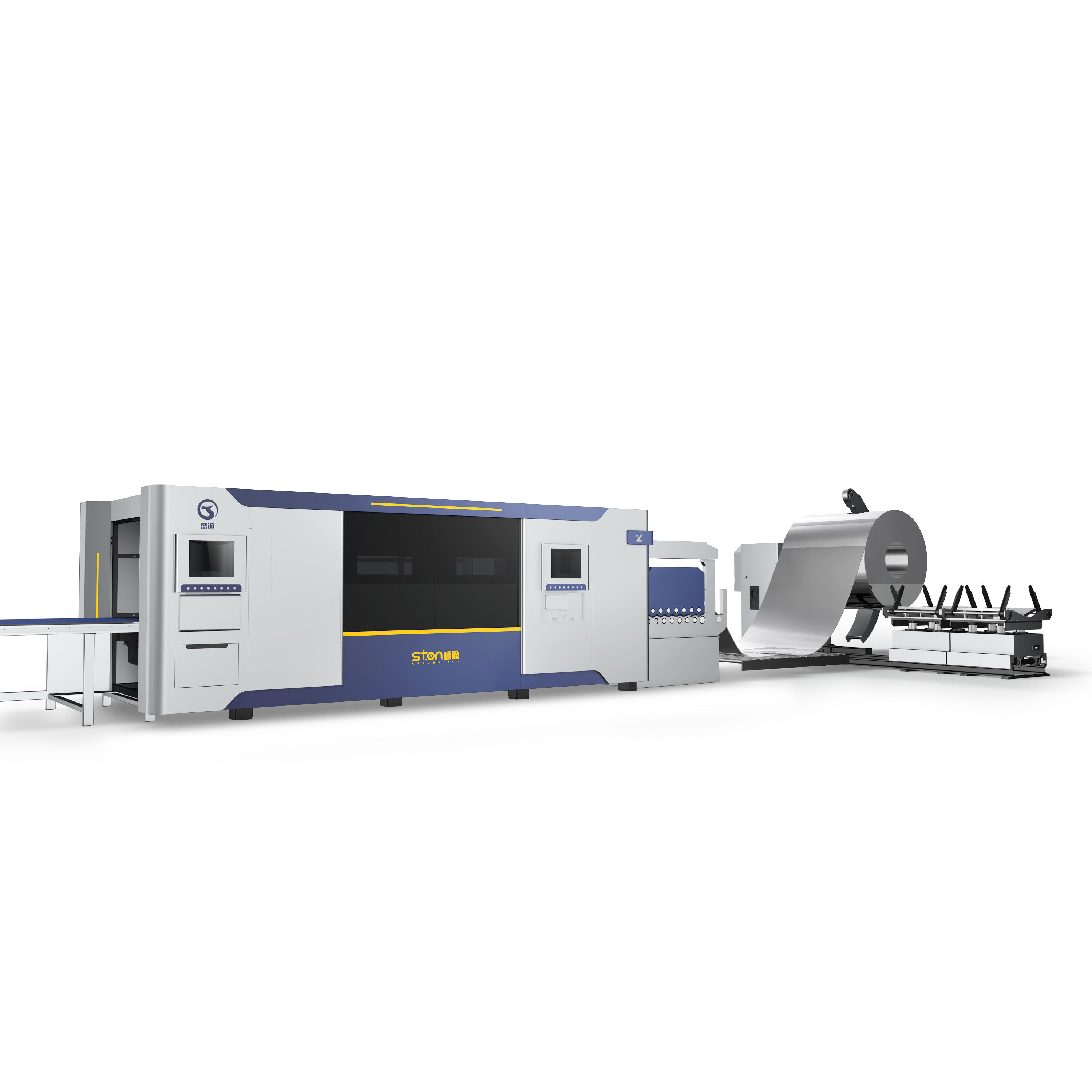
Lerro bakar batez material desberdinak zabaldu eta zehatzki moztu ahal izango duzu, kalitate konstantea betetzen bitartean. STON LZ1401 ekintza eta produktibitate handia eskaintzen dizkio, bereizle zure industria beharrak ematen dituen soluziorik onena dela esaten du. Zergatik hautatu STON LZ1401?
