İnşaattan sorumluyuz----- üretimden sorumluyuz----- eğitimden sorumluyuz
Choosing the wrong panel bender maximum thickness can cause cracked parts, weak bends, or machine overload. Many buyers only ask about sheet metal thickness, but real bending capacity depends on material type, bend radius, bend length, and tooling. This guide helps you choose the right machine safely.
A panel bükücü can usually bend thin to medium sheet metal. The maximum bending thickness depends on material type, machine structure, bend angle, bend radius, bend length, and tooling. For many panel bending machines, stainless steel is often thinner than cold-rolled steel or aluminum because higher-strength materials need more bending force.
Maximum bending thickness means the thickest metal sheet a bending machine can form safely and accurately under specified conditions. It is not only about whether the machine can make one bend. It also means whether the machine can bend the part repeatedly, with stable angle, safe tool load, and acceptable bending quality.
For a panel bender, thickness is usually shown by material type. For example, one machine may bend cold-rolled steel up to one value, stainless steel up to a lower value, and aluminum up to a higher value. This happens because different materials need different bending force.
Industrial buyers should read thickness data carefully. A panel bender may be capable of bending a 2.0mm cold plate, but that does not automatically mean it can bend 2.0mm stainless steel with the same bend angle, radius, and bend length. Material strength matters. A lot.

Many buyers ask, “What is the thickest sheet metal a panel bender can bend?” The honest answer is: it depends on the full bending condition. Thickness is only one part of the story.
A panel bender must consider the metal sheet, bend radius, bend angle, tool, bend length, and material properties. If the metal is stronger, the machine needs more force. If the bend radius is small, the bending force required increases. If the bend line is long, the load also rises.
Here is a simple view:
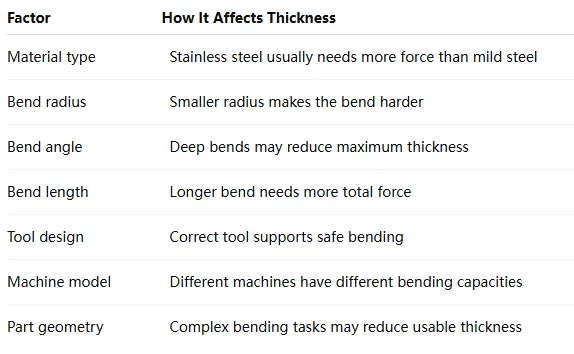
So, the real question is not only “maximum thickness.” The better question is: Can this panel bender bend my actual part, material, and drawing?
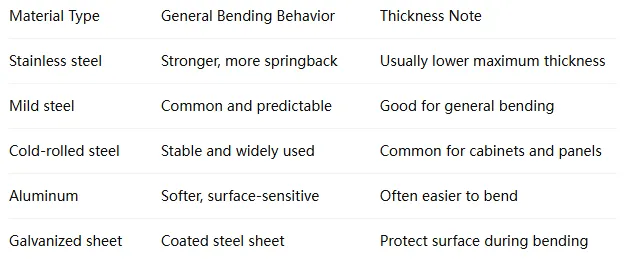
Material type is one of the biggest factors in sheet metal bending. Mild steel, stainless steel, aluminum, galvanized sheet, and cold-rolled steel all behave differently. They do not need the same bending force.
Stainless steel has higher strength and more springback than many common steels. This means it is often more difficult to bend. Aluminum is usually easier to bend, but it can scratch more easily. Mild steel and cold-rolled steel are common in cabinets, covers, and general metal fabrication.
The thickness of the material must match the machine’s rated bending capacities. If you need to bend thick stainless steel, do not assume a standard panel bender is enough. Send your drawings and material grade to the supplier first.

The bend radius is the inside curve of the bend. A small inside bend radius makes the metal bend sharply. This may look clean, but it creates more stress. A larger radius spreads the stress and can make the bend easier.
If the bend radius is too small for the thickness, the metal may crack. This is especially important for stainless steel and higher strength metal. The correct bend radius should match the material thickness, material type, and tool design.
The bend angle also matters. A simple 90-degree bend may be easier than a deeper or more closed angle, depending on the part. When the bend angle becomes more demanding, the maximum bending thickness may decrease.
A simple guide:
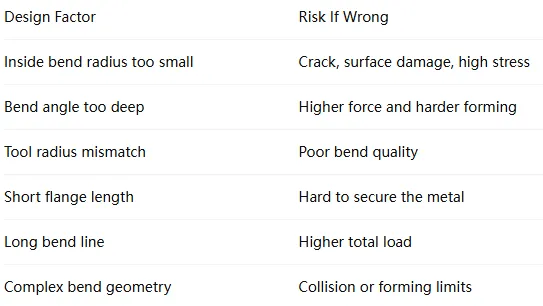
For accurate sheet metal bending, buyers should confirm bend radius and bend angle before final machine selection.
Bend length is the length of the bend line. A short bend is easier than a long bend at the same thickness. That is because the machine must apply force along the full bend length.
For example, bending a 500mm flange is not the same as bending a 3000mm flange. Even if the thickness is the same, the longer part needs more total force and better support. This affects the maximum thickness the machine can handle.
In practical sheet metal fabrication, long panels are common in:
If your factory bends long metal panels every day, you should not check thickness alone. You should check maximum bending length + maximum thickness + material type together.

