Somos responsables de la construcción-----somos responsables de la fabricación-----somos responsables de la formación
A small bend mistake can ruin a good metal part. Cracks, wrong angles, short flanges, and poor fit all waste time and money. The solution is simple: understand common sheet metal bending mistakes early, apply smart design rules, and choose the right bending equipment.
Common sheet metal bending mistakes include using the wrong bend radius, placing holes too close to the bend line, ignoring bend allowance, missing bend relief, choosing the wrong tool, and failing to consider material thickness. Good design, correct tooling, CNC bending, and proper manufacturability review help avoid these problems.
Sheet metal looks simple when it is flat. But once you bend it, the metal stretches on the outside and compresses on the inside. This is why a sheet metal part can change size, crack, twist, or fail to fit after bending.
Many mistakes happen at the design stage. A drawing may look fine on screen, but the real metal behaves differently. If the bend line is too close to a hole, the hole may distort. If the inside bend radius is too small, the metal may crack. If bend allowance is wrong, the final size may be off.
In sheet metal fabrication, good results come from three things working together: smart design, correct tool selection, and suitable bending equipment. If one part is weak, the whole fabrication process suffers.
The world of sheet metal bending has many details, but most problems come from a few common errors. These common mistakes to avoid can help engineers, buyers, and factory managers improve part quality before production starts.
Here are the 7 common mistakes:
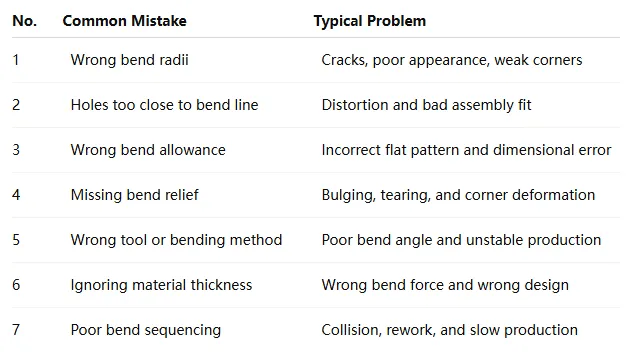
These are not just design mistakes. They are cost mistakes. Each common mistake can create scrap, delay delivery, or damage customer trust.
Bend radii are one of the most important details in sheet metal design. The inside bend radius controls how tightly the metal is formed. If the bend radius is too small, stress becomes high and the metal may crack.
A common rule is to avoid making the inside bend radius smaller than the material can handle. Some materials require a larger bend radius than others. Stainless steel, for example, is stronger and may need more careful bending than mild steel.
Bad bend radii can cause:
A proper bend radius should match the material thickness, material properties, and tool setup. For many standard sheet metal jobs, using consistent bend radii across the part can also reduce tool changes and improve manufacturability.
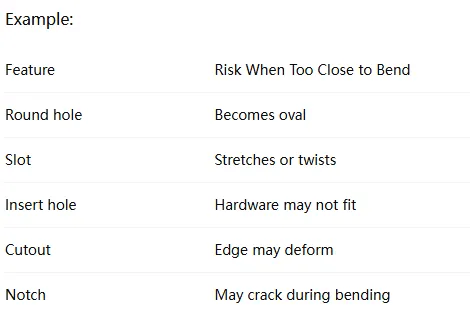
A hole close to the bend line may look fine in CAD. But during the bending process, the metal stretches and moves. This can pull the hole out of shape. Round holes become oval. Slots become distorted. Inserts may not fit.
A good design rule is to keep holes, slots, and hardware features away from the bend line. The exact distance depends on material thickness, bend radii, tool type, and design requirements. Many fabrication guidelines recommend leaving several times the material thickness between a hole and a bend.
In precision sheet metal work, this detail matters a lot. Electrical cabinets, control boxes, HVAC panels, and appliance covers often need holes for screws, hinges, locks, or wiring. If the hole moves after the bend, assembly becomes slow.
Bend allowance explains how much metal is used in the bend area. When a sheet metal bend forms, the metal does not simply fold like paper. It stretches and compresses. That changes the flat length.
K-factor helps estimate where the neutral axis sits inside the material during bending. It is used to calculate flat patterns. If the K-factor or allowance is wrong, the final part may be too long, too short, or out of tolerance.
Simple idea:
Flat pattern size = flange sizes + bend allowance adjustment
This is why bend allowance is important for dimensional accuracy. A small error in one bend may be acceptable. But several bends in one part can create a large final error.