Kalitate handia: Laster moztapen teknologia zehatza ematen dio emaitza zehatza eta konstantea, berreskurapenak beharrezkoa ez izatea eta materiala aldatu gabe egon dezakeela ziurtatzen bitartean.
Egokigarria: Lan denbora optimizatuz eta materiala aldatu gabe egondez, STON LZ1401 eragin ekonomikoak estalatzen lagunduko dizkiozu.
Egungo eta etorkizunez: Teknologia aurkeztu jarraiki, STON LZ1401 zure bizitza aldatu eta hedatzea diseinatuta dago.
Aparatuen parametriak
|
|
material arrakasta |
Laster markin mugatu, galvanizatutako markin, acieru iluna |
|
2 |
markoaren lodiera |
0.5mm ~ 2.0mm |
|
3 |
markoaren zabalera |
1000mm~1500mm |
|
4 |
Pisua rolako |
≤10T |
|
5 |
Rolen barruko diametroa |
ø508mm-Ø630mm |
|
6 |
birakaren diametroa kanpina |
ø1000 ~ Ø1600mm |
Produkzio amaitzeko parametroak
|
1 |
borroka eta kalitatea |
Lanbidearen borroka plano da eta ez du jarduerarik gehigarriak; |
|
2 |
Mailaketaren zehaztasuna |
±1mm\/ m2 |
|
3 |
Diagonalaren zehaztasuna |
≤1mm\/2000mm |
Aparatuen Parametroak
|
1 |
Lanbidearen abiadura |
5m/min |
|
2 |
Aparatuen lanbidearen abiadura |
Zorituzea konekta linearen abiadura 0~12m/min (egokitzeko) |
|
3 |
Egiten den altuera |
+800mm |
|
6 |
joera |
(Harrapagarri uzten zaio azken planta prozesu antolaketa) |
Aparatuen erabilera lanetarako baldintzak
|
1 |
Energiaren egoera |
3φ corrente aldatu, 400V±5%, 50Hz±2% |
|
2 |
Hitz iturria (hitz motatua) |
Presioa: 0.5~0.6MPa Desplazamendua: 0.6m3/min |
|
3 |
ur iturria |
Eskakizun berezi gabe |
Gailu marrazketa
|
1 |
Marra nagusiko kolorea |
osagarri estandarra |
|
2 |
Mugimendu, segurtasun eta beste komponenteak |
Konfigurazioa lehendikiko kolorearen arabera (loro/oranjea) |
|
3 |
Elikatze galarriak, kontrol konsoletak, burladura lasterak |
osagarri estandarra |
Gailuen Konfigurazio Nagusia
|
Ez, ez da hori. |
Kategoria |
Izena |
Jatorria eta Marka |
Kopurua |
|
1 |
laser |
fibra laser |
Shenzhen Chuangxin 6000W |
1 |
|
2 |
laser burua |
fibra laser ebakitzaile burua |
Shanghai Jiaqiang |
1 |
|
3 |
Heduzketa sistemak |
nahasi ura |
Wuhan Hanli |
1 |
|
4
|
CNC sistema
|
Mugimendu kontrol sistema |
Shanghai Weihong |
1 |
|
Zerbitzulari Mugimendu Sistema |
Shenzhen Weichuang |
4 |
||
|
Txinaketa marrazkia |
Japan Beto |
3 |
||
|
Osagai elektrikoak |
Schneider, Francia |
1 |
||
|
Pneumatiko osagaiak |
Anwuochi, Germany/Yadek, Taiwan |
1 |
||
|
5
|
Gailuaren tronoa
|
Egiteko mahai |
Aldatze mota |
1 |
|
Gida erremoloa |
Taiwan Heqing |
1 |
||
|
Hurrutsle |
Taiwan Heqing |
10 |
||
|
Esteka eta zorroak |
Taiwan Kotai |
1 |
||
|
Ohea |
Lauki tuboaren helburu eta adinamendu tratamendua |
1 |
||
|
Txaparretaketa |
Tximistea ductua |
1 |
||
|
6
|
Laguntza installationak
|
Material rako |
10T hidrauliko material rako |
1 |
|
Makinak aldatzea |
15-gurpilko makina aldatu zehatza |
1 |
||
|
Lotu makina |
Gurpil lotura mesa / beltza platabo lotura |
1 |
||
|
Hohetzailerak |
1.6Mpa laserentzako hohetzailer espzializatua |
1 |
Laneko ingurumenaren eskakizunak
|
Elementua |
Izena |
Beharrak |
Oharrak |
|
Energia Iturburua
|
Instalatutako kaparrak Tensioa |
≤50KVA 380V\/220V±5% |