A pres freni usually has stronger capability for thicker metal, especially hydraulic press brake machines with high tonnage. A panel bender is usually better for thin to medium sheet metal panels, especially repeated parts with multiple edge bends.
A panel bender is designed for speed, precision, and automation in panel bending. It is excellent for cabinets, doors, covers, boxes, and enclosure panels. A press brake is more flexible for thicker plates, special profiles, and general bending operations.
If your factory needs to bend thick metal sheets, a press brake may be the right machine. If your factory needs efficient bending of repeated sheet metal panels, a panel bender may be better. Many factories use both.
Panel benders are designed for sheet metal parts with repeated edge bends. They are very useful when the product is a panel, box, tray, door, cover, or enclosure. These products often need precise bending, stable angles, and clean surfaces.
Common applications include:
These parts usually do not need plate bending of very thick material. Instead, they need fast, accurate, repeated sheet metal bending. This is where the panel bender offers strong value.
For heavy structural plates, large bend radius parts, or very thick metal, buyers should consider a press brake, roll bending machine, or another metal bending machine.

Typical thickness ranges vary by brand and model. In many sheet metal factories, panel benders are used for thin to medium material such as around 0.5mm to 3.0mm, depending on material and machine design. Some models may process thinner sheets, and some specialized equipment may handle different ranges.
For STON panel bender solutions, the practical range depends on the model and material. Common listed references include thin sheet capability from about 0.15mm, with maximum values such as stainless steel around 1.2mm, cold plate around 2.0mm, and aluminum plate around 2.5mm for specific models. Always confirm the final value with real drawings and material data.
A panel bender works by holding the sheet and folding its edge. The machine does not form the part like a traditional press brake with a punch and die. Instead, panel benders rely on a clamp and bending blades to bend the metal.
A basic bending process includes:
This gives the machine precise control over the bending process. It also supports efficient bending for repeated panels. The operator does less manual lifting and the machine provides more stable bending accuracy.
For modern sheet metal factories, this is useful because it reduces human error and supports consistent production.
Bend allowance is the amount of material used in the bend area. When a metal sheet is bent, the outside of the bend stretches and the inside compresses. This changes the flat pattern size.
If bend allowance is wrong, the finished part may be too long or too short. This becomes more important as thickness increases because the bend area becomes larger and the metal behaves more strongly during forming.
Bend allowance affects:
For thicker material, buyers should check bend allowance carefully. The bend sequence, bend radius, and tool setting should match the actual machine. A drawing that looks correct in CAD may still fail if the bending parameters are wrong.
Buyers should check bending capacities with real production data. Do not rely only on a short specification table. A table may show maximum thickness, but your part may have a long bend length, small radius, difficult material, or complex bend geometry.
Before buying, prepare:
This information helps the supplier confirm whether the panel bender is capable of bending your real parts. It also helps prevent wrong investment.
A professional supplier should ask for drawings before recommending the machine. If a supplier only says “yes” without checking details, be careful.
What Mistakes Should Buyers Avoid?
The most common mistake is checking only maximum thickness. This is risky. A machine may handle a certain thickness in one material, but not in another. It may bend short parts, but not long parts. It may form a simple 90-degree bend, but not a complex part with multiple sides.
Avoid these mistakes:
Good equipment selection starts with the part drawing. The machine should match your bending needs, not just the catalog headline.
STON is a China-based CNC sheet metal machinery manufacturer. We provide panel benders, turret punch presses, press brakes, laser cutting units, and automated production lines. We help global manufacturers improve processing efficiency, reduce labor costs, and build smarter factories.
For buyers asking about maximum bending thickness, STON can review the drawing, material type, thickness, bend radius, bend angle, and production target. Then we can recommend a panel bender, press brake, or combined sheet metal automation solution.
Useful STON internal links:
STON’s main overseas customers include sheet metal fabricators, electrical cabinet factories, HVAC manufacturers, appliance producers, metal furniture makers, and machinery distributors. These buyers need practical answers, not vague promises.
An electrical cabinet factory wanted to upgrade from manual bending to automatic panel bending. The main products were cabinet doors, side panels, and covers. The material included cold-rolled steel, galvanized sheet, and stainless steel.
At first, the buyer only asked, “Can the machine bend 2mm?” But after checking drawings, we found that some parts had long bend lines, small flanges, and different material strengths. Stainless steel parts needed a different review from cold-rolled steel parts.
The final recommendation was not based on thickness alone. It considered:
The result was a better machine selection and lower purchase risk. The buyer could use a panel bender for repeated cabinet panels and keep a press brake for special thicker parts.
A panel bender is not the best machine for every bending job. If your factory often bends thick metal sheets, heavy plates, or special profiles, a press brake may be the better choice. A hydraulic press brake machine can provide higher force for thicker parts.
You may choose a press brake when:
You may choose a panel bender when:
In many factories, the best answer is both: panel bender for repeated panels and press brake for flexible or thick work.
The thickest sheet metal a panel bender can bend depends on the machine model, material type, bend radius, bend angle, bend length, and tooling. Many panel benders are used for thin to medium sheet metal, not heavy plate.
Yes. A panel bender can bend stainless steel if the thickness and part size match the machine capacity. Stainless steel usually requires more force than mild steel or aluminum.
Usually no. A press brake is generally better for thicker metal and flexible bending. A panel bender is better for repeated sheet metal panels, covers, boxes, and enclosures.
Yes. A smaller bend radius usually needs more force and may increase cracking risk. A larger bend radius can make the metal easier to bend.
A longer bend requires more total bending force. Even if the material thickness is the same, a longer bend line can reduce the usable maximum thickness.
Send the supplier your drawing, material type, thickness, bend radius, bend angle, bend length, flange size, and output target. Sample testing or technical review is the safest method.
The typical panel bender maximum thickness depends on material type, bend length, bend radius, bend angle, tooling, and machine model. Most panel benders are used for thin to medium sheet metal panels, while thicker metal is usually better handled by a press brake.


İster mevcut bir hattı geliştiriyor ister yeni bir projeye başlıyor olun, STON üretiminiz için bir CNC çözümünü özelleştirecektir.



