Factories should use tested bend data, real tool settings, and stable CAD/CAM rules. A bend calculator layout can help, but it should match the actual press brake, panel bender, tool, and material.
Bend relief refers to a small cut or opening near the bend area. It gives the metal space to move during forming. Without bend relief, the corner may tear, bulge, or distort.
Parts need bend relief when two flanges meet, when a bend is close to an edge, or when the metal cannot flow cleanly during the bend. This is especially important for boxes, trays, covers, enclosures, and complex sheet metal parts.
Common bend relief shapes include:
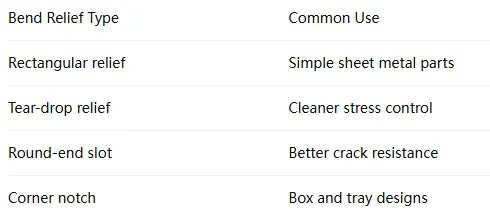
If you include bend relief early in the design, the bending process becomes safer and more stable. If you ignore it, the bend causes local stress, and the part may need rework.
The tool controls the bend. A press brake punch and die, panel bender blade, clamp system, or forming tool all affect the result. If the tool does not match the material thickness, bend angle, flange length, or inside bend radius, the result may be poor.
Different bending methods also behave differently. Air bending is flexible and widely used. Bottom bending gives a more fixed shape but needs more force. Panel bending is strong for repeated sheet metal panels and enclosures. CNC bending can improve repeatability when the machine and tool are matched correctly.
A simple comparison:
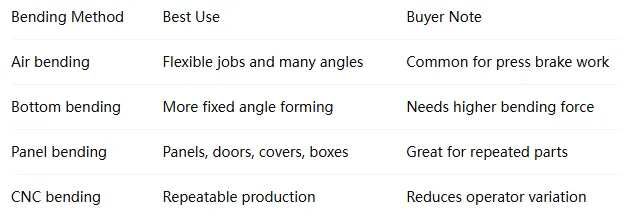
The right method depends on the part. A standard sheet metal bracket may work well on a press brake. A cabinet door may be better on a panel bender. A complex enclosure may need both cutting and bending planning.
Material thickness changes everything. A thicker sheet needs more force, a larger tool opening, and often a larger bend radius. If the thickness of the sheet is ignored, the bend may fail.
Material properties also matter. Mild steel, stainless steel, aluminum, galvanized metal, and cold-rolled steel all bend differently. Stainless steel has stronger springback. Aluminum can scratch easily. Galvanized metal needs coating protection.
Material-related problems include:
Good fabrication starts with real material data. Do not design only by appearance. Check material grade, thickness, surface coating, grain direction, and bending capability.
Bend sequencing means choosing the order of bends. Poor bend sequencing can create collisions, block tool access, or make later bends impossible. This is a common mistake in complex sheet metal fabrication.
For example, if one flange is bent too early, it may hit the tool during the next bend. If a box shape is closed too soon, the machine may not reach the final bend line. This leads to rework or redesign.
Good design tips include:
Design for manufacturability means thinking about how the part will be made, not only how it will look. This is the safest way to avoid costly mistakes.
Bend radii affect both structural integrity and appearance. A sharp bend can look clean, but it may create too much stress. A larger radius spreads stress more evenly across the metal.
The correct bend radius depends on material thickness, material type, and the final product function. A decorative panel may need a smooth surface. A load-bearing bracket may need strength. A cabinet door may need good appearance and accurate fit.
A proper bend helps the part:
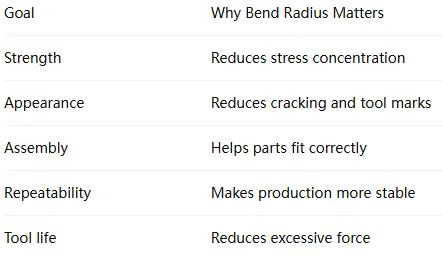
In practical sheet metal manufacturing, the “ideal bend” is not always the sharpest bend. It is the bend that works well, looks good, and can be produced again and again.
Metal moves during bending. When a feature is close to the bend line, the forming force can pull the surrounding area. That is why holes near bends often distort.
This is very common in electrical cabinet panels and metal enclosures. Holes for hinges, locks, screws, and cable glands must stay accurate. If they distort, the final product may not assemble correctly.
To avoid distortion:
Bending near holes is not impossible. It just needs careful planning.
Sheet metal design for manufacturability means designing parts that can be made easily, accurately, and cost-effectively. It helps reduce scrap, shorten lead time, and improve part quality.