gomendatzen da 100kva kaparrako alimentazioa erabili Bestelako eremuetan automatikoki tensio eta indar estabilizatzaileak instalatu behar dira. |
|
Lurreko elektrizitatearen ekintza |
≤4 oham |
||
|
Ez du installation gailuaren inguruan indar magneto-elektriko zorroztarra izan behar. Ezarpen lekuan aldeko emisore radio edo birbidalketarako antzeman. |
|||
|
Ur |
Udako hohotzailearen ura |
ezarri ura garbitua, deskionizatua edo destilatua Gasak |
|
|
gas |
Oxigeno, Nitrogeno |
Txapeldunera > 99.5% |
Parametroak aldatu daitezke materialaren prozesamenterako |
|
Hohetzailerak |
Presioa ≥1.6mpa |
||
|
Lan ingurumen
|
Tenperatura |
5-40 gradu |
|
|
Eskuentzia |
≤80%, ez dago kondensazioarik |
||
|
Oinarria |
Amplitudea <50um, amplituden azeleraketa <0.05g; ez dago handi stampa vibragarri gailurik inguruan. |
Eguzkiaren iturria bizi bada, antzimendu-txanpakoak egin behar dira |
|
|
Gailuen espazioaren eskakizunak zain eta poltsa izatea garatzen duela ziurtatzeko, metalaren lapagintza eta moldeaketa bezala poltzak sortzen dituzten lan inguruneak saihesteko eta, anti-statiko soilea instalatu behar da, konexio kabelak mugitu ahal izateko |
|||
Joera karroa
1. Tekniko parametroak:
Kargamahaiaren laster-kabarra: 20T
Laster ardatzaren abiadura: 5-7 m/min
Laster horizontala: hidrauliko motorra
2. Karroa aldagabe operadore erreka handia erabiltzen du, materialaren lasterkabarra goitik igotzen da eta desberdinketa ardatzaren ardatzaren erdian kokatzen da, materialaren lasterkabarraren barne-angelua desberdinketa ardatzaren barnean sartzen da, ondoren karroa behera jaitsi eta lekuan itzultzen da.
3. Goiko lasterkabarrako karroa V islatu pallet, eraikitzailea eta la inprimaketa zutabe gida-mekanismoak osatuta dago.
4. Karroaren eraikitzailea itsasoa da, la gurpo erakusleak, karroaren eraikitzailea motorrek mugitzen du, horrela karroak bertako bidean mugitzen da.
5. Altxatze mekanismoa altxatze korpusa, jatorrizko mekanismoa eta altxatze hidrauliko cilindroak osatzen du; altxatze korpusak lau gida zutabeen erauziak erabiltzen du, eta altxatzea eta beheraketak suleak diren.
6. Kargatze karrosaren goialdeak V-fertikako zorro-soilkiaren plataformarekin osatuta dago. Karrosa lan egiten duenean, hidrauliko cilindroak autoaren gorputza aldatzen du aldaera edo behera, eta motorra karrosaren erroiloak biratuaz egiten ditu, horrela karrosak atzera edo aurrera mugitzen da bidean. Lan egiten denean, karrosaren goiko zorro V-fertika hidrauliko cilindroaren bitartez aldatzen da, txandakak aldatzen ditu eta txandakak beharrezko altuera batera igoak dira, ondoren motorrek kargatze karrosa aldatzen du aluminium txandakak batean radial erreklara bultzatzen duten bidean eta platabeltzak desberdintza motorearen zubiaren zentroan kokatzen ditu, eta ondoren txandakak aldatzen dira desberdintza motorearen ardatzarekin begiztatzen.
7. Kargatze trinkoa eta olio tuboa sustatu kateak erabaki dute.
8. Olio tuboak eta kableak arrastu kateekin bultzatzen dira.
Hidrauliko Erpikatua Deskonvolutor
1. Tekniko parametroak:
Mota: erpikatu mota, aldeko hidrauliko laguntza sostenguekin, hidrauliko igo eta jaitsi.
Karga neurria: ≤10T
Arbor antolamenduaren maila 50mm
Luzapen eta bisagarrak hidrauliko motorrek egiten ditu
Motorra / indar-aera AC7.5kw
Txantiloia: Pneumatiko disko txantiloi
2.Funtzioa: Deskonvolutora liga helrua irekitzeko eta nivelatzailearekin material gainera sinkronizatzea.
3. Aldaga eta oinarria:
Gailuaren aldagak eta oinarriak struktura lotura da, zorrotz apalera tratamenduarekin.
4. Mandolaina:
Mandolainaren igo eta jaitsa hidrauliko cilindroak expanzio txapela erakusten du.
Desenrollatzailearen mandolainak hiru expanzio txapelak osatzen ditu.
Mandolainaren materiala: 40Cr, tempotan tratamendua.
Beltzezina: lauzar bihotzetako plaka konposatua, bihotz-plaka konkavo-ekvokoa desberdintasunetan, ezin izateko marka sortzea lasterako plakan barneko laminean. Igo eta txikitu cilindroak hidraulikoki erakusten dira, beltzezina eskala duen bikoiztutako plaka batetara.
5. Indar-transmisioa:
Automatikoen ekintzan, lana deskonbinatzaileak aktiboki irabazten da, eta motorra, kontrol-sistemaren bidez, buferra material gainera sortzen du.
6. Deskonbinaketa-prozesuan, motorearen parametroak ( abiadura, momentu tokia, etab.) konbinatutako materialaren parametroen arabera kontrolatzen dira.
7. Erako motor nagusia eta erakusle nagusia: motoreak urreriketa prozesuan hurrengo funtzioak ditu:
Material residuoko sinkronizazioa.
lagunen sarrerak.
Motorako freno pneumatikoak, gailua gelditze edo 'aldaketa argi' kasutan mahineroa frenatzeko.
Urreko erakusketa modua: motor txandakatzailearen transmisioa kurborantzera, kurborantzearen borrokide-transmisioa zentzura borrokatzen du.
Erakusketa laguntza sustentatzailea
Arazoa mantzeko, sugegai bat dago, zeinak oilain baten bidez mugitzen da.
Sustentatzaile-bikila oilainak aldatzen du eta aldatu ondoren auto-blokeatuta dago;
Sistema pneumatikoa: cilindro, balvina eta ibilbidea osatzen du, eta erostlea bere gas-istenak eskaintzen dizkio.
Marraskakarpena estropadak gabeko (beharreko erregela-behautapenekin)
Alde-gaia zentrokatze gailua
1. Erabilera: Gaila erabiltzen da alde-gaia zentrokatzeko eta acier-beltza desartzearen berdinketarako.
2. Teknikako parametroak
Maximoko zabalera 1650mm
Minimoko zabalera 1000mm
Gidatzaile errotzaren materiala GCr15, HRC60-62
3. Estrukturea: errotze-mota, gidatzaile zutabeak eta esku-inprimakuntza erabiliz.
4. Errotzea sildarrean kokaturik dago, esku-inprimakuntzarekin mugitzen dena zuzeneko zutabeetan erauzita. Plakaaren zabalera ezker eta eskuinetan bakoitzak alda daiteke.
5. Aldeko inprimaketa errekin bertikal errotzearen gidatze-tarteak uzten dituen presio erreka bat jarraitzen da.
Lau-pisua izateko fina estandarrakuntza maquina
1. Aparatu parametroak
Sakonduko erloju kopurua 2
Lasterketa erloju kopurua 13
Eusten erloju kopurua 3 ilara gorri eta behera
Lasterketa erloju diametroa φ100mm×1700mm
Lasterketa erloju materiala 40Cr, eskaera ≥HRC58-62 (erreskalatzea, bultzatzea)
Eusten erloju materiala 40Cr, eskaera ≥ HB250-275 (erreskalatzea, bultzatzea, krombetaketa)
Motor nagusiaren indar-aurrea 30kw (servo motor)