Best practices include:
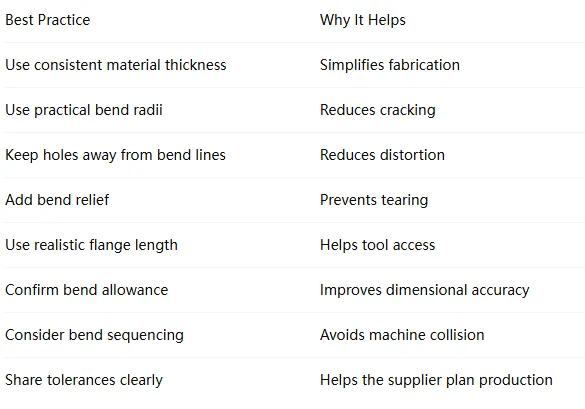
In the design stage, the goal is not to make the most complex part possible. The goal is to make a part that works well and can be produced reliably.
CNC bending helps reduce mistakes by controlling the bending process with stored programs, servo movement, and accurate positioning. It can improve bend angle control, reduce operator variation, and support repeatable production.
A CNC press brake is strong for flexible metal bending. A CNC panel bender is excellent for repeated panels, doors, covers, and boxes. Each machine has its role.
For modern sheet metal factories, CNC bending can help with:
However, CNC equipment does not fix a bad design. The drawing still needs good bend radii, proper bend relief, correct allowance, and realistic tolerances.
A press brake bends sheet metal by pressing the metal between a punch and die. It is flexible and widely used. A panel bender folds the edge of the metal sheet while supporting the panel. It is strong for repeated panels and boxes.
Both machines can help avoid sheet metal fabrication mistakes when used correctly.
A good factory does not choose equipment blindly. It matches the machine to the product, material, and volume.
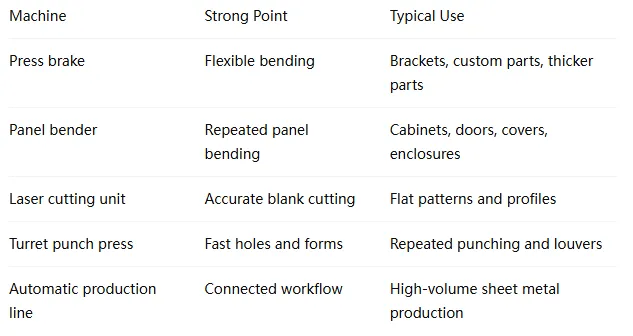
STON is a China-based CNC sheet metal machinery manufacturer. We provide panel benders, turret punch presses, press brakes, laser cutting units, and automated production lines. We help global manufacturers improve processing efficiency, reduce labor costs, and build smarter factories.
From our experience, many bending mistakes are not only caused by the operator. They start from poor process planning. A factory may use the wrong tool, wrong sequence, wrong equipment, or wrong workflow.
STON helps buyers review:
Useful STON internal links:
When you send drawings and production goals, STON can help choose the right machine and process before problems appear on the shop floor
 .
.
An electrical cabinet factory had repeated problems with cabinet doors. Some panels had distorted lock holes. Some flanges were short. Some bend angles changed between operators. The parts looked simple, but assembly was slow.
After review, the main problems were clear:
The factory improved the design, added better feature spacing, checked bend relief, and moved repeated panel work to CNC panel bending. The press brake stayed useful for flexible jobs.
The result was better repeatability, fewer rejected panels, and faster assembly.
The most common mistake is using the wrong bend radius or placing holes too close to the bend line. Both can cause cracks, distortion, and poor part fit.
Sheet metal can crack when the bend radius is too small, the material is too hard, the grain direction is poor, or the wrong tool is used. Stainless steel and harder metals need more careful bending.
Bend allowance is the amount of material used in the bend area. It helps calculate the correct flat pattern so the finished part has the right size.
Bend relief gives metal space to move during bending. Without it, corners may bulge, tear, or distort, especially on boxes, trays, and enclosure parts.
The safe distance depends on material thickness, bend radius, and tool setup. Many design guides recommend keeping holes several times the material thickness away from bend lines.
No. CNC bending improves repeatability and reduces human error, but the part still needs good design, correct bend radii, proper allowance, suitable tool selection, and good material data.


Tanto si está actualizando una línea existente como si está iniciando un nuevo proyecto, STON personalizará una solución CNC para su producción.



