Aldagailu nagusia zorrogezien aldagailua
2. Forma: pisu lau motako
3. Gomako zaindutako erregilak, goiko erregela cilindroa jasangarri.
4. Mailaketa errola: mailaketa errola maquina honen lan gisa duten atala da, mailaketa errolaren materiala 40Cr da, lanprozesua hau da: irteera - lana zoragarri - temperatzea - lana erdi zehatz - quenching - fine grinding, gainazalaren indar-puntua HRC58 baino handiagoa da eta gainazalaren terminoak Ra0.8mm da. Lan errolen bearteak auto-lerrokatu dezaketen beartzeak edo bisel beartzeak dira, hauek indar handia du, esku kaxa txiki eta jardueran denbora luzea dute. Goiko eta beheko lan errolen ereduetan egiturako sistema dauka, beraz goiko eta beheko errolak aktiboki biratu zaitezke; goiko errolak motorrek bertikalki birakizuna izan daiteke aldi berean, eta ere eskaintzen den eta amaitzen den erretilura aldatu daiteke, beraz mailaketa errolak inklinatuak diren (dela bestela, goiko eta beheko errolak harmonikoa murrizketara formakatzen lagunduz plaketen mailaketa kalitatea hobetzen da).
5. Laguntzaile errotzak: Errotzak zehatzki mantentzeko eta errotzaren egokitasunak eta esneera ziurtatzeko, goiko eta beheko laguntzaile errotzak daude, materiala 40Cr dela eta errotzak arlorikus gabiltzearekin bultzatuta daude. Laguntzaile errotza mekanismoa ferro inklinatu bat du eta bertikalki aldatu daiteke. Errotz laguntzaileak eskuz aldatzen dira.
6. Erakusle sistema: erakusle nagusi transmisio sistema motor batek markinetan zentralizatua da eta gorako errotzaren igoera transmisio sistemarako motor eta motore txirpilariak era egokian eta argi den estetika duen egitura osorik hartzen dute.
Hidraulikoa eta pneumatikoa sistema
1. Osagaiak:
Hidrauliko estazioa eta hidrauliko ibilbidea.
pneumatiko sistema.
2. Eraginkortasunaren laburpena:
pumpa estazio osorik hartzen du zilindro bakoitzarentzat hidrauliko indar eman dezakeena eta presio-erreguladoreak, presio-agailuak, erreguladoreak, zain-arluak eta elektromagnetikoen balvintzak eta bestelakoak ditu.
3. makina mahaiaren taula:
Erabilpena kalitate handiko ahuletako plakak eta tuboak suhiltutako armadura suhilketarako, bigarren enborantze prozesamendua, mahargune handi millagailuak zehatzko maiztasuneko prozesatzen, diseinu eta prozesamendu horiek garraiozko antolaketa, altuak maiztasuna eta egonkortasuna aurkitzeko. Lan-mahaia erabiltzen da
Go-estilo lan-mahaia, bertiketa plataformak diseinatuak, hurrengo kargakuntza aurretik prozesatzen ahal izateko, lanaren efizientzia askotan hobetuz.
4. poltzentzi-kendu sistema: Lan-mahaia poltzentzi-kendu dizain zentralizatua erabiltzen du, poltzentzi-kendu bidekin bateragarri, produzio-prozesuan gertatzen diren poltzentziak, exhai gastoa eta beste materialak kendu ahal izateko.
5. Itsasle-sistema: Altuak maiztasuneko suhiltutako zatia eta dentro kontrol sisteman oinarritutako itsasle-zehatzko transmisioa erabiltzen du, hautagarriak maiztasuna eta zehaztasuna mantentzen ari den gailuaren mugimendu abiadur handian.
6. CNC kontrol sistema.
CNC ebaketa kontrol programa Windows sisteman oinarrituta da eta CNC kontrol sistema laser ebaketa profesionalen CNC softwarearen aldeko lotura osoa ahalbidetzen du, PC industria kontrol makina erabiliz ekintza egiten den grafiko interfazearekin. Errazki mugitu, laguntzaile interfazea, erraza ikasten, garrantzitsua ekintza egiteko, CNC programa erraz editatu daiteke, irakurtzeko prest. AutoCAD, CorelDraw eta beste programak diseinu profesionalera, ebaketa prozesu parametroen datubasearekin bateragarri, ebaketaren bitartean ebaketa parametroak real time-an aldaketa daitezke zehazkienezko ebaketa kalitatea lortzeko.
7. konpaktazio softwarea:
(1) CNC ebaketa maquinak garatzeko garatutako softwarea, ordenagailuan erabiltzeko argiak sortzeko eta konpaktazio softwarea. Nagusi funtzioak CAD marrazteak barne hartzen ditu, CAM-DUCT tubo desbideratze softwarearen berria, DXF/DWG optimizatzea, interaktiboa konpaktazioa, automatikoki programatzea, ebaketa sinulazioa balioztapena eta kostu kalkulua.
(2) CAM-DUCT aire-bidaiketarako softwarea 300+bikoiztutako aire-bidaiketarako softwarea da, zeinak layout bakar baten bitartez argazki grafiko anitz sortu ahal izango ditu, automatikoki banatzen eta konexio-aurpegia automatikoki sortzen du.
(3) Nesting softwarea CNC mahaikortze-makinaren teknologia nagusia da, “mahaikortze osagarri, altuera handiko mahaikortze eta neurri handiko nest-eremuak” eskaintzen dituena, non azterketa ahalegina eta mahaikortze-osagaitzaren ahurpena garantiatzen da.
Heduzketa modua
Professional ur-irekiera sistemak, dual tenperatura dual kontrola egin dezake, bi ur-bideak bi core kokapenak hedatzen dituzte, hirigarritasun-aparatzaren tenperatura digital taulean agertzen da, uraren tenperatura eskuz hartutako tenperaturari alde bidetik dagoenean hirigarritasun-aparatuak berehala uzten du, uraren tenperatura eskuz hartutako tenperaturari beherago dagoenean hirigarritasun-aparatuak berehala gelditzen du.
Makina neurria

3015 modeloko mota mugimendu efizientea 3 metro luze * 1.5 metro zabalera du, gailuaren luzera guztira 20 metroz zenbatzen da eta zabalera 5 metroz zenbatzen da.
Zerbitzu Erreserba
Aurkako zerbitzua:
Bezeroen garapen eskakizunen arabera, bezeroen erabilera aktualeko puntuan ari izan, teknikoki zuzendarriak diren informazio osoa eta aldagaiak ematen ditu;
Bezeroen eskaeratutako arazoak ebazteko, teknikoki ausagarriaren arabera, bezeroei edo bezeroei laguntzeko diseinu eta garapen laser prozesuak;
Gailuaren bistarapena ematen du, horrela bezeroak bisitatu, inspektatu, laginak hartu eta proba makina egiteko eta bestelakoak.
Erosi-zerbitzua:
Bezeroaren gailuaren erabilera aktualeko inspeketak eta analisiak, bezeroaren lekuaren arabera, erabiltzaileei laguntzeko eta lekuaren diseinua eta aurkitzea, gailuaren ura, argia eta gasaren antolamenduak eta bestelakoak.
Eskaintziak lantailuak operazio manuak osorik emango ditu, eta erabilera eskaintzari buruzko forma eraiki egingo ditu;
Itsaspeko zerbitzuak:
Erabiltzailearen erabilpen-lanetan, lantailuen eragileei buruzko formaketa eman zaie jatorrizko eraginkortasunaren arabera, egunean mantentzea eta segurtasun erabilera eta laguntzeko arduraduna izateko, erabiltzaileak gure lantailuen erabilitako prozedura eta metodoak maharrats gehienago ikasi eta independente moduan erabili ahal izateko;
Osoko instalazio eta probaketa ondoren, erabiltzaile batek training-en hasiera dela uste duen unean, urte bat garantiak izango du, laserak bi urteko garantiak izango du;
Garantia denbora barruan, enpresa honek ere lanpostu teknikoak eskaintzen dizkie erabiltzailearen lantailuei teknikoki bisitak egiteko, maiztasuneko mantentze eta inspeketarako, eta galderak erantzuteko.
Beste gaiak
1. Projektuaren garapena
Zirklo denbora txarra 45-60 lan egunetan, kontratuan zehaztutako zirklo denborarekin diseinua, eraikitzailea eta onetsitze lanak burutu eta bidaltzeko eskura dagoen araban;
2. Instalazioa eta probaketa
Gailua eskura dagoen araban bidalita, instalazio eta probaketa zirkloak 7-10 egun ditu;



 EN
EN
 AR
AR
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 IS
IS
 AZ
AZ
 EU
EU
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE